
Captive Molder Gives New Blenders A ‘Whirl’
By updating presses with multi-component blenders, Whirley Drinkworks drastically slashes colorant costs.


Whirley’s Tom Carroll (top) is in the midst of a seven-phase project that will ultimately equip all of the company’s presses with Plastrac blenders. Pictured below Carroll is Eric Bullivant, Plastrac v.p.

Whirley injection molds preforms that are ultimately blow-molded into bottles.

At Whirley, Plastrac blenders are furnished in two-component (above) and three-component styles. Three-component blenders are used when feeding regrind.
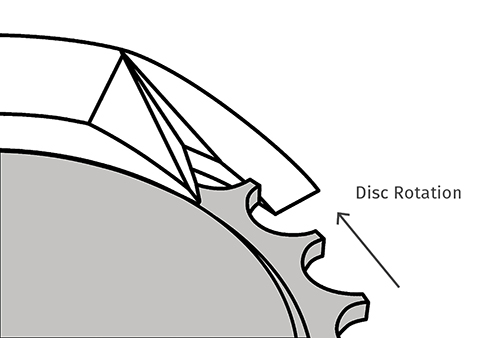
Plastrac feeders utilize Auto Disc technology that combines precision disc feeding with synchronized blending and on-board automatic gravimetric calibration.

Whirley makes a wide range of drinking cups and other types of food packaging for convenience stores, amusement/theme parks, zoos, and restaurants all over the world.



A recent investment by captive molder Whirley Drinkworks on a new feeding and blending system paid for itself in less than a year by allowing the processor to make much more judicious use of color.
Whirley is a family-owned molding business that was started in 1960. Today, it operates out of a 67,000 ft² plant in Warren, Pa., making a wide range of drinking cups and other types of food packaging for convenience stores, amusement/theme parks, zoos, and restaurants all over the world. Some of its products come in familiar shapes, like insulated travel mugs or bottles. Others look like dinosaurs or exotic animals. So far this year, business is up 5% vs. 2014.



In Warren, Whirley employs about 500 people (roughly 400 full-time). It processes about 14 million lb/yr of material, most of it PP (it uses HDPE for lidding). The plant operates 44 injection molding machines in sizes ranging from 85 to 500 tons. Some 14 of these presses are hydraulic; the rest all-electric. A vast majority of them are from Niigata (U.S. office in Wood Dale, Ill.). Whirley also runs one stretch-blow molding machine. The firm designs and maintains all of its own molds. It builds some of the smaller molds in-house. Whirley also runs a single-screw extrusion line for repelletizing its PP granulate for reuse.
BIG ON COLOR
Given that its molding business focuses on consumer packaging, color is a key component of Whirley Drinkworks’ product line. “We run about 200 different colors, so it’s a big expense for us,” comments Tom Carroll, mold-maintenance supervisor. Whirley buys these in concentrate form; it doses color at the press in very specific percentages (letdown ratios) to achieve the desired effect.
For years, Whirley was using a volumetric, auger-type batch system to dose color. But in 2013—realizing that it was wasting color because these units were inaccurate and hard to clean—the firm started investigating newer feeding and blending technology, Carroll recalls. It brought in blenders from a handful of suppliers for 30-day trials, among them Plastrac Inc., Edgemont, Pa. “Our goal was to see if we could get the highest-quality product possible with the least amount of color. We also wanted a system that permitted quick changeovers. We average about 14-15 color changes and 30-40 mold changes a week. With our old feeding system, we had to shut down the press to do a color change, which wasted time and money.”
After the test period ended, Whirley began Phase 1 of a seven-part program to install two- or three-component Plastrac blenders on all of its presses (the three-component systems are for products with reclaimed material). “With the Plastrac blenders we were able to accurately and consistently let down the color to 1%, and in some cases to 0.7-0.8%,” says Carroll. “I brought in seven other types of feeding and blending systems to evaluate, and none came close to that performance.”
In Phase 1, Whirley retrofitted nine presses with Plastrac units, integrating them with its central loading system. In increments over the next year, it will be adding another 36 units until all of its injection and blow molding machines are switched over. While this is no small investment, Whirley says that the switch to the Plastrac units has already slashed its costs on most colors by 25%. It expects a payback in colorant cost savings alone to cover the expense of the entire project (central loading system and blending equipment) in fewer than two years.
The Plastrac units rely on what the company calls Auto Disc technology that combines precision disc feeding with synchronized blending and on-board automatic gravimetric calibration, states Eric Bullivant, Plastrac v.p. This technology employs a unique tubular static-mixer section directly above the machine throat. During the screw-recovery period, the resin component enters the mixer section, and an internal baffle causes the resin to form a consistent, near-horizontal bed. Color is introduced from above at its own synchronized rate, uniformly distributing the additive onto the bed of resin. Each feeder has a built-in scale that allows push-button calibration so that disc speed can be set based on material flow rate to achieve the correct feed rate.
The units also are designed to allow for fast color changes with no tools. A self-sealing top unit allows operators to simply swap out one unit for another without having to shut the press down, says Bullivant. Confirms Carroll, “We’ve changed colors in as little as 20 sec.”
On the Plastrac units, the discs have different-sized pockets depending on the output. At Whirley, the top units—or castings—are color-coded to ensure that the blender with the desired letdown ratio is on the right machine.












Related Content

Solve Four Common Problems in PET Stretch-Blow Molding
Here’s a quick guide to fixing four nettlesome problems in processing PET bottles.
Read More
Best Methods of Molding Undercuts
Producing plastics parts with undercuts presents distinct challenges for molders.
Read More
How to Optimize Injection Molding of PHA and PHA/PLA Blends
Here are processing guidelines aimed at both getting the PHA resin into the process without degrading it, and reducing residence time at melt temperatures.
Read More
Automotive Awards Highlight ‘Firsts,’ Emerging Technologies
Annual SPE event recognizes sustainability as a major theme.
Read MoreRead Next

For PLASTICS' CEO Seaholm, NPE to Shine Light on Sustainability Successes
With advocacy, communication and sustainability as three main pillars, Seaholm leads a trade association to NPE that ‘is more active today than we have ever been.’
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More