
Structural Plastics Meeting Showcases Sophisticated Molding
Top awards in the parts competition at the Society of the Plastics Industry's Structural Plastics Div. annual conference are reserved for new or unique materials or processing approaches.




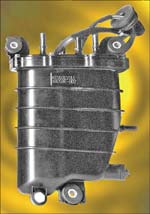
Mack Molding's external defribillator includes parts that involve as many as three materials and combine straight injection with overmolding, insert molding, and gas assist.

Tupperware's collapsible storage bowls are co-molded of rigid PP and flexible TPE.
Mercury Marine entered the world's first thermoplastic fuel-supply module for a boat engine. It's made of DuPont's high-temperature nylon.
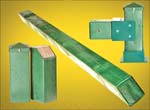
Buckhorn overmolds 8-ft-long, 4 x 4 in. wood beams with PP structural foam to provide weathering protection.
Top awards in the parts competition at the Society of the Plastics Industry's Structural Plastics Div. annual conference are reserved for new or unique materials or processing approaches. At this year's SPD conference, held in March in Orlando, Fla., winners included a medical device that used multiple materials and molding processes in a single part. Another was a consumer application that used two-component molding to produce a part that is both structural and collapsible. Another was said to be the first conversion of a marine part from metal into thermoplastic. Eight-foot-long wood beams overmolded with PP structural foam also stood out among the 10 parts winning awards at the meeting.



Multiple molding steps
The SPD Conference Award, as well as top recognition in the Medical/Scientific category, went to Mack Molding Co. of Arlington, Vt., for an automated external defibrillator (AED) designed for Zoll Medical Corp., Chelmsford, Mass. Its Zoll AED Pro includes three parts that combine multiple materials and injection molding processes in one part. The most elaborate component involves straight injection, insert molding, gas assist, and hard/soft overmolding. It is said to be the only AED that withstands a 1.5-meter drop test, which makes it suitable for use by emergency medical services in the field. The product also has an IP55 rating for dust and water resistance. It measures 9 x 9 x 3 in.
Twenty parts from 18 molds were required for the assembly. The clear polycarbonate window is produced with straight injection on a 100-tonner; then the part is transferred to a 300-ton press where it is insert-molded into the upper housing of green opaque PC, which is also hollowed out with gas assist. The part is next moved by hand to another 300-ton press where it is overmolded with black, flexible TPU to provide impact resistance.
The lower housing is also molded from PC on a 300-tonner and is hollowed out with gas. That part is moved to a different press and overmolded with TPU for impact protection. The battery door is molded from PC then moved by hand to a second tool for overmolding with TPU and with a gasket of Santoprene TPV from Advanced Elastomer Systems. A clear internal component with a heat-staked insert is injection molded from PC on a 200-ton press. The finished assembly contains 2.3 lb of PC, 1 lb of TPU, and 20 g of TPV.
The single-cavity steel tools were produced by MSI Mold Builders, Cedar Rapids, Iowa. The door mold is considered unique because changing runner blocks allows the same tool to mold the rigid substrate, TPU overmold, and TPV gasket.
Collapsible & structural
SPD's People's Choice Award and Retail/Consumer Products category winner combines flexible and rigid materials in two-component molding of collapsible food-storage containers. The new FlatOut! line of bowl-shaped containers from Tupperware Corp., Orlando, Fla., saves space by allowing the user to adjust the container's volume according to how full it is. The container is stiff enough to hold food when expanded. It remains open when expanded and closed when collapsed.
The product is produced at Tupperware's plant in Hemingway, S.C., as well as in France and Korea, using a combination of rigid PP and soft TPE. The top and bottom of the container (as well as the lid) are PP and the wall of the container is TPE. Tupperware would not divulge whether the accordion-type collapsible part is molded in an open, closed, or intermediate position, or what the cycle time is. Tupperware/Diecraft Australia in Reservoir, Victoria, Australia, produced the six- to eight-cavity textured tools.
Thermoplastics afloat
The world's first thermoplastic housing for a marine fuel-supply module won the Judges Award. The waterproof module for a four-stroke outboard boat engine was molded by Pyramid Plastics Inc., Rockford, Ill., for Mercury Marine, Fond Du Lac, Wis. Formerly produced from seven different types of metal with extensive machining, the two-piece plastic housing is molded from a semi-aromatic high-temperature nylon (Zytel HTN51G35BK) with 35% glass from DuPont Automotive, Troy, Mich.
The new design eliminates use of hexavalent chromium and reduces evaporative fuel emissions by 75%. Parts integration eliminated 31 fuel leak paths, and molded-in sealing geometry eliminates precision machining. Weight was reduced 35% and cost by 13%. The housing's structural requirements include impact resistance to accelerations greater than 230 times the force of gravity. The two single-cavity molds have a stepped parting line and slides that come together tightly to prevent flash and mismatching at the o-ring surface.
Wood core, PP skin
Polypropylene foam provides environmental protection as the outer skin molded onto a 4 x 4 in., 8-ft-long wooden beam. The PP-encapsulated wood garnered both the Lawn and Garden award and the Design award given by the Industrial Designers Society of America and Plastics News. The Everkote Armored Wood is produced for Backyard Products, Collingwood, Ont., a maker of children's playsets. Encapsulated wood posts support the playset.
Molder Buckhorn Inc., Milford, Ohio, overmolds oriented-strand boards with a 0.25-in. skin of PP using a low-pressure structural-foam process in order to keep the wood core from deforming and shifting on the positioning pins during injection. Nitrogen gas injection reduces the polymer density by only 5% to 10%, which produces a solid, non-porous surface. The polymer fully encapsulates the wood to create a weatherproof and waterproof product. During injection, the melt enters nooks and crevices in the wood, creating a mechanical bond that further seals the wood. Ultrasonic welding is used to seal the plugs that cover the positioning pinholes.
Green Machine Tool Inc., Dayton, Ohio, produced the eight-cavity aluminum tooling. Fourteen nozzles per post are used to fill the cavity. Robots present the loaded part fixture to the machine and unload the posts from the fixture. A separate robot system loads the posts onto a trim station, where the fan gates are removed.












Related Content

ZAG Equipment Sales Partners with Portugal’s Plasdan of Portugal
Under the agreement, ZAG will sell and service Plasdan’s add-on injection units and fully electric rotary tables for multicomponent injection molding.
Read More
Dual Injection Units on a Smaller, Electric Press for 2K Medical Molding
Engel extends its combi M dual-injection unit technology to a smaller tonnage machine with a horizontal indexing table for the first time at K 2022.
Read More
Tederic Promotes High Technology, Broader Market Presence
Four cells are running in its booth including a 1,300-ton multimaterial system highlighting its 2K capabilities.
Read More
Video: Ultradent Bags Both Hot Shots Prizes at PTXPO 2023
Topping five other entries in voting by fellow molders, the Ultradent team talks about their Hot Shots sweep.
Read MoreRead Next

Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
Making the Circular Economy a Reality
Driven by brand owner demands and new worldwide legislation, the entire supply chain is working toward the shift to circularity, with some evidence the circular economy has already begun.
Read More
Recycling Partners Collaborate to Eliminate Production Scrap Waste at NPE2024
A collaboration between show organizer PLASTICS, recycler CPR and size reduction experts WEIMA and Conair will seek to recover and recycle 100% of the parts produced at the show.
Read More