
Fakuma Show News: Hot Runners & Tooling
Close Up: Hot runners & Tooling
Hot-runner nozzles, manifolds, and controls, as well as other mold components and a new tooling concept made their debut in Friedrichshafen.


Ewikon’s new micro manifold technology starts with a standard manifold having up to eight drops—each of which ends in four micro drops that require no additional heaters and function as one control zone. Gate pitch is 30 mm.

Zahoransky’s recently developed SCPS Light mold system allows for operations such as insert feeding or cooling to be performed outside the mold, with no loss of cycle time.

Milacron displayed new angled manifolds for automotive lighting that boast new features for easier installation and maintenance.

S.I.S.E. showed a new app for tablets that allows them to replicate the touchscreen displays of its hot-runner controllers.
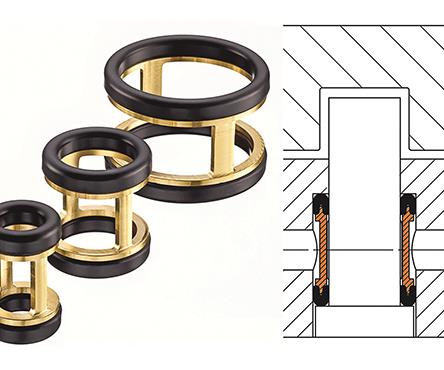
Hasco’s new Z9672 diverter elements (brass with Viton rubber seals) direct fluid cooling medium directly onto freestanding core pins, which are otherwise challenging to cool.


October’s Fakuma 2015 show in Germany presented a wide range of developments in injection molding (reported in last month’s Close Up), including new components and systems for hot runners and other tooling developments.
NEWS IN HOT RUNNERS & CONTROLS
Ewikon (U.S. office in Rockford, Ill.) introduced the L2X drop-in, pre-wired and pre-assembled manifold system with new threaded nozzles. They have a special screw-in mechanism with a left-turn thread that allows the nozzle to rotate freely during installation in order to precisely align the connector cables with the cutouts in the mold. This feature similarly allows the nozzle to rotate for positioning of asymmetrically contoured tips.


