
PUR Machinery Gains in Versatility and Economy
Polyurethane equipment at K 2007 in Dusseldorf showed incremental advances in cost-effectiveness and ability to handle a wide range of applications.



Car door panels will be molded in the Czech Republic using KraussMaffei’s SpinForm system, which combines thermoplastic injection molding and RIM, using a mold with a rotating center cube. The RIM machine is installed at the back end of the 2530-ton press. Two of the three mixheads are visible on the moving platen at left.
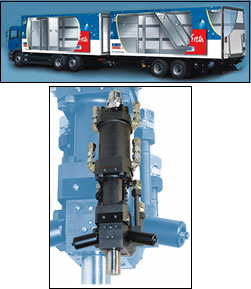
Hennecke’s largest high-pressure mixhead, the new MT 36, can dispense up to 2500 g/sec. It’s used to fill insulated truck trailers.

New Ecofiller system from Impianti OMS combines ground PUR foam scrap with polyol to make new foam. It includes a mixing tank and a gear pump for metering.

A new addition to Hennecke’s Contimat sandwich-panel line is a spinning disk to distribute a special primer for good bonding of PUR foam to metal facings.

Cannon’s new AG6 metering unit (left) uses rotary pumps to spray high-density rigid foam and polyurea gel coats for bathtubs. New Cannon low-pressure potting machine for encapsulating electronic components is mounted on a single roll-around frame.

MultiFlex Basic is a new, lower-cost flat-top slabstock line from Hennecke.
Polyurethane equipment at K 2007 in Dusseldorf showed incremental advances in cost-effectiveness and ability to handle a wide range of applications. New high-pressure mixing and metering machines are designed to handle abrasive, highly filled formulations, composites, viscoelastic foams, and very small or very large output rates. There was news in RIM, rigid and flexible foams, slabstock, spraying, and even low-pressure casting and potting. An especially dramatic molding demostration combined RIM and therSeptember pre-show coveragemoplastic injection molding in one mold and machinery system. (See also our .)



