
Injection Molding Compounders Molders Get Control Of Their Materials
The combination of an injection molding press and a twin-screw compounding extruder represents a new paradigm for processors: They create their own materials as they mold them.

Long-glass PP front-end carrier, door module, and instrument panel were all SPE Automotive Award winners produced on IMC systems. (Photos: KraussMaffei)

KraussMaffei has sold 42 IMC systems of 220 to 3520 tons for structural automotive and appliance parts, pallets, and shipping containers.

Husky demonstrated its ILC at K 2007 molding two Ford door-module carriers on a 1485-ton Quadloc Tandem press. A Coperion twin-screw compounder was mounted perpendicular to the press.

IMC machines are finding a wider range of applications, like this palette of recycled PP and wood flour. The twin-screw compounder prevented scorching the heat-sensitive wood fibers.

Engel is the latest entry in the IMC field. Its system uses a Leistritz twin-screw.
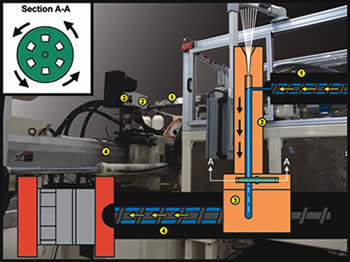
A different IMC approach is PlastiComp’s Pushtrusion process, offered as an add-on retrofit for standard presses. A small reciprocating-screw unit melts unfilled resin and injects into an entrainment device, where resin encapsulates continuous rovings and pulls them into the machine, where they are chopped to a programmed length (inset).
The combination of an injection molding press and a twin-screw compounding extruder represents a new paradigm for processors: They create their own materials as they mold them. Although the machinery systems are expensive, they provide new opportunities for materials cost savings and flexibility to tailor formulations for individual parts. However, the molder must now take responsibility for the raw materials as well as the molded parts. And adding complexity to the process also multiplies the number of variables to control.
Nonetheless, these multi-million-dollar machines have established a growing niche. Almost four dozen have been sold, and the number of suppliers has grown to three, with a fourth supplying a different but related approach. What started out a decade ago as a way to reduce the costs of molding long-glass thermoplastic composites for structural automotive parts has spread to non-automotive applications and to other sorts of compounding and alloying tasks.



