
Making Parts Lightweight & Strong with New Technologies
One of the driving forces in technology is weight reduction.
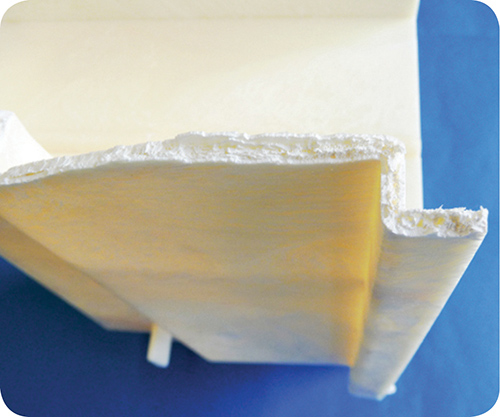
Fig. 1: Cross-section of a part made with Cellmould physical foaming technology, showing fine, uniform cell structure.
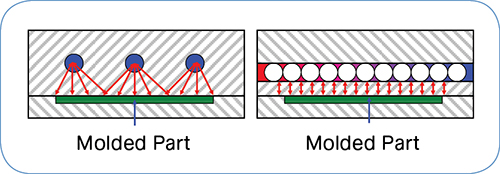
Fig. 2: New BFMold technology (right) flows hot and cold water through a chamber filled with steel balls. This allows cooling over the entire cavity and much closer to the cavity than standard cooling channels (left).

Fig. 3: Inserted glass sheet overmolded with foamed ABS for an electronic display. Front side of the ABS frame (below) is smooth and glossy, due to hot/cold molding with BFMold. Back side (above) did not use BFMold and shows typical silver streaks.
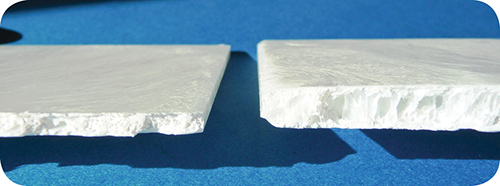
Fig. 4: Using Cellmould foaming with an expanding mold (coreback mold action) combines very low density with high stiffness. Initial PS part thickness (left) is 3.5 mm, offering a density reduction of 22%. After forming a solid skin, the mold core retracts and the still-molten foam mixture expands to a final part thickness of 8.5 mm with a density reduction of 66%.
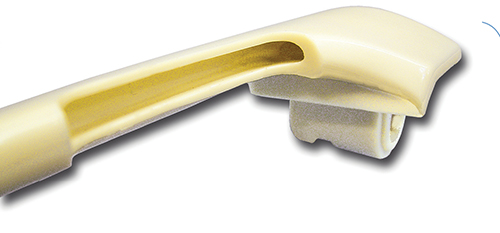
Fig. 5: Section through car interior door handle hollowed out with gas assist (Airmould).

Fig. 6: Nylon 66 cooling duct with new Projectile Injection Technology (PIT) has a thinner, more uniform wall and smoother inner surface than is possible with gas or water assist alone.
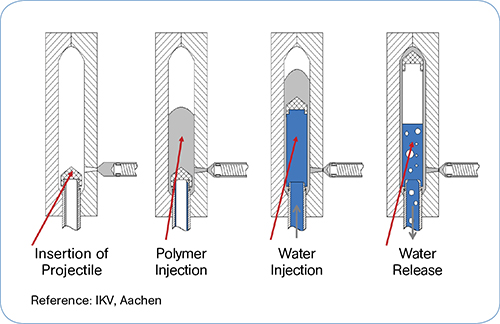
Fig. 7: In this example of PIT, an injection molded projectile is forced through the melt by water injection to hollow out the part. After the water is drained, the projectile remains in the part (unless expelled into an overflow well).
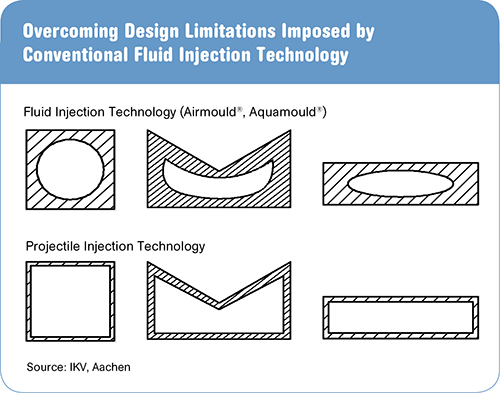
Fig. 8: PIT with various projectile shapes offers new design possibilities for hollow cross-sections in thick parts.


One of the driving forces in technology is weight reduction. The automotive industry is a good example of this trend. Weight reduction not only allows less fuel consumption, but also better performance and last, but not least, conservation of natural resources. Plastics are favored by this trend because of their lower density than metals, combined with plastics’ easy processing and desirable performance properties. However, the forefront of competition today—between plastics and metals and among plastics part producers themselves—is in taking weight (and material) out of plastic parts by making them thinner or lower in density while retaining stiffness, strength, and durability. A variety of methods are available to plastics processors for “lightweighting” and those methods are being continuously improved.