RIM + INJECTION MOLDING
One of the more dramatic new developments in PUR processing was demonstrated at the show by KraussMaffei. The company married a 2530-ton MX SpinForm thermoplastic injection machine to its Rim-Star Compact 16/8 RIM system and four MicroDos color-metering units. This mammoth system produced a car inner door panel with a PC/ABS substrate overmolded with three colors of PUR elastomer.
The SpinForm machine molds the rigid substrate on one side of a rotating center cube tool. Then the mold opens and the cube rotates 180°. While it is open, an articulating-arm robot sprays mold release on the RIM side of the tool. After the mold closes, another PC/ABS substrate is molded on one side of the tool while the RIM machine, positioned behind the injection clamp, injects PUR through three heads mounted on the moving half of the mold. At the show, one of those heads could switch between two colors. Total cycle time was 120 sec. A second robot demolded the parts and presented them to a laser router that trimmed the PUR film gates and cut out attachment holes.
The door panel molded at K was for a Czech Skoda Roomster car. That part will be produced at Cadence Innovation, Liberec, Czech Republic. A second cell will also be installed this year at Il Kwang in Korea, a parts supplier to Hyundai Motors and Kia Motors.
KraussMaffei says this system has also been demonstrated in molding BMW door inserts and arm rests, a Mercedes Benz headrest cover, and Bosch power-tool handles.
Also new from KM was a new approach to precision scoring of airbag burst lines in instrument-panel covers (see January’s Keeping Up with RIM for details).
HYBRIDS GO HIGHLY FILLED
With growing demand for highly filled and reinforced PUR formulations, at least two firms have come out with “hybrid” dosing systems that reduce wear by using piston metering for the abrasive polyol side and conventional pump metering of the isocyanate. KraussMaffei showed its Tandem Hybrid system, which uses twin piston cylinders to meter the polyol side at a very uniform rate. (See last June’s Keeping Up with RIM.)
Cannon revised its “HF” hybrid design, making it more standardized and economical, as well as more compact. The closed-loop control of both components has been updated, detecting now the actual value of the two flows rather than inferring one by measuring the linear displacement of the dosing piston. Cannon calls this a “plug-and-play” machine that is ready to go, right out of the box.
Another system for highly filled formulations comes from Impianti OMS S.p.A. in Italy (newly represented here by Polyurethane Process Industries). The company uses a volumetric gear pump specially adapted to handle high levels of mineral fillers. OMS uses this approach in its Ecoline RRIM systems. It is also used for the new OMS Eco-Fillers blending and metering unit designed for recycling PUR foam scrap that is ground into powder and mixed into the polyol. This system includes a day tank that mixes and temperature conditions the polyol/powder slurry (introduced as a concentrated liquid masterbatch). The slurry is metered by a gear pump to the mixhead as a third component with unfilled polyol and isocyanate.
NEW SPRAYING HARDWARE
Cannon now offers a machine to spray high-density rigid PUR foam, either reinforced or unreinforced, as backup for thermoformed plastic skins in bathtubs, showers, spas, campers, and boats. The foam is sprayed by Cannon’s new AG6 high-pressure metering unit, which uses rotary pumps. The system can also spray polyurea gelcoats directly onto the mold.
Hennecke GmbH (recently purchased from Bayer by Adcuram Group of Germany) highlighted its PUR Composite Spray Molding (PUR-CSM) technologies at the show. In this system, one head can dispense layers of different materials that may be filled, unfilled, or glass reinforced. The newest development here is the MN 6 CSM high-pressure mixhead for small outputs. It is useful for applying thin layers or for access to constrained spaces in a mold. It puts out 40 g/sec down to 6 g/sec. The three-component head handles even hard-to-mix systems. Its finger-sized spray lance can spray from a variety of angles.
This head could be served by Hennecke’s new MicroLine HK metering machine, which dispenses down to 5 g/sec. It’s also suitable for small parts like gearshift knobs, cable inserts, or small back-foamed parts. The latter could use Hennecke’s newly redeveloped MT 6 mixhead, sized for 5 to 60 g/sec.
MORE NEW EQUIPMENT
At the opposite end of the size scale, Hennecke’s largest high-pressure head is the new two-component MT 36, designed for 500 to 5000 g/sec. Three of these heads can fill a 13.5-meter-long insulated truck trailer in one step.
Also new is Hennecke’s MT 22-6 head for molding car seats. This six-component head complements the MQ series.
For insulating sandwich panels, Hennecke has a new Contimat double-belt laminator that can run at up to 60 meters/min, three times the previous speed. Higher speeds are needed for flexible facings. Height adjustment on the press is now via electric spindles instead of hydraulics. The new system is stepless and more precise, suitable for producing tapered panels. Hennecke also redesigned the platen heating system to permit higher temperatures (over 80 C) for processing PIR foams.
Other new Contimat features include self-cleaning mixheads (instead of flushing with polyol) and special gear pumps instead of membrane piston pumps for additives and activators. These new pumps deliver 0.01 to 3 liters/min of fluids with a very wide range of viscosity (1 to 10,000 mPa-s).
For panels with flexible facings, Hennecke has a new gas premixer that can handle higher gas loadings for lower densities. And for metal-faced panels, Hennecke developed with Bayer MaterialScience a PUR-based primer system and application technology to ensure adhesion of the rigid foam to metal facings. The two-component primer is mixed and metered by a Hennecke primer station and delivered to a rotating disk with holes in its circumference. The spinning disk distributes the primer evenly over the metal sheet in spiral streams of liquid.