In-line compounding and injection molding got its initial impulse from the upsurge of so-called DLFT or DLFRT technologies in recent years (see Learn More). Direct Long-Fiber (Reinforced) Thermoplastic processes for in-line compounding-and-molding—either compression or injection—were aimed at helping thermoplastic composites compete more cost-effectively with thermoset SMC (also a long-fiber process). DLFT was developed to be lower cost than glass-mat thermoplastics (GMT) and long-fiber pellets produced by thermoplastic pultrusion methods. Both GMT and long-fiber pellets require sophisticated, proprietary processes to produce the intermediate raw material in sheet or pellet form. GMT has the additional disadvantage of producing substantial amounts of scrap that cannot be reused in that process.
The first DLFT processes separated the compounding and molding steps and required a manual or robotic transfer of the hot compound to the press. The latest step in the evolution is to integrate compounding and molding on an injection machine to provide greater automation and shorter cycles than can be achieved with compression molding.
A word about terminology: There is no established generic description for this new hybrid technology, nor is there unanimity among the small handful of equipment suppliers. One uses the term DLFRT, although that applies equally to injection and compression processes. Another calls its system an “in-line compounder” or ILC, though that term also connotes in-line compounding and extrusion of sheet or profiles. Two competitors in this field use the term “injection molding compounder” or IMC. Since that seems the most descriptive term, it is the generic designation used in this article.
| PROPERTY DIFFERENCES WITH HUSKY’s ILC VS. LONG-GLASS PELLETS (Average of five tensile bars) | |||
| Property | IMC PP 40% Glass | Long PP Pellets 40% Glass |
% Change |
| Tens. Mod., GPa | 9.7 | 9.8 | -1 |
| Flex. Mod., GPa | 8.1 | 8.2 | -1 |
| Tens. Str., MPa | 145 | 113 | +28 |
| Flex. Str., MPa | 201 | 161.3 | +25 |
| Notched Izod, kJ/m2 | 33 | 22 | +50 |
WHY IMC IS DIFFERENT
Why combine a compounding extruder with an injection process? The primary reason is to control fiber length by minimizing fiber breakage. Longer fibers mean higher part properties.
A standard injection unit and screw impart damaging shear to the glass, causing extensive fiber breakage, resulting in shorter fiber lengths and lower mechanical properties. Fiber lengths in parts made with long-fiber pellets on standard injection presses typically average 2 to 3 mm, though the starting length can be to 2 in. or more.
IMC takes a different approach. “Continuous glass roving is introduced in the compounding machine after the polymer is melted and hence can be mixed gently to minimize fiber attrition,” says Ali Mortazavi, automotive market manager for Husky.
The role of the injection unit changes with the presence of the compounder. The twin-screw is charged with melting and mixing, and the injection unit now acts only as a piston to pump material into the mold. IMC systems using a twin-screw extruder are typically configured as two-stage plunger injection machines—doing away entirely with the screw and check ring.
This minimizes fiber damage significantly. “IMC units can give you parts with resultant fiber lengths up to 10 mm or more,” says Paul Caprio, executive v.p. at KraussMaffei. “The longer lengths bring higher mechanical properties to a molded part. That increased performance allows injection molded parts to compete against metal, SMC, GMT, and pre-compounded pellets for auto interior, exterior, and underbody parts.”
Having the molder compound raw glass fibers and related additives, binders, and resins directly into a thermoplastic part can deliver both significant cost savings and product-performance benefits. “IMC means that solutions to problems associated with special requirements can be found with complex material formulations that are not available commercially,” says Gerhard Baeck, IMC technology manager at Engel. The technology allows the molder to create recipes specific to a client, even for short production runs, Baeck adds. These benefits are finding a ready reception in the automotive market.
“For example, a facility that produces 200,000 front-end module carriers per year with a part weight of 8 lb using ILC can buy the materials at a total cost 40¢/lb less than precompounded materials,” says Husky’s Mortazavi. That saves the molder $640,000/yr in material cost alone. The part is also 20% stronger due to the longer fibers, he says, and this added strength allows the part weight to be reduced 9%, saving an additional $167,000/yr in material. Now that the part is stronger and thinner, the molder can produce it faster—in this case, in a cycle time 10 sec less than the original 60 sec. The molder thus would require 620 fewer hours to make the parts. Assuming a “conservative” machine-hour rate of $89, that saves another $55,000. In total, the molder saves an estimated $820,000/yr, concludes Mortazavi.
Material cost savings up to 35% are common, IMC machine suppliers say, as are opportunities for parts consolidation with lower weight and faster cycles. IMC has other benefits as well:
- A single heat history for the material and the glass can reduce thermal degradation.
- Changing glass content in a compound is as simple as changing an input parameter on the machine controller.
- IMC can offer more design freedom for complex parts with non-uniform thicknesses, ribs, and holes than the more expensive GMT process. The same can be true of inserts. There is also no need for post-mold trimming, punching, or milling.
- The compounding extruder can deliver higher plasticating throughput than a reciprocating screw. Martin Popella, a technology manager at KraussMaffei’s Detroit Competence Center in Novi, Mich., says a molder of pallets purchased an IMC system largely for its higher throughput. That molder used a 1000-ton press with a compounding extruder designed for 10,000 lb/hr in order to deliver a 100-lb shot. An injection unit two-and-a-half times longer would be needed to give a similar shot size, and it would not fit in that molder’s plant.
