
Injection Molding Research Targets Micro-Molding, Sinks and Foams
The IKV in Aachen, Germany, is known internationally as one of the foremost academic incubators of new plastics technology.


New simulation software for micro-molded parts allows for internal runners to be designed within the simulation (right) rather than separately with conventional CAD software (left).

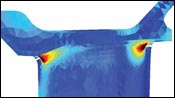
Ultrasonic sensing is a new method to analyze the potential for sink marks during injection molding by evaluating the characteristics of the sonic signal through the tool and part.

One way to improve foamed part surfaces is by etching geometric “structured surfaces” on the cavity wall to improve venting of gas at the surface of the part as well as to hide potential defects.
The IKV in Aachen, Germany, is known internationally as one of the foremost academic incubators of new plastics technology. At its 23rd International Plastics Colloquium this spring, the IKV (which stands for the German equivalent of Institute for Plastics Processing) presented the latest results of injection molding research projects on computer simulation of micro-molding, ultrasonic analysis of sink marks during molding, and alternative techniques to improve surface quality of foamed parts.



Simulating micro-molding
While injection molding of micro-sized parts with dimensions in the millimeter range is growing in importance, current simulation software reportedly is not appropriate for parts of such scale. Said IKV engineer Axel Cramer, “No simulation software exists that considers the typical characteristics of micro-parts.”
He identified several software improvements that would be required. One is a provision for internal runners to fill non-continuous parts—i.e, ones with multiple inserts such as tiny letters. “The internal runners are difficult to predict and have to be designed in CAD software separate from the mold design, then simulated together with the whole part. If that runner needs to be optimized for rheological layout, it is modified in CAD software and the entire system must be meshed again—a time-consuming process,” said Cramer.
Heat transfer between part and mold during filling is another area for development. With tiny parts, rapid dissipation of heat from the melt causes fast solidification of the melt. Small variations in mold temperature can dramatically affect filling of parts less than 1 mm thick. Cramer recommended coupling simulation of mold filling with simulation of transient local changes in mold temperature caused by heat transfer from the part.
Cramer added that material models for simulation typically are based on melt-viscosity measurements taken with capillary rheometers at shear rates between 100 and 10,000 sec-1. But in filling micro-sized parts, shear rates can exceed 100,000 sec-1 and even reach 1 million sec-1, according to Cramer. These values are typically extrapolated with conventional simulation software, which opens the door for inaccuracy in flow prediction.
Another overlooked aspect in conventional simulation software is that capillary rheometers take the viscosity measurements under isothermal conditions (constant temperature), but in micro-molding, very high shear rates generate a rise in temperature.
Cramer and IKV were a part of a consortium of 13 universities and companies on a project funded by the European Union. One partner, Simcon Kunststofftechnische Software GmbH, used its Cadmould simulation software for the research.
The project developed new software for non-continuous parts that allows internal runners to be easily modified within the simulation without further work in a CAD program. To address heat exchange between the part and mold, a new software interface allows the simulation program to use the result of a heat-exchange calculation by standard 3D finite-element software such as Abaqus. The interface makes it possible to calculate mold temperature throughout the process cycle (instead of assuming a constant wall temperature) based on the cooling medium, its temperature and flow rate, and mold cycle time and open time.
Furthermore, a new material model was developed for the simulation that describes viscosity at very high shear rates and determines actual viscosity (not extrapolated values) by accounting for shear at high injection speeds and fill times as short as 0.1 sec.
Ultrasonic sink analysis
A new way to predict the occurrence and severity of sink marks while the part is still in the mold was developed by Oliver Lingk, an engineer in the IKV Dept. of Injection Molding. The speed of travel of ultrasound waves through plastic are affected by temperature and pressure. When the melt is at its hottest, sound travels slowest, and as the part cools, the sound velocity increases until the part detaches from the cavity, at which point the signal ends.
Using pairs of ultrasonic emitters and receivers in a mold, Lingk varied the machine parameters while molding a test part and analyzed the resulting sink depths with an optical laser. He performed a multiple regression analysis to correlate the ultrasonic information and the sink dimensions. Lingk thereby derived a linear equation that estimates the sink depth for a particular material in a particular mold according to ultrasonic measurements taken during molding. This new on-line QC tool could be used to fine-tune molding parameters to minimize sinks.
Rethinking foam molding
One well-known difficulty in foam injection molding is producing parts with smooth unblemished surfaces. Axel Cramer discussed a second project to solve this problem. Unlike the usual low-pressure, short-shot approach for filling a foam mold, Cramer described several alternatives that can yield better surfaces by starting with a full shot under high pressure.
Three of these approaches are well known: gas counterpressure, a movable core or cavity that withdraws after filling to allow foaming, and a textured mold surface to hide swirls or bubbles. A variation on the last approach is what Cramer calls a “structured” cavity surface, which is etched with geometric structures such as pyramids, that permit better venting of the escaping gas and also help conceal defects.
In addition, Cramer suggested using a heat-insulating coating on the cavity surface that’s designed to slow the cooling of the outer skin of the part to avoid freezing in gas bubbles or streaks. It does impose a minor increase in cycle time, Cramer concedes.












Related Content

Improve The Cooling Performance Of Your Molds
Need to figure out your mold-cooling energy requirements for the various polymers you run? What about sizing cooling circuits so they provide adequate cooling capacity? Learn the tricks of the trade here.
Read More
How to Mount an Injection Mold
Five industry pros with more than 200 years of combined molding experience provide step-by-step best practices on mounting a mold in a horizontal injection molding machine.
Read More
Are Your Sprue or Parts Sticking? Here Are Some Solutions
When a sprue or part sticks, the result of trying to unstick it is often more scratches or undercuts, making the problem worse and the fix more costly. Here’s how to set up a proper procedure for this sticky wicket.
Read More
How to Optimize Pack & Hold Times for Hot-Runner & Valve-Gated Molds
Applying a scientific method to what is typically a trial-and-error process. Part 2 of 2.
Read MoreRead Next

Beyond Prototypes: 8 Ways the Plastics Industry Is Using 3D Printing
Plastics processors are finding applications for 3D printing around the plant and across the supply chain. Here are 8 examples to look for at NPE2024.
Read More
Recycling Partners Collaborate to Eliminate Production Scrap Waste at NPE2024
A collaboration between show organizer PLASTICS, recycler CPR and size reduction experts WEIMA and Conair will seek to recover and recycle 100% of the parts produced at the show.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More