FOAMING TECHNOLOGIES
One way to reduce component weight is structural foam molding. It produces parts with a dense skin and a foamed core, similar to the structure of bone. The technology offers many advantages besides weight reduction, such as elimination of sinks, reduced internal stresses, and less warpage. Longer flow paths can be realized because the blowing agent’s effect of reducing melt viscosity.
Structural foam with physical foaming has been used successfully in the U.S. for more than 40 years. Machines for direct gassing are equipped with a preplasticating extruder and a melt accumulator for injection. The foamed products have large cells and the cell structure is not uniform. The process is used mainly for thick-wall moldings.
Chemical blowing agents can also be used for structural foam moldings. This technology has been used on numerous Wittmann Battenfeld machines all over the world.
The limitation of structural-foam technology has always been the imperfect surface quality, known as swirl or silver streaks. There is also a relationship between surface quality and weight reduction: Surface quality decreases at lower densities. Methods such as the gas counter-pressure technique, where the polymer is injected into a cavity already containing pressurized gas, can give much better surface qualities. But the molds must be sealed gas-tight.
Cellmould is the name of a newer structural-foam process with direct gas injection developed by Wittmann Battenfeld. The process development was based on more than 40 years of experience with structural foam technology. The aim of this development was to produce moldings with a fine and regular foam structure without voids, because small and regular cells give better mechanical performance. Another target was to use standard injection machines with in-line reciprocating screws.
Cellmould technology can be used for moldings with either thin or thick walls. Surface appearance of these moldings shows small silver streaks similar to structural foam (see Fig. 1).
The Cellmould process with physical blowing agents offers advantages over chemical blowing agents. Because of the higher gas pressures, thin-wall moldings can be produced with a fine cell structure and a significant weight reduction.
The target of Cellmould technology is not to produce moldings having extremely small cell sizes. Products with a dense skin and a fine and regular cell structure combine the advantages of weight reduction with a high level of product performance.
•Light weight with high rigidity: Not only weight counts, but performance relative to weight. Because of the fine, uniform foam structure, Cellmould parts with the same weight as solid moldings have thicker walls and thus are more rigid. The cell structure is only used to connect the two outer compact layers. Good performance at low weight is the result.
•Light weight with perfect surface: For aesthetic applications and those where surface appearance is of great importance, structural foam moldings require costly post-finishing operations. The target is to achieve foamed moldings with a perfect surface finish in a single-step processing operation. Two methods can achieve this goal:
1. Co-injection molding. This is a method to produce parts with a solid skin and a foamed core, thus combining the advantages of solid and foamed moldings. Wittmann Battenfeld has a long experience with this technology, which can produce lightweight moldings with a good surface.
2. Variotherm or hot/cold molding. Forty years ago, Battenfeld found that by injecting a foamed polymer into a hot mold, silver streaks and surface defects of structural-foam moldings could be eliminated. Because of long cycle times required for heating and then cooling the mold, and high energy consumption, this process was not actually used in production.
Thanks to new mold technologies for applying mold cooling closer to the cavity, thermo-cycling of the mold is now practical. Only the cavity is heated and cooled and not the complete mold as before.
Various systems are employed for heating and cooling. Wittmann Battenfeld offers a new, patented technology for rapid mold heating and cooling, called BFMold (ball-filled mold). The principle of this new technology is shown in Fig. 2. At left in the figure, you see the traditional arrangement of cooling channels for injection molds. The cooling channels must be a certain distance from the cavity to avoid large temperature variations on the cavity surface.
At right in Fig. 2, you see the principle of BFMold. It replaces conventional cooling channels with a large recess under the mold cavity that is packed with steel balls and flooded with water. As the water is in contact with the complete rear surface of the cavity, the distance between the cooling chamber and cavity surface can be much smaller, so cooling is much more uniform and effective. Heating and cooling the cavity can be achieved within a few seconds. The hardened steel balls support the mold base and prevent bending or distortion due to cavity pressure during injection. The balls have a further advantage in ensuring a smooth flow front when replacing hot with cool water or vice versa, so the transition can be accomplished quickly. Temperature-control units with two separate water circuits have been developed by Wittmann for this application. The water temperature for heating can be set up to 180 C/356 F.
With this technology, moldings with high-gloss surface and without visible weld lines can be produced at the same cycle times as moldings with only cooled molds (Fig. 3). Wittmann Battenfeld will demonstrate the BFMold technology at NPE2012 in Orlando this April.
BFMold technology is marketed exclusively by Wittmann and Wittmann Battenfeld. BFMold in combination with Cellmould enables production of foamed moldings with a perfect surface appearance.
•Extremely light weight with high rigidity: Combining Cellmould with expanding molds (core-back method), can achieve extremely light moldings with a dense skin and uniform cell structure. Foamed material is injected into the cavity with a reduced wall thickness. After filling and forming a dense skin, the core moves to increase the wall thickness and the foam expands to fill the gap. Thus moldings with very low densities can be produced. Such moldings can still have a smooth, decorative finish either by back molding of inserted films of by combination with BFMold.
The example in Fig. 4 shows a panel molded of PS with initial wall thickness of 3.5 mm. The parts were foamed with a density reduction of 22%. Then the cavity was expanded to 8.5 mm, so that the total density reduction vs. a solid molding of the same thickness was 66%.
GAS OR FLUID ASSISTED MOLDING
Another method of producing lightweight moldings is gas assist—injecting gas into the center of the melt in a cavity to produce hollow sections. Products can be highly rigid but much lighter than solid moldings, and they can have a perfect surface quality without sink marks (Fig. 5). Gas assist (such as Battenfeld’s Airmould process) can be applied to parts with thin and thick sections of different shapes.
By injecting water instead of gas, both lightweighting and an internal cooling effect can be achieved, resulting in shorter cycles. Water-assisted injection (such as Wittmann Battenfeld’s Aquamould process) can be used for thick-wall products such as toys and automotive parts (cooling ducts and clutch pedals).
A newer alternative is called projectile injection technology (PIT). In this case, the hollow channel in the part is formed by a projectile which is pushed through the melt by either gas or water. Compared with gas or water assist, thinner and more uniform walls with smoother surfaces can be achieved (Fig. 6).
Figure 7 shows how the process works (from left to right):
1. The projectile (separately injection molded, usually of the same material as the part) is placed on top of the water or gas injection nozzle.
2. The polymer is injected and the projectile fully encapsulated by the polymer.
3. The fluid (blue: water or gas) is injected, pushing the projectile ahead through the melt. The outer contour of the projectile forms the inner contour of the hollow channel.
4. The gas or water is released before mold opening.
The projectile can be left in the part or can exit the part into an overflow well. (In the latter case, it can be recycled with the overflow material.) One advantage of this process is the ability to design a projectile to produce a channel with a specific internal shape (Fig. 8).
Structural Foam Plus Two-Shot Molding at Schroeder
Schroeder Kunststofftechnik in Kierspe, Germany, is a custom molder with about 70 employees and 33 injection machines from 15 to 420 metric tons, plus another 90 employees and 16 presses at a plant in the Czech Republic. About 70% of its business is automotive, which led Schroeder to structural foam for lightweighting. In 2011, Schroeder purchased five injection machines from Wittmann Battenfeld, four of them equipped for the Cellmould structural-foam process with direct gassing.
Schroeder specializes in complex parts. Fortunately, addition of blowing agent increases melt flow and allows filling of walls as thin as 2 mm with longer flow paths and lower cavity pressures. With expanding gas inside the cavity, holding pressure is not normally needed. Density reductions are around 7% to 10%.

