
Moldmaker Branches Out With New Services & Technologies
NyproMold offers new development tooling program and the latest in servo drives, enhanced cooling, and CT scanning.

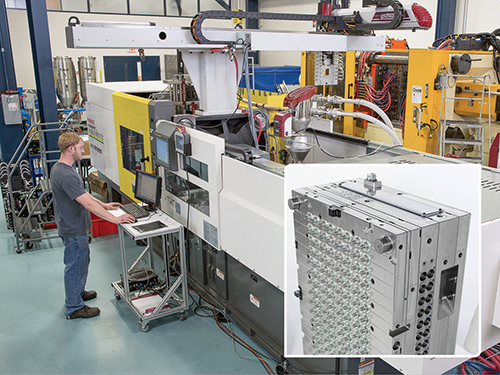
A one-cavity development mold, with production-quality gating, cooling, and ejection, and tested under production molding conditions, provides confidence in scaling up to a high-cavitation, high-production mold.
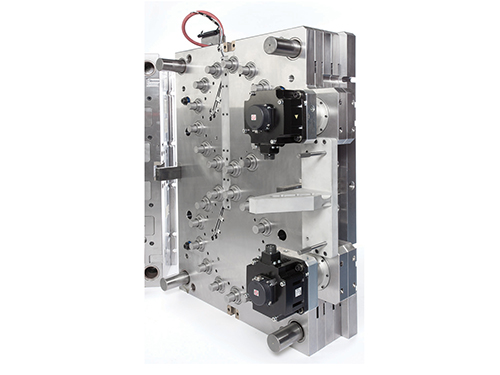
As part of the trend to the electric work cell, NyproMold is developing the servo-electric mold, such as this all-servo unscrewing tool, which replaces the bulky, cumbersome rack with a proprietary continuous-cam mechanism.

NyproMold started a separate business called 3D ProScan, which offers x-ray CT scans that can look inside parts and assemblies nondestructively. It also helps validate critical dimensions faster than conventional metrology.
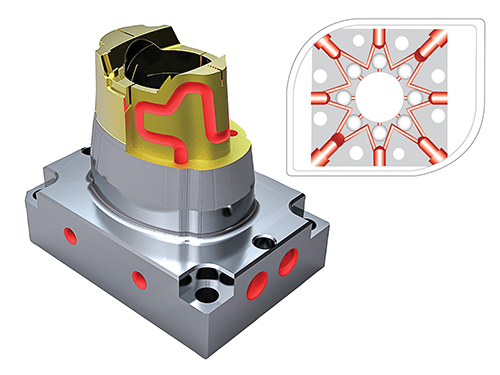
NyproMold is exploring advanced cooling technologies such as conformal cooling (right) using inserts made by laser sintering of powdered metal, or a more cost-effective option—five-axis machining of many small angled cooling channels in a “teepee” pattern.



