
Speed, Flexibility & Customization Spur Success at PS Extruder & Former
On Site: Commodore
Commodore does it all in PS foam extrusion and forming. It builds most of its equipment and all of its tooling and combines that with innovative processing techniques, allowing it to carve a successful niche for itself in a field dominated by much larger companies.

Part held by Commodore founder George Braddon (above) is a prototype for a production serrated steel-rule die pass-through cutting tool (left). Braddon invented this cutting technique, which nowadays is virtually standard for trimming meat trays.

Commodore designs all its own thermoforming molds, used on machines also built in-house. The company has roughly 100 tools at the ready, with the machining capability to quickly develop custom tools as needed.

Smaller extruders running with narrower mandrels reduce scrap while facilitating fast product changeovers.

Customization is important when your competition is bigger than you are. This tray was designed with bumps to help a food processor whose product had been sliding off the smoother tray.
A size change at Commodore takes just a few minutes. Here, operators move a cart-mounted mandrel on line—and wheel the other off—to switch from a 25-in.-wide sheet to one 26.5-in. wide.

Brad Braddon, president of Commodore and part of its second-generation management team, stands in front of a PS foam-tray thermoformer the company designed and built itself.

Innovation, ingenuity, and a strong entrepreneurial spirit are alive and well at Commodore. Indeed, they are the backbone of a flexible, fast-on-its-feet, family-owned and operated company dedicated to extruding and thermforming polystyrene foam and providing a lot of the equipment needed to do it.
Commodore operates today out of an 80,000 ft² plant in Bloomfield, N.Y. There, PS foam extrusion systems engineered and built in-house team with customized thermoforming machinery and tooling also engineered by Commodore to produce a product line that is about 400 SKUs deep. Under the Commodore umbrella are two separate concerns: Commodore Plastics, which is the PS foam processing concern, utilizing 54,000 ft² of the overall manufacturing footprint; and Commodore Technology, which builds thermoforming equipment and tooling, at first primarily for in-house use but now mainly for sale internationally.