- Plasticating with a stationary screw is especially important in large shots because all of the material “sees” the same effective screw length, unlike a reciprocating unit.
- The compounding extruders use splined shafts and modular screw segments that can be added or removed. This allows changes to the plasticating design, and if such changes involve the front end of the screw, it may be possible to change elements without pulling the entire screw.
- Twin-screw plasticating with self-wiping screws may enable faster color or material changes.
- Savings in colors and additives may be possible with IMC. “We have found through tests and field applications that the mixing capability of the twin-screw extruder requires less colorant to achieve uniform mixing in the part than when the color is mixed in the injection screw,” says KM’s Caprio.
All IMC equipment suppliers emphasize the need for gravimetric feeding to ensure consistent formulations. Even the large glass creels can be mounted on a platform scale, and motion sensors on each roving strand can detect breaks. KraussMaffei says its IMC system records real-time process documentation that can be traced from the barcode for each part.
LARGE, HIGH-VOLUME PARTS
IMC occupies a niche in a long-fiber injection market dominated by use of precompounded pellets. Maria Ciliberti, global automotive director for Ticona Engineering Polymers, supplier of Celstran LFT pellets, says more than 80% of U.S. LFT automotive applications use pellets on standard presses. “The remainder is split between in-line or direct methods or compounding with concentrates,” adds Ciliberti. Most commercial IMC automotive applications are for polypropylene and glass, though new uses are being explored with other materials.
IMC systems can easily cost 50% to 75% more than a standard injection machine. “Molders might expect a complete 2000-ton system with a twin-screw, gravimetric feeding system, and bulk material handling to cost roughly around 2 million Euros [over $3.1 million at today’s exchange rates],” says Engel’s Baeck.
He says IMC typically requires applications for large parts with shot weights of around 4.4 lb or more to be cost-effective. There is general consensus that an application requiring around 2 million lb of material provides the needed economic return from lower part cost vs. using long-fiber pellets in a standard machine.
Around the globe, you’ll find IMC at work in both non-appearance and first-surface appearance parts, from underbody applications to interior and exterior parts. Chief among them are front-end modules, door modules, bumper beams, roof racks, instrument panels, running boards, tailgates, lift gates, seat pans, and seat backs. There is also a growing interest in non-automotive sectors, such as transportation pallets or fuel-cell plates.
Intier Automotive Interiors in Toronto, a Tier 2 parts supplier to Magna, its parent company, made a big capital investment in IMC in 2004 with the purchase of six KraussMaffei IMC machines for its plant in Etobicoke, Ont. These include three 2200-tonners, two 1430-tonners, and an 1100-ton press. Says Jeff Reid, program launch manager, “We cover three Chrysler programs, a Sebring convertible, a Sebring sedan, and a caravan platform, where the primary application is door carriers,” he says. IMC makes left and right, front and rear carriers in single- and two-cavity molds, with shot sizes up to 8.8 lb., in 60 sec. “The screw cutting elements are configured for a fiber length of 0.5 in., and the glass content is set to 40% for our application.” Intier runs IMC with injection-compression to reduce tonnage requirements and ensure minimum warpage. “We are looking for new programs where we can run the part with thinner wall stock,” Reid adds.
IMC SYSTEM SUPPLIERS
KraussMaffei is by far the leading supplier of IMC presses, having sold 42 systems from 220 to 3520 tons to a dozen customers. Four machines are in the U.S., seven in Canada, and one in Mexico. All but three of the rest are in Europe. Automotive customers include Intier, Faurecia, and Aksys.
The core elements of its system are a corotating twin-screw extruder (its own design) mounted over an MX series two-platen press with a plunger. The compounding extruder operates continuously. During the injection and holding phases of the cycle, melt from the extruder is diverted to a heated accumulator. A shutoff nozzle and valve in the injection system redirects the melt from charging the injection plunger to charging the accumulator. The accumulator is said to empty fully on each shot, mixing its contents with additional melt direct from the extruder during charging of the plunger.
KraussMaffei also offers IMC with the extruder mounted at right angles on its smaller CX hydraulic machines for non-fiber or non-automotive applications.
Automotive applications include an Audi front-end module carrier that replaces GMT, a door module for the Chrysler Sebring convertible, an instrument-panel structural duct assembly for the Jeep Liberty/Dodge Nitro, and a sound-insulation application for BMW. KM’s Caprio says potential auto exterior applications include tailgate parts now made of PC/ABS, PC/PBT, or nylon/PPO with 10% glass. IMC could reduce material costs and even allow for a color change with every shot. Back-molding against in-mold decorative films is another possible use. Nonautomotive applications include shipping containers and pallets, a clothes-washer drum, and a clothes-washer counterweight.