Also new from Ewikon is a “micro manifold” for medical and closure applications. The standard main manifold has up to eight drops and each drop has four micro drops that function as one control zone and require no additional heaters. Each micro nozzle can be replaced in the press. Distance between gating points is 30 mm (see photo).
Gunther (U.S. office in Hoffman Estates, Ill.) brought out a new single nozzle that is easily assembled from the rear, as well as a new small (12-mm diam.) nozzle with the company’s Blue Flow heater. Another new development is an electric servo-controlled actuator plate for valve pins, which comes with a new touchscreen control of speed, stroke, and timing. A new touchscreen is also featured in Gunther’s new-generation DPT hot-runner controller for 12, 18, or 24 zones. The controller provides more power—16 amps per zone, vs. 10 amps previously.
Hasco (U.S. office in Fletcher, N.C.) claimed to overcome the challenges inherent in a single-needle valve-gate nozzle with its H2010 and H2020 units, designed as ready-to-install, all-in-one units with a flanged-on nozzle. They reportedly fit in the same space with either an hydraulic or pneumatic actuator. Here are other new products from Hasco:
• A small plug-in hot-runner controller based on modules of three to six zones. The whole module can be replaced, if necessary, on the fly. Features include 16 amps/zone and a considerably faster, programmable soft start. LED displays show set and actual temperatures, as well as alarm messages.
• H4000 manifolds with standardized outer dimensions but freely variable pitch spacing between 35 and 440 mm and a range of flowbore diameters. Versions are available with two to four cavities in a row or a cross shape.
• H4070/4075/4470 compact hot-runner systems available within five working days. They have a fixed 22-mm spacing of four or eight modified Techni Shot nozzles up to 125 mm long in a naturally balanced, leak-free manifold. Fully assembled and ready to install, the system allows tips and heaters to be installed from the parting line, and cable outlets rotate freely in the radial direction.
• H4170/4175 Multimodules pack two to six nozzles into a round manifold block with gate pitches of 17 to 42 mm.
HRSflow of Italy, which recently established a new production facility in Byron Center, Mich. (see November Starting Up), has collaborated with Autodesk, San Rafael, Calif. on R&D to simulate accurately the flow behavior obtained with sequential (or cascade) valve gating. Tests were performed on a mold for an automotive roof spoiler, outfitted with cavity-pressure sensors and a five-drop hot-runner system using HRSflow’s FlexFlow technology. The latter provides independent servo control of positions, times, and speeds during opening and closing of each valve pin. Using empirical tests of filling the mold with 20% talc-filled TPO, Autodesk refined the ability of its Moldflow software to simulate this complex filling process.
HRSflow also told Plastics Technology about its latest R&D projects on automotive lighting. Using its FlexFlow multi-gate system with sequential injection, the company is developing larger lenses—up to 900 mm long—than would be possible with a single nozzle. As explained by company experts, automotive molders have preferred to use a single nozzle to avoid the hesitation marks frequently seen with conventional sequential injection. But one nozzle limited both the lens size and thinness. FlexFlow, the company says, now removes those limitations by eliminating hesitation marks and allowing lower injection pressure and clamp tonnage in molding. The company is experimenting with lenses only 1. 8 mm thick, versus the 2.5 to 3.2 mm typical today.
Aside from its main focus on large automotive parts, HRSflow also highlighted its Multitech hot runners for smaller multicavity parts. It showed a new MTR39 nozzle that extends the MT line toward higher shot weights, as well as cooling inserts for the gating area using conformal cooling and made with Selective Laser Melting (SLM) of metal powders.
Incoe, Troy, Mich., showed off its new SBH-10 nozzle heater for its DF5 nozzle series (5-mm flow diam.). The slimmer heater allows five nozzles in the same space as four of the previous models. Pitch is 18 mm.
Cincinnati-based Milacron showed off two developments from its Mold-Masters brand. One was what it called “smarter” angled manifold designs for automotive lighting. They boast easier installation and maintenance with features such as flexible and interchangeable heaters that provide fewer zones to control and dual thermocouples on nozzles to avoid rejects and downtime. New valve pins are said to have superior flow profiles, and new valve-pin position sensors help fine-tune the injection process. In addition, new gating styles reportedly reduce heat transfer to the cavities.
Milacron also highlighted its just-released Adaptive Process System (APS) for controlling temperatures and linear movements of valve pins on all Mold-Masters melt-delivery products. It’s described as more intuitive and user-friendly and also more responsive, with features such as a Purge Wizard, water-flow monitoring, and short-circuit protection that detects electrical faults before they blow a fuse. APS applies to all varieties of TempMaster controllers, including the newest iM2 integrated version that resides in the injection machine control (not limited to Milacron presses). It can be provided with its own operator screen, if desired. (See October Keeping Up for more details.)
The latest from Synventive Molding Solutions, Peabody, Mass., is a thinner nozzle with lower manifold height but the same flow bore. The 12E nozzle has been slimmed from 40 to 35 mm with manifold height trimmed from 65 to 50 mm. The newest addition to this thinner series is the 16E, with diam. of 50 mm (down from 60 mm) and manifold height shrunk from 65 to 55 mm.
Synventive also has a simpler hydraulic valve-gate cylinder with much simpler adjustment of needle stroke. A new option is a control signal confirming whether the gate is open or closed.
S.I.S.E., a French firm with an office in Atlanta, has provided hot-runner controls under private label to U.S. vendors but is now looking to raise its name recognition here. At Fakuma, S.I.S.E. showed off its newest multizone controller for caps and closures. The touchscreen unit provides up to 168 zones standard, which will soon be expanded to 400 zones. It uses color coding (green—on setpoint, red—high, blue—low) to allow operators to evaluate system status at a glance.
S.I.S.E. also offers a 10-in. tablet interface with gesture-based touch control. A new app allows the tablet to replicate the hot-runner control screen via WiFi or internet. Other S.I.S.E. products include water and oil temperature-control units (TCUs), including pressurized-water units for up to 180 C and new heat/cool (variotherm) models, which are being sold to U.S. customers.
The company also recently developed cavity-pressure data-acquisition (“PSP”) systems and new features for its production and process monitoring systems. These PC-based systems, a few of which are operating in the U.S., utilize a small pendant on each machine. The newest version allows the user to define the screen display. It can be used, for example, to compare the performance of the same mold on different machines or on different shifts. New communications features being applied to all of S.I.S.E.’s controls will allow them to communicate with the production monitoring system—for example, allowing the monitoring system to download settings to hot-runner systems or TCUs.
NEWS IN MOLDS & COMPONENTS
Zahoransky Formenbau GmbH of Germany (U.S. office in West Chicago, Ill.) exhibited its relatively new SCPS Light mold technology for insert molding or in-mold assembly of single-component parts. SCPS (Servo Cavity Positioning System) allows for metal or other inserts to be loaded into cassettes outside the mold and fed to the injection mold without any loss of cycle time. Cooling outside the mold is another potential application.
The Light version is a less expensive option that involves horizontal transfer of only part of the cavity, whereas the full SCPS version transfers the whole cavity vertically for multicomponent molding. Light versions are no bigger than standard molds and therefore fit into standard injection machines.
A range of new standard components from Hasco includes the following:
• Z9672 flow deflectors for cooling free-standing core pins (see photo). Made of brass with Viton rubber seals, these components apply cooling fluid directly around the core pin for the most effective cooling, Hasco says.
• Very thin (0.5-2.5 mm), shouldered ejector pins (Z443) with DLC (diamond-like coating) for low friction and wear resistance.
• Mold Memory USB stick that stores drawings, setup instructions, and other documents for a particular mold.
















Related Content

K 2022 Preview: Engineering Materials for Sustainability and E-Mobility
Materials that are sustainable yet offer equal performance to their fossil-based counterparts will be prominent at K 2022.
Read More
Design Optimization Software Finds Weight-Saving Solutions Outside the Traditional Realm
Resin supplier Celanese turned to startup Rafinex and its Möbius software to optimize the design for an engine bracket, ultimately reducing weight by 25% while maintaining mechanical performance and function.
Read More
Impacts of Auto’s Switch to Sustainability
Of all the trends you'll see at NPE2024, this one is BIG. Not only is the auto industry transitioning to electrification but there are concerted efforts to modify the materials used, especially polymers, for interior applications.
Read More
Molder Repairs Platen Holes with Threaded Inserts
Automotive molder ITW Deltar Fasteners found new life for the battered bolt holes on its machine platens with a solution that’s designed to last.
Read MoreRead Next

Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More
Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More