Cellmould part molded by Schroeder is 5.4% lighter
and 16.7% faster cycling than a comparable solid part.
Schroeder likes the Cellmould process because of the fine, uniform cell structure. All Cellmould process settings are made from the Unilog B6 machine control and are stored with the machine parameters for the mold. Nitrogen gas injection is regulated by a compact gas controller mounted beside the injection unit, so there is no separate cabinet standing in front of the machine. A special screw design of 25:1 L/D mixes the gas in the melt and maintains it under pressure. Although nitrogen gas for Cellmould is normally delivered from pressure bottles, Schroeder purchased from Wittmann Battenfeld a combined nitrogen and pressure generator that separates nitrogen from air and compresses it to 330 bars (4800 psi). All four Cellmould machines (300 and 400 m.t.) are supplied with gas from that unit, which can also be used for gas-assist molding.
Most of Schroeder’s Cellmould parts are PBT with 20% glass or PP with 20% mineral filler. Schroeder also combines Cellmould with two-component molding to produce rigid parts with integral soft sealing sections.

In a two-shot machine, Schroeder overmolds the Cellmould
rigid portion of this part with a flexible sealing portion.
















Related Content

Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More
Hot Runners: A View from the Bottom Up
Addressing hot-runner benefits, improvements, and everyday issues from the perspective of decades of experience with probably every brand on the market. Part 1 of 2.
Read More
Tunnel Gates for Mold Designers, Part 1
Of all the gate types, tunnel gates are the most misunderstood. Here’s what you need to know to choose the best design for your application.
Read More
Solve Four Common Problems in PET Stretch-Blow Molding
Here’s a quick guide to fixing four nettlesome problems in processing PET bottles.
Read MoreRead Next

Making the Circular Economy a Reality
Driven by brand owner demands and new worldwide legislation, the entire supply chain is working toward the shift to circularity, with some evidence the circular economy has already begun.
Read More
Recycling Partners Collaborate to Eliminate Production Scrap Waste at NPE2024
A collaboration between show organizer PLASTICS, recycler CPR and size reduction experts WEIMA and Conair will seek to recover and recycle 100% of the parts produced at the show.
Read More