The latter, which replaced concrete with a mix of 10% PP and 90% iron oxide, is an example of the wider range of materials and compounding uses developing for IMC. Sound-damping components have been molded on the IMC with high levels of barium sulfate filler. Besides glass, KM has done some development work with natural fibers and carbon fiber. Pallets have been molded of 100% recycled PET or HDPE. The IMC has also compounded TPOs from PP and EPDM, as well as PC blends and reactively compatibilized blends of nylon and PP. At the recent K 2007 show in Dusseldorf, KM demonstrated compounding TPU with a liquid crosslinker to achieve properties similar to vulcanized rubber in a thermoplastic part (see Learn More).
KM has sold five 3000-ton IMC units in Germany and Russia for molding transport pallets containing 40% to 50% wood flour. IMC provides gentle treatment of heat-sensitive wood filler. “With a standard injection press, the wood fiber would burn black during plastication, but a twin-screw can control the heat,” says Caprio.
Engel is the latest machinery supplier to add IMC to its product line. Late last year, Engel ended a partnership with PlastiComp—which supplies the Pushtrusion IMC process—and Engel has since partnered with Leistritz for use of its corotating twin-screw compounder. Engel created a new modular implementation of IMC, whereby the individual machinery components can be separated and run independently.
Engel uses its duo two-platen machine (495 to 6050 tons) and the Leistritz ZSE Maxx extruder. Engel designed the system for two-color molding, with a conventional second injection unit mounted piggyback on the primary injection unit. “We see multi-component molding as the future for direct compounding,” notes Baeck. Engel has sold one two-component IMC unit to an automotive molder in Germany.
Engel’s IMC places the various modules—gravimetric feeding system, compounding extruder, and injection unit—on separate, adjacent platforms. The conveying and metering equipment stands on a mezzanine above the extruder. The system is said to offer the lowest total machine height of any comparable system on the market.
Like KraussMaffei, Engel operates the extruder continuously and has an accumulator (adapted from its PET preform press) and related shut-off valves to redirect melt during the injection and holding steps. Baeck says the melt is emptied from the shot pot on each cycle.
Like other systems on the market, the Engel IMC cell has separate control panels for the compounding and injection functions. An Engel e-factory system watches over both machines. Engel plans to develop the IMC process for use with its all-electric press in smaller tonnages for prototyping and lab work.
Husky’s In-Line Compounder (ILC) system is offered with presses from 550 to 5940 tons and the Coperion ZSK twin-screw corotating compounder. It incorporates “shooting pot” injection technology that has been used for more than 30 years in Husky’s PET and packaging systems. A unique feature of the Husky ILC is that the extruder operates in discontinuous (start/stop) mode, like a conventional injection machine. “This approach minimizes the number of system components, allowing us to simplify the melt path to significantly reduce shear, fiber breakage, and residence time. It also leads to a system that is operator- and maintenance-friendly. Material is not wasted when the extruder stops during a short cycle interruption,” says Mortazavi.
Husky conducted more than 35 ILC mold trials last year, using various mineral and natural fillers as well as recycled plastics. Husky also developed a special long-fiber (LF) hot-runner system for the ILC that helps achieve longer fiber lengths in the finished part. Research by Husky and others shows that design of the runner and cavity can have as much, or even more, influence on ultimate fiber length than the plasticating system.
The first non-automotive ILC system sold commercially is a 2970-tonner with a 66-lb shot capacity. Husky also built a 2585-tonner as part of a co-development project with a Tier 1 automotive partner that is now in commercial production. Automotive supplier Brose Group in Coburg, Germany, uses an 1815-ton ILC machine to mold door-module carriers that replace metal parts. At last year’s K 2007 show in Dusseldorf, Husky demonstrated ILC molding of left and right Ford door-module carriers simultaneously, using two independent molds from Faurecia in a 1485-ton Quadloc Tandem press.
AN ALTERNATE APPROACH
PlastiComp supplies equipment and licensing for a technology called Pushtrusion that differs from other IMC approaches. Its system is available as a retrofit for standard injection machines. It starts with an extra reciprocating-screw unit mounted above the main injection unit that plasticates unfilled resin and feeds it to a proprietary cylindrical chamber called an entrainment die. Here, the melt wets out continuous fibers as they enter the chamber from a spool or creel. As the melt is injected into the chamber, it enters an L-shaped channel. It makes a right-angle turn where it encounters the fiber strand. The high-pressure melt stream encapsulates the fiber and pushes it toward a cutter at the end of the entrainment die. The cutter chops the wetted fibers to a programmed length. The hot material then drops down into the throat of the main injection unit, which has a modified screw that provides no plasticating action but just a gentle metering.
PlastiComp sources note that for very large parts, an add-on extruder might be required for initial plastication in place of the reciprocating screw. In such a case, the extruder would run continuously, thereby requiring an accumulator and switching valves.
PlastiComp is working on the next step for its Pushtrusion process. “It will be based on Pushtrusion but achieve much longer fiber lengths. We believe the next step is Direct-GMT or D-GMT, where the Pushtrusion machine is redesigned to volumetrically proportion the polymer and glass, which goes through a filament-dispersion step that debundles the glass gently to preserve the long fibers,” says president Steve Bowen. Fibers would be chopped to lengths up to 3 in. The company has working models of the new technology in its tech center.
