“We’re here to deliver injection molding capability, not just a mold.” For Robert Irwin, director of new business development at NyproMold, that’s a way of explaining the company’s new program for rapid development and optimization of development tooling and its thrust into leading-edge tooling technologies such as electric servo actuation, conformal cooling, additive manufacturing, coinjection, and CT scanning.
Founded in 1987, NyproMold in Clinton, Mass. (with a second, smaller plant in Gurnee, Ill.), ranks among the top five North American makers of high-production, precision injection molds. With 175 employees, more than 30 of them in engineering, and 100,000 ft2 of manufacturing space, NyproMold builds around 150 tools annually with up to 256 cavities and weighing up to 20 tons. It has around $50 million in annual sales, about half of that in healthcare and the rest in personal care and packaging/closures.
NyproMold is an independently operated moldmaker with a 50% ownership stake by Jabil, the owner of Nypro Inc., the global custom injection molder.
BEYOND PROTOTYPING
In the past year, NyproMold launched a program called Foundations, defined as “a high-quality tooling development service targeting high-volume part applications and providing significant benefits over conventional prototyping.”
Irwin further explains that it’s intended “to take a new product to launch quickly, while allowing the freedom to iterate the design early in the process to make it conducive to high-volume manufacturing. With this program, the customer gets reliable knowledge of how it will mold and how it is scalable from a single cavity to a high-cavitation production mold.”
That statement pinpoints a key distinction between conventional prototyping and production tooling, which is the focus of Foundations. Says Bill Muldoon, company president, “We look at a prototype tool as something to prove out a part design. But all too often this is done in isolation from consideration of long-term manufacturability. A development tool is used to prove out a production process. It becomes all the more important for products intended for high volumes, where 1 second costs a lot or 0.2 g multiplied by 100 million is worth a lot of resin.”
“We’re not a prototype house,” says Irwin. “What we do is an often overlooked next step past prototyping. We produce a production-quality part from a production-quality process, which results in a foundation of knowledge for planning the next step up to a high-cavitation production tool.” All of this is intended to be accomplished within four to five weeks.
Speed and flexibility are afforded by the use of interchangeable steel mold inserts that fit into more than 30 stock mold frames. Tools use production-compatible mold gating, cooling, parting lines, and ejection.
Foundations is a distinct segment of NyproMold’s operations with a dedicated staff and dedicated machining cells. The program enables fast part changes or modifications and simultaneous optimization of part design for molding. “We’re not part designers, we are part optimizers,” Irwin notes. “This program came about partly because we are becoming more and more involved in part design. Customers are pushing us to do more and more design work because they don’t have as much in-house design capability as in the past, particularly specialists that understand the considerations of high-volume molding.”
The typical sequence of a Foundations program is as follows:
- Part Review (1-2 days): Review critical features; define success criteria; quote unit/insert mold.
- Optimize Part Design (7 days): Review design for moldability, including draft, warp, and flow-line issues; perform mold filling, cooling, warp analysis as needed.
- Insert/Unit Mold Design (14 days): Design insert for single- or multi-material parts up to 8×8×8 in.
- Mold Parts (3-4 days): Production-quality parts up to 10,000 pieces; demonstrate production molding quality and process capability using decoupled process; recommend optimization steps.
- Validate Parts (2.3 days): Validation reports for features critical to function; 3D CT scans of molded parts for further analysis.
- Scale-Up Proposal (1-2 days): Recommend cavitation and cycle time for 4 to 256 cavities; concurrent design of production mold available for shortest lead time.
A Foundations program takes about twice as long as rapid prototyping—but prototypes may be lacking in real-world functionality, may not represent the actual production material, and generate no information about production molding. That doesn’t mean that prototyping is without value, Irwin concedes. In his view, when the product design is still in flux, product complexity is low, success criteria are not fully clarified, and likelihood of going to production is also in doubt, prototyping can be useful.
But when the product design has stabilized, quality/success requirements are complex, probability of going to multi-cavity tooling is high, and volume requirements exceed 10 million/yr, then production tooling via Foundations is “the best choice for getting the best total-cost solution quickly,” according to Irwin.
He cites the example of a customer that needed to achieve significant cost savings through part-weight reduction on an existing beverage closure without imparting a significant change in its appearance. The Foundations team presented two design options: Option 1 reduced part weight by 23% (along with cycle time) with no change to the exterior of the part. Option 2 made a minor change to the exterior of the part, along with a weight reduction of 28%. Within eight weeks, the customer obtained 30,000 parts in both configurations for market analysis and fill-line testing.
LEADING-EDGE TECHNOLOGIES
NyproMold has several initiatives underway to improve molding quality and productivity while minimizing tool costs. One of these is an effort to further the trend toward the “electric work cell,” which already involves the press and the robot, to include the mold as well. “Servos have become faster, stronger, more reliable, more available, and more affordable,” says Irwin. “And there’s a better base of knowledge on how to integrate them into plastics molds and the injection molding process.”