Hennecke has enhanced its control system with the new Hennecke Process Analyzer (HPA), an off-line PC software program for examining the historical relationship between all process parameters and product quality. It enables analysis of interactions between parameters, and results of this analysis can be used to evaluate current production data.
Controls for continuous panel lines have also been upgraded by Impianti OMS. Its P.D.S. (Production Data Storage) is a fully web-based data-collection system that can collect data from several sources in a plant and is accessible from any PC. It can handle e-mail as well as production data and works with Windows and Linux.
As we reported in March (see Learn More), Cannon introduced the JL “jet-less” high-pressure mixhead that uses much lower pressure because it eliminates the usual injector nozzles in the head. The JL head is first being aimed at rigid spray foam, but versions for flexible foams and RIM will follow.
LOW-PRESSURE CASTING
Impianti OMS recently came out with the model EL 3C low-pressure casting machine, designed specifically for TPU elastomers. It processes three components with up to four independent color-metering units to make products like rollerblade wheels, bicycle tires, sport boots. The system is designed for high-viscosity components that must be heated as high as 195 F to prevent gelling. Thus all tanks, pumps, filters, and junction fittings are heated and insulated.
OMS also presented a novel application for PUR cast elastomers. It addresses the needs of the gravure printing industry for a way to re-size steel printing rollers, whose diameter must be machined to cover precisely the printed area. When a different print area is required, it is usually necessary to fabricate an entire new roller, and print shops around the world are filled with used rollers that are “not quite the right size.”
A solution to this problem was developed by consulting firm Edwards Engineering Ltd. of Liverpool, U.K., and Dow Hyperlast a U.K. supplier of PUR elastomers. Dow adapted its Rotakote process, which rotationally casts a special three-component, fast-reacting PUR elastomer (Rotakote K3) onto a steel print roller. The PUR is then machined down to the required size and a special process is used to electroplate it with copper. The plating is fine machined and engraved for printing. The Rotakote Gravure Cylinder System is sold under license by Edwards/Dow Hyperlast, and OMS has supplied three-component CAL Series low-pressure metering units and rotocasting machinery for two such projects.
Cannon developed a new low-pressure machine for encapsulating and potting electronic components. The system is compact and mounted on a single aluminum frame with casters for mobility. It handles a wide range of ratios (up to 10:1), high viscosities, and very low outputs (down to 0.2 g/sec). Pouring pressure is manually adjustable by means of conical injectors. Metering is by electrically driven gear pumps under closed-loop control. The PLC touchscreen controls can store up to 19 pouring programs.
FOR SLABSTOCK
A combination of high performance and low cost is claimed for Hennecke’s new MultiFlex Basic flat-top slabstock system, which costs 30% to 50% less than its MultiFlex QFM. It uses the same high-pressure pumping systems and can be equipped with moving sidewalls and synchronized transport. The QFM system, however, has more automation for paper handling. Although the Basic system was designed for the developing world, Hennecke reports interest from North America as well.
Cannon reports a new version of Maxfoam technology, called its Maxfoam Elite slabstock system. It is basically a standard Maxfoam high-pressure system, but it includes a special fall-plate and mixhead arrangement to simplify later upgrading to conventional liquid-laydown operation, if desired.
Cannon Viking developed a version of its Blockmatic 150-kg single-block machine adapted specifically for viscoelastic “memory” foams. The system has increased mixing capacity and multiple separate metering lines and tank storage for the special polyols and additives used to make these foams.
















Related Content

Plastics Processing Contracts Again
October’s reading marks four straight months of contraction.
Read More
Processing Slips as Summer Simmers
Monthly index suggests slower growth in June for plastics processors overall and contraction for custom firms.
Read More
Plastics Processing Contracted Again in March
Processing activity contracted for the ninth straight month, and at a faster rate.
Read More
Plastics Processing Activity Near Flat in February
The month proved to not be all dark, cold, and gloomy after all, at least when it comes to processing activity.
Read MoreRead Next

What's New at the Show in PUR/RIM
At this year’s K show, look for the launch of fiberglass/polyurethane pultrusion into window frames, as well as several new high-efficiency mixing heads, MDI prepolymers for cast elastomers, and an energy-absorbing PUR foam for car bumpers. PUR pultruded windowsBayer MaterialScience will showcase polyurethane pultrusion technology, which recently has penetrated new applications.
Read More
'Jet-less' High-Pressure Mixhead Reduces Cost and Complexity
A radically new design for high-pressure polyurethane mixing heads is said to apply a more efficient mixing concept that requires lower pressures and thereby simplifies system design. It eliminates the usual internal jets, thereby reducing the level of operator skill needed for flow adjustments and permitting a wider range of flow rates.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More