Related Content

Adaptive, Automatic Process Control for Injection Molding
Sumitomo (SHI) Demag says its activeMeltControl for all new IntElect 2 machines can automatically compensate for shot-weight variations.
Read MoreAbsolute Haitian Brings Next Generation of Presses to Orlando
Absolute Haitian says Generation 5 of the servo-hydraulic Haitian and electric Zhafir machines lines emphasize efficiency, performance and intelligence.
Read More
Injection Compression Molding as Alternative to Thermoforming
Arburg will show its all-electric Allrounder 720 A press utilizing injection compression molding to create thin-wall IML cups from PP.
Read More
Consistent Shots for Consistent Shots
An integral supplier in the effort to fast-track COVID-19 vaccine deployment, Retractable Technologies turned to Arburg and its PressurePilot technology to help deliver more than 500 million syringes during the pandemic.
Read MoreRead Next

K 2007 Injection Molding: Lots of New Machine Choices For Exotic to Everyday Molding
If you were looking for a new machine to mold micro- or mega-sized parts, multiple materials, long fibers, high-speed/high-cavitation packaging, exotic multi-material combinations with compounding on the machine, or just a cost-effective press for general-purpose use—K 2007 had it all.
Read More
D-LFT Composites Aim for Auto Body Panels
Direct long-fiber thermoplastic (D-LFT) compounding and molding is getting ready to expand beyond non-appearance structural automotive parts to exterior body panels.
Read More
Long-Glass Leader-How Faurecia Helped Put TP Composites In the Driver's Seat
Europe's third largest automotive molder, Faurecia, uses five different long-glass thermoplastic molding processes, more than any other molder in the world. It invented half of them, including the world's first in-line compounding- and-injection process.
Read More