
New Culture, New Capabilities, New Challenges
Over the last few years, Henkel has not only transformed what its Richmond facility does, but also altered how it operates in terms of culture.

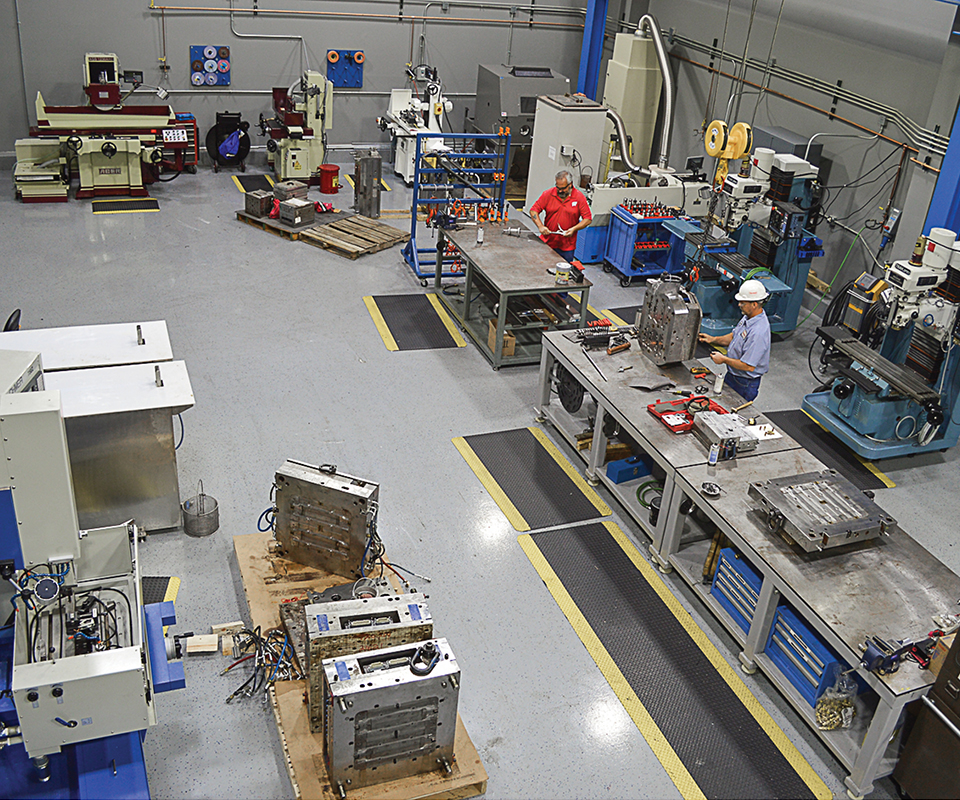
Henkel’s 3000-sq-ft toolroom opened in January of this year, giving the company on-site tool production and maintenance. Henkel’s tool room currently has five full-time employees, with plans to grow to eight eventually.
By 3D printing robot end-of-arm-tooling (EOAT) on-site for a fraction of the cost of outsourced aluminum, Henkel gets a customized product with a turnaround of hours vs. weeks. Henkel has one 3D printer on-site and is considering adding another to support EOAT fabrication, along with its in-house tooling capabilities.
Greg Krueger, dir. of operations (left), and Robert Gattshall, engineering manager, have decades of experience in injection molding, including stops together at other molding operations.

In the East wing of Henkel’s molding operation, a Wittmann Battenfeld central drying system conveys mastic and nylon centrally to 22 injection molding machines.

Earlier this year, Henkel added a twin-screw extrusion line for production of mastic compound. Formerly, all mastic had been produced in a labor intensive batch-mixing process.