Replacing hydraulic functions in molds—slides, core pulls, ejectors, and valve gates—with electric servos and stepper motors is cleaner and more precise and repeatable, says Irwin. Servos can be just as fast as hydraulics but offer more flexible control, with the ability to ramp acceleration and deceleration, which can lead to less wear and tear on mold components. An example is programming profiled speeds for a “double bump” on ejection.
A more elaborate example is NyproMold’s continuous-cam servo unscrewing system for threaded closures (patent applied for). The cam drives planetary gears for each cavity. Eliminating the usual cumbersome rack and pinion makes the mold more compact. More cavities can now be accommodated without excessively long racks and bulky mold super-structures. In one mold built two years ago, servo unscrewing allowed an upgrade from 16 to 24 cavities while able to run in the same press. Another, more complex mold has three servo motors for unscrewing plus two-stage plate movements.
NyproMold’s servo unscrewing system can be faster and smoother, making for gentler action that allows use of more heat-conductive alloys that allow for faster cycles. Because the cams in this proprietary design rotate only in one direction, there is no rack reset cycle, which saves a couple of seconds. Irwin points out that one could simply use electric drive in place of hydraulics to drive a rack and pinion, but taking full advantage of servo and stepper motors requites a different approach to tool design—as exemplified in NyproMold’s continuous-cam mechanism.
NyproMold has built more than 40 servo-driven tools, going back as far as 25 years. One “cube”-type rotating stack mold with servo rotation has run more than 10 million cycles since 2004. It’s a high-pres- sure tool with a 10-sec cycle. Some metal components have been refurbished in its 12 years of operation, but not the servos, Irwin says. Servos still cost more than hydraulics, but the premium is only 10-15% today, vs. 30% in the past.
Another initiative is 3D computed tomography (CT) x-ray scanning of parts (see June ’15 feature). Four years ago, NyproMold invested in its first Carl Zeiss Industrial Metrology, LLC CT scanner to speed tool qualifications. Today that service is offered by 3D ProScan, a division of NyproMold that’s a stand-alone business serving numerous other mold-makers as well as brand owners. 3D ProScan has more than 70 external customers, says business development leader Visent Avxhi (read more here).
CT scanning literally provides “x-ray vision” of internal features and structure of parts and assemblies. It can do so non-destructively with 5-7μ accuracy and typically in 60% less time than standard metrology with a coordinate measuring machine (CMM). No fixtures are needed.
CT scanning allows reverse engineering to create CAD models of older products. It can provide part-to-CAD comparisons to allow early detection of non-conformance during initial mold testing. Part-to-part comparisons can overlay scans of parts made from different cavities in a mold. Complete assemblies and devices can be analyzed without disassembly or sectioning. For example, packaging customers can look for leaks from a closure on a bottle neck.
Even more remarkable is the ability to look inside the part wall to see voids in gas-assist parts, weld lines, glass distribution and orientation, integrity of barrier layers, and bonding or non-bonding of different materials in coinjected or overmolded parts. Irwin notes that CT scanning has been valuable in NyproMold’s activity at the forefront of some of the current market-leading projects in coinjected barrier packaging. CT scans help confirm the precise mating of cores and cavities, which he says is critical to package performance.
Still another area of development is advanced cooling technologies. NyproMold has in-house capability for additive manufacturing (3D printing) of cores and cavities using laser sintering of powdered metal. This technology allows building in complex conformal cooling channels that can slash cycle times. Laser-sintered tooling components can be heat treated to 50-52 Rc, allowing them to withstand more than 5 million molding cycles.
Irwin cautions that laser sintering is still relatively expensive; while it makes sense in some applications, a cost-effective alternative is five-axis machining, which he calls “conventional cooling on steroids.” The latter uses many angled cooling lines machined into “teepee” patterns to best position cooling channels in an insert. The smaller cooling lines and intricate patterns provide much of the benefit of conformal cooling at a fraction of the cost.
For example, one mold has 3/16-in. diam. intersecting lines arranged in a five-pointed star pattern around a cylindrical part (see picture). The mold had 16 lines per level, connected in pairs with 1⁄4-in. NPT plugs at each point of the star. Without five-axis machining, this type of cooling design would be prohibitively expensive.
















Related Content

Hot Runners: A View from the Bottom Up
Addressing hot-runner benefits, improvements, and everyday issues from the perspective of decades of experience with probably every brand on the market. Part 1 of 2.
Read More
How to Optimize Pack & Hold Times for Hot-Runner & Valve-Gated Molds
Applying a scientific method to what is typically a trial-and-error process. Part 2 of 2.
Read More
Where and How to Vent Injection Molds: Part 3
Questioning several “rules of thumb” about venting injection molds.
Read More
3D Printing of Injection Molds Flows in a New Direction
Hybrids of additive manufacturing and CNC machining can shorten tooling turnaround times.
Read MoreRead Next

Mill-and-mail moldmaking no more
“The days of just putting a mold on the shipping dock and hoping the customer comes and pats you on the back are long over.”
Read More
CT Scanning Gives Precision Molder X-Ray Vision of Part Quality
It beats other techniques for measuring critical part dimensions, and it provides unique visibility inside parts, nondestructively. One molder’s experience illustrates the benefits.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More