Commodore Plastics competes against some of the biggest PS foam processors in in the world. Commodore founder George Braddon worked as a process engineer for one of them—Mobil’s Plastics Div., now part of Pactiv. When he started his own business in 1981, he figured he could carve a niche for himself by just focusing on a supplying supermarkets with a handful of the more popular types of foam trays.
Trouble was, he quickly found that supermarkets didn’t buy trays that way—instead, they preferred to buy the full product line from their sources. As a new business with limited capital and production space, this required Braddon to be resourceful. So he built a processing operation based on short-runs, on-the-fly changeovers, and custom-built molds so light that they could literally be picked up and carried from one machine to another.
“The PS foam tray market is one characterized by long runs, high volumes, and dedicated lines,” remarks Brad Braddon, Commodore president and part of the second-generation team of family management. “George devised a way to do it differently. At the time it was a matter of survival. In our case, necessity truly became the mother of invention.”
At the outset, Commodore purchased seven used thermoformers, salvaging the platens and chain rails, and adding new hydraulics and controllers in its own shop. By 1988, Commodore was building its own thermoformers from scratch, a development that led to the establishment of the Commodore Technology division.
A NEW BEGINNING
Commodore hit a bump in the road in 1991, when a fire whose origins are still unknown burned the plant to the ground. Slowly but surely, George Braddon rebuilt the operation, at first focusing just on equipment and tooling. But in short order, the company, assisted by some of the elder Braddon’s now-retired associates at Mobil, got back into the foam processing business.
Today, Commodore focuses on trays for both supermarkets and food processing. It runs four tandem extrusion lines; three lines are 3.5 in.-4.5 in., the fourth a 4 in.-5-in. configuration. Commodore buys frames with barrels and gear boxes from Davis-Standard, and engineers the electrical control systems, feed systems, screen changer, cooling systems, die and downstream components itself. On these lines, Commodore uses hydrocarbon-based foaming agents to produce sheet in widths from 20 to 30 in. and thicknesses from 0.017 to 0.25 in.
Commodore has product size changeovers down to a science. Using home-built sizing drums mounted on carts, it can change from one size to the next in just a few minutes. “That’s another advantage in running narrow,” remarks the younger Braddon. “Doing a sheet-width change with a 90-in. mandrel is very difficult and time consuming. But we can go, for example, from 25 in. to 26.5 in. in less than three minutes.”
Running narrow widths permits Commodore to utilize extrusion lines smaller than are typical in PS foam processing. “Smaller extruders, to us, mean better weight control to reduce consumption of raw materials, less waste during color changes, and very fast mandrel changes,” says Brad Braddon. “Our screws and dies are also designed by us. Our screws permit us to get the highest-quality output possible, while our dies are built to allow for a wide range of basis weights.”
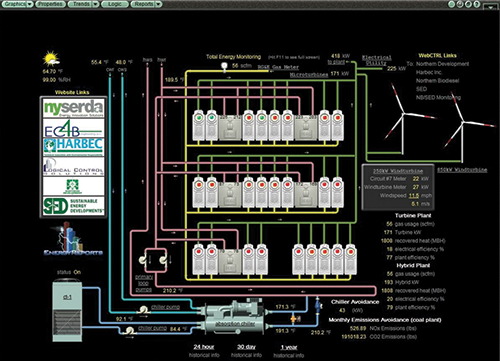
Commodore’s central line control features a touchscreen interface that it also engineered for its business. Each extrusion line is controlled for melt temperature and pressure. Cell sizes and sheet weight and thickness are also measured and regulated from a central control station. Most Commodore lines feature gravimetric controls; a typical formulation includes five components: PS, color, nucleating agent, gas, and regrind. Each thermoformer also allows for automatic trim adjustment at the push of a button.
Sheet is produced in rollstock and aged for up to three days before it is run on one of 13 custom-built thermoformers. Home-designed and built under-the-press grinders are integrated with the former and vacuum-convey scrap to an indoor silo for reuse later.
Commodore’s thermoforming philosophy mirrors that of the extrusion side: “We build all molds to fit the forming requirements of the part, as opposed to accommodating the sheet width,” says Brad Braddon. “We lay out the molds depending on what the part needs, and we adjust the sheet width closely to the mold width to ensure the lowest possible amount of trim.”
Commodore carries an inventory of about 100 different molds, all engineered in-house, most with a clever feature or two designed to maximize uptime and quality. One trim tool, for example, utilizes rubber punches to facilitate a clean, low-dust part finish.
The 400 or so SKUs that Commodore produces from this production setup “are as many as much bigger competitors have,” says Brad Braddon. “Where meat trays are concerned, our line is as full as anyone’s.” These include S-Strength (supermarket) trays in a wide selection of shapes and colors, as well as high-strength, low-weight trays sold directly to food processors.
Commodore also produces patented, pre-padded A-Trays (also for supermarkets and food processors) in a variety of colors, sizes and strengths. PS foam is typically closed-cell because open-celled foams are brittle. But Commodore developed an extrusion process and an application that uses a traditional closed-cell PS tray supporting an open-celled PS foam pad, which absorbs meat juices. The pad has a solid upper surface, so it doesn’t dry the meat out.
NOTHING’S ‘TYPICAL’
Commodore has about 100 customers throughout North America. There is no such thing as a typical order, the younger Braddon notes. “Orders range from one truck a year to seven trucks a week.” Commodore maintains inventory at a warehouse nearby in Canandaigua, N.Y., but product does not stay on the shelf for long. “We turn our inventory over 12 to 14 times a year,” Braddon states. “Up to 50% of our inventory is turned every few weeks.”
Being smallish and nimble also provides a foundation for greater flexibility in product development and customization. Supermarkets are trying to reduce their expenses by demanding meat be furnished to them pre-packaged. This means decisions on PS trays are starting to be pushed back onto the food processor. Food processors tend to want more customized products than do supermarkets, and Commodore is positioned to comply. In one example, Commodore engineered a tray with small bumps on its face to keep the meat from sliding off.
Commodore also offers a line of PS foam cake circles, platters, fruit trays, and packaging inserts. Some of its other products include roof vents, ice-cream cone protective packages, and label stock, which is used to provide insulation properties for microwavable properties.
More recently, Commodore teamed with MuCell Extrusion LLC to offer turnkey tandem foam lines for producing microcellular PS, PP, or LDPE foam sheet. Commodore has a complete MuCell demonstration line at its headquarters and recently delivered its first polyolefin line to an undisclosed U.S. processor.
MACHINE BUILDING
Commodore’s production of thermoformers is supported by five machining centers supplied by the likes of Haas, Fadal, and others. Virtually all components of the thermoformers are machined by Commodore itself. Its latest thermoformer model is the SX-44, a high-output machine rated at up to 40 cycles/min. This machine is driven either by hydraulics or all-electric servo toggles. “When it comes to offering machines for sale, we design them with all the features we would want as PS sheet formers ourselves,” says Brad Braddon. Servo-driven chain rails eliminate the need for transmissions and put less resistance on the chain, allowing them to move at speeds of 200 in./sec to increase output. Two motors gives operators good access to the forming station for faster mold changes.
Ovens are designed with efficiency and operator friendliness in mind. Heaters in the back end of the oven, where the sheet enters, can be turned on or off as needed. The ovens move back and forth to accommodate a range of mold sizes, and they open in the middle to ease operator access. The hydraulic-driven forming station allows the platens to move at full speed until the mold is closed. An O-ring fitting on the hydraulics is said to minimize the chance of leakage. A common set of cooling plates stay in the machine so that only the mold itself slides out for a change, eliminating the need to reconnect plumbing lines. Recipe storage facilitates rapid startups.








Related Content

How To Identify Resin Degradation in Single-Screw Extruders
Degradation can occur in many single-screw extrusion operations, and typically occurs due to minor design flaws in the screw. Here is how to track it down.
Read More
Use Interactive Production Scheduling to Improve Your Plant's Efficiencies
When evaluating ERP solutions, consider the power of interactive production scheduling to effectively plan and allocate primary and secondary equipment, materials and resources on the overall production capacity of the business and conclude that this is a key area that cannot be overlooked.
Read More
Shredding Thin Film: How to Do It Right
While many processors recoil at this task, a little know-how in shredding equipment, processing, and maintenance should add the necessary confidence.
Read More
How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read MoreRead Next

Beyond Prototypes: 8 Ways the Plastics Industry Is Using 3D Printing
Plastics processors are finding applications for 3D printing around the plant and across the supply chain. Here are 8 examples to look for at NPE2024.
Read More
For PLASTICS' CEO Seaholm, NPE to Shine Light on Sustainability Successes
With advocacy, communication and sustainability as three main pillars, Seaholm leads a trade association to NPE that ‘is more active today than we have ever been.’
Read More