Founded 140 years ago this year in Germany, Henkel AG & Co. has grown into a global conglomerate with annual sales exceeding $20 billion and more than 50,000 employees. The company manufactures products ranging from household name brands like Right Guard and Loctite, to less well known, but widely adopted, noise vibration and harshness (NVH) technologies for automakers.
The Richmond, Mo., facility, 40 miles northeast of Kansas City, is 10 years old and part of Henkel’s adhesives unit. The history of the business, however, goes back more than three decades and, unlike its present-day iteration, it had a singular focus.
“Extrusion was what the company did,” explains Greg Krueger, dir. of operations. “There are lines here that are 30 years old.” In the past and still today, the plant compounded its own mastic, which it then pelletized and extruded into tapes sold to the transportation industry. That legacy portion of its business lives on, occupying nearly 60,000 ft2 of the 210,000 ft2 facility. That space is split almost equally between the mixing and extrusion operations.
ADDING MOLDING TO THE MIX
Krueger, who is himself a journeyman tool and die maker with years of experience in injection molding, joined Henkel in 2003 as the company sought to grow its budding injection molding capabilities and become a one-stop-shop for automotive OEMs and their tier suppliers. In addition to the traditional tape products, the company expanded into rigid molded nylon substrates, which had a special heat-sensitive mastic overmolded onto them. Placed strategically in the body-in-white prior to painting, the mastic in these two-component parts would foam up due to the high temperatures of the painting process, forming air-tight seals within the car body that reduce or eliminate squeak and rattle for passengers, among other benefits.
That one-stop-shop concept has taken off for Henkel and forced it to shift its molding operations into higher gear. Robert Gattshall, engineering manager, started full time with the company in March 2014 after initially doing some consulting work on Richmond’s molding efforts. In April 2015, Henkel hired journeyman moldmaker Craig Linhart to run a newly added toolroom with full production and maintenance capabilities. Krueger, Gattshall, and Linhart all came to the formerly extrusion-centric plant with extensive molding résumés. In fact, their times at some of their previous molding stops had overlapped, making their Henkel hirings a reunion of sorts.
The company bought its initial injection molding machine in 1992, becoming the first supplier in the industry to mold mastic parts. Over the following two decades, Henkel’s fleet of presses grew to 15, but in the last three years it has added 27 more machines.
Just in August of this year, Henkel installed five KraussMaffei injection machines ranging in clamp force from 200 to 350 tons, as well as a new overhead crane. In addition to the KM presses, Henkel’s stable of 42 machines includes Wittmann Battenfeld, Inc., Toyo, ARBURG, Inc., and Engel Machinery, Inc.
The new 3000-ft2 tool room, which opened in January, includes grinders, mills, lathes, EDMs, drill presses, a laser welder, and a 10-ton overhead crane. Prior to its addition, Henkel was forced to ship tools 500 miles north to Chicago for maintenance.
It’s not just the machines and the molding capabilities that are new at Henkel. In addition to investing in new equipment, Krueger and Gattshall have been instilling a new culture at Richmond. In particular, Gattshall, who is a self-described “disciple” of John Bozzelli, a Scientific Molding guru (and regular contributor to this magazine), has worked extensively to teach the tenets of Scientific Molding to the facility’s operators.
For example, in the past, if a part exhibited flash, the company would have responded by assigning another worker to the cell to trim the faulty parts until the defect could be tinkered away by adjusting the process settings.
“The easy and quick solution is always to make a change,” Gattshall says. “Even when it comes to some of the balance issues you see with hot runners, the first thing somebody wants us to do is change something. ‘They gave me a button; I’ve got to push it!’” Gattshall says with a laugh. “It’s easy, but it doesn’t resolve anything.”
Instead, Henkel gave its workers a troubleshooting checklist, which, if followed to its potential end, includes shutting down a line. “We empowered the technicians and the operators so every- body knows that they’re authorized to interrupt production, whether it’s a quality or a safety issue,” Gattshall says.
His checklist does not include, “If you’ve got shorts or flash, here’s the process change you make.” Instead, operators can isolate the issue to three possible options: process, tooling, or machine. “If it’s the process, it comes to me; if it’s tooling, it goes to our tool room; and if it’s the machine, it goes to maintenance,” Gattshall says. Under the principles of Scientific Molding, a robust, repeatable process is the cornerstone of productivity. Once the ideal parameters for a mold are established, in theory it can be placed in any machine and produce good parts.
“So, if they get flash, they would follow that protocol and make sure the process is where it should be, make sure there are no modifications to it, and then we would have to make a business decision on whether or not we can take the tool out of production immediately,” Gattshall says. “But most of the time we do, and we take it to our new toolroom where we have the ability to fix the issue.”
MORE ADVANCED MOLDING
Part of the explosive growth in the company’s injection molding operations has been the productivity gains generated by reworking its overmolding operations. In the past, there would be manual hand-to-hand transfers of a nylon substrate from one cavity in the mold to a second where mastic would be overmolded, with an operator and an engi- neering tech dedicated to one machine.
“They would mold the nylon, grab it by hand, stick it into the mastic side, and run that shot,” Gattshall says, noting that complete cycles would approach 2 min or more. Today, the company runs two 300-ton, two-platen KraussMaffei machines in parallel. The nylon substrate is molded on one machine and then a robot, with a dual-sided end-of-arm- tool (EOAT) that is 3D printed on-site, transfers the nylon part to the second KM machine, which overmolds the mastic. “Now we have a half an operator over there, no engineering technician needed, and all the cycles are down below 45 seconds,” Gattshall says.
“With those modular cells, you can essentially have a half an operator run two of them,” Gattshall says, “because all you do is put empty totes on one side and pick up full totes on the other side. Throw a label on it, and you’re done.” When Plastics Technology visited, the company was in the midst of converting more applications to automated machine-to- machine transfer. Henkel also achieved finalist status in this year's SPE Automotive Innovation Awards for a part in which both the nylon substrate and mastic overmold are done in one machine using a Wittmann Battenfeld two-shot press with two barrels and a rotary stack mold.
The changes in technology and philosophy have not been limited to the injection molding operations at Richmond. The company added a twin-screw extrusion line earlier this year, combining the formerly separate mixing and pelletizing operations into one machine. The plant still has seven mixers, which are tended manually to produce mastic in a batch process, which Gattshall compares to making a cake, but on a much larger scale. Ingredients are added, temperatures changed, time passes, and all the while one or more people must constantly watch the process. With the twin-screw extruder, equipped with automated blending and mixing, it’s a little different. “Instead of having one person mixing a batch and three more people pulling it out of the mixer, you’ve got one guy,” Gattshall explains.
“This is nothing new to the industry,” he says of the new twin-screw line. “It’s not anything we developed; it’s some- thing we’re catching up on.” Here, too, he cites the culture shift. “Before, we’d purchase used equipment components and piece it together,” Gattshall says.
“Now we know we need good equipment to be efficient, and Henkel supports this model from the top down. We have support from upper management to modernize.” At present, the extrusion department, which covers just over 30,000 ft2, has 15 lines. All but one are single-screw, with one of them dedicated to pelletizing and the rest extruding tapes.
MANAGING CHANGE
In addition to new machinery and a new culture, Henkel is dealing with new spaces in Richmond, including the recently launched toolroom and a completely reconfigured warehouse. The latter was essentially cut in half to accommodate the expanded molding operations, with tighter quarters requiring smarter inventory management. Ben Howard, who manages the continuous-improvement team in Richmond, helped facilitate these efforts to shrink storage space using Lean prin- ciples and some offsite warehousing.
Walking around the plant, Gattshall points out numerous operations that have changed or will change. “It’s evolving quickly around here,” he says. “A lot of this is new-school to this facility, based on our history.”
To cope with change, Gattshall and Krueger stress the importance of not only communicating with workers about what’s going on, but getting their feedback and input as well. The company established a Plant Leadership team, with representatives from each department giving their coworkers a “state-of-the-union” for their respective segment, as well as regular “Henkel Training Days,” getting into the why and how of the plant’s various modifications.
“I’ve worked at a lot of facilities and there’s always been change going on,” Gattshall says. “The way we’re doing it allows our employees to feel like they’re a part of the change, and not what’s being changed. It’s about getting them involved, right? You can’t dictate to people what you want; you have to get buy-in from them, and it’s got to be real buy-in. You can preach all day long on how it should be, but until you get full acceptance by the folks that are actually doing this, it won’t be effective.”
















Related Content

US Merchants Makes its Mark in Injection Molding
In less than a decade in injection molding, US Merchants has acquired hundreds of machines spread across facilities in California, Texas, Virginia and Arizona, with even more growth coming.
Read More
Inside the Florida Recycler Gearing Up to Take on Scrap at NPE2024
Hundreds of tons of demonstration products will be created at NPE2024 next spring. Commercial Plastics Recycling strives to recycle all of it.
Read More
Back in the Family Business
In its 45th year, Precision Molded Plastics has carved out a technology and market niche, growing not just when opportunities arise but when they make sense, after its leader changed careers to keep the family business from changing hands.
Read More
Generation Gap? Not at Packaging Personified
Started at a kitchen table and now in its third-generation of family involvement, this vertically integrated supplier of flexible packaging traces its success to closely aligning with customers and continually investing in new technology across its films, printing and converting operations.
Read MoreRead Next

Recycling Partners Collaborate to Eliminate Production Scrap Waste at NPE2024
A collaboration between show organizer PLASTICS, recycler CPR and size reduction experts WEIMA and Conair will seek to recover and recycle 100% of the parts produced at the show.
Read More
For PLASTICS' CEO Seaholm, NPE to Shine Light on Sustainability Successes
With advocacy, communication and sustainability as three main pillars, Seaholm leads a trade association to NPE that ‘is more active today than we have ever been.’
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More