HOW TO COMPARE DRYERS? A Complex Challenge With No Simple Answers
Is one type of resin dryer faster or more energy-efficient than another? That question prompts competing claims from suppliers—but very little concrete data. When one vendor performed controlled tests to get some answers, its results, published here for the first time, prompted further debate about the difficulties of making valid comparisons and the many complex issues involved in dryer selection.



Novatec reports faster drying with its vacuum dryer than with other technologies.
Novatec reports faster drying with its vacuum dryer than with other technologies.

Is this the future of desiccant drying? Suppliers are divided between favoring the “honeycomb” desiccant rotor (shown here) or traditional desiccant beds. (Photo: Comet Automation)

Need fast drying? A hopper bank can provide instant switchover with desiccant-bed or compressed air/membrane technologies. (Photo: Dri-Air)

ACS Group remains committed to dessicant-bed dryers. It’s Hi-Core bed design, which minimizes regeneration energy use, started on large AD Series dryers and was extended last year to small ASD models (shown here). Medium-size units will be next.
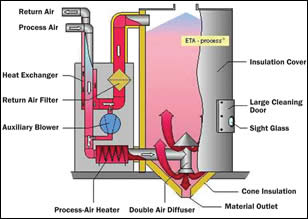
Motan’s ETA process is another example of how desiccant beds can improve their energy efficiency. Air/air heat exchanger preheats ambient air with exhaust heat.
Data from Bayer’s 2002 dryer tests is an example of how differences in starting moisture content can provide potentially misleading comparisons. Here, the shapes of the drying curves suggest that the two resins would perform similarly with resin at the same starting moisture level.
Getting moisture out of plastics resins is one of the most troublesome tasks faced every day by plastics processors. As if that weren’t enough, attempting to choose the best dryer for a job presents another big hurdle. Nowadays, processors are faced with at least a half-dozen different drying technologies, not to mention more than a score of vendors. Besides the two traditional choices–conventional desiccant-bed and hot-air dryers–there are now also desiccant wheels, compressed-air dryers, compressed-air types with a moisture-removal membrane, vacuum dryers, and infrared drum units (the last only for PET as yet).
For the prospective purchaser, the question naturally arises: Does any generic category of dryer work faster, better, or more cost-effectively than any others? So far, attempts to answer such questions have tended to rely on anecdotal evidence, the general conclusions of experts, and comparisons of data derived from different sources under unknown conditions. While some quantitative studies have been performed in the past, little or none of that information is publicly available. This leaves ample room for arguments about the relative effectiveness of different drying technologies–and about the validity of any generalized comparisons.



It’s an important issue. “Resin drying has stumped people for decades,” states Pete Stoughton, Conair’s drying expert and PET/PLA systems manager. “The physics are simple, but it gets very complicated in practice. And drying is a moving target as materials and applications keep changing.” Stoughton and other industry sources have long agreed that few operations in the plant cause more headaches or generate more service calls for both dryer vendors and resin suppliers. “Drying is the biggest source of material-related problems,” states William F. Thorne, senior process development engineer at Bayer.
What’s more, energy efficiency is becoming more of a concern for processors, especially in areas with high utility costs. In some areas where electrical capacity is tight, increasing energy efficiency is the only way processors can expand production. And if they can prove that a new dryer will provide energy savings, some local utilities will chip in on the purchase price. Another issue of rising importance is speed of drying, driven by what many sources see as a growing trend toward shorter runs and more frequent changes of materials.
Now one dryer maker has come forward with initial results of a program to test the speed, energy efficiency, and effectiveness of a variety of dryer types with various resins. It does not appear that any dryer vendor has previously conducted such a head-to-head comparison of so many different drying technologies. The only comparable study–by a resin supplier–was never published.
The latest results were gathered last fall at the newly outfitted Drying Technology Center of Novatec, Inc. Mark Haynie, dryer sales manager, explains the impulse behind this research project: “Now that we offer virtually every kind of dryer technology on the market, we don’t have to try to steer customers toward, or away from, a particular type. We want to have the information to recommend the best approach for a customer’s application.” Adds Novatec president and CEO Conrad M. Bessemer, “We are committed to backing up every claim about dryer performance with data gathered under laboratory conditions.”
The first phase of this ongoing research program compared drying of ABS and polycarbonate (PC) in four types of dehumidifying dryers:
- Twin-tower desiccant dryer. The current workhorse or “gold standard” of the industry is available from more than a dozen sources and is capable of dewpoints down to -40 F or lower, generally considered sufficient for any drying task.
- Desiccant wheel (or “honeycomb” rotor) dryer. This technology has been used in many other industries for more than 50 years. It was introduced for plastics by Matsui around 20 years ago, and Bry-Air became the first domestic producer in 1995. It is now available from at least six suppliers and is capable of -40 F dewpoint.
- Compressed-air dryer with moisture absorbing membrane–or membrane dryer, for short. Capable of -40 F or lower dewpoint, this type was introduced in Europe and Asia by Fasti in the mid-1990s and was popularized in this country by Novatec with the entry of its NovaDrier in 2000. Versions of this technology using different membrane types are now available from at least nine suppliers.
- Vacuum dryer. It is presently available from only a few sources though others are working on it. Apart from large batch units used by PET and nylon resin producers, the first small commercial models for plastics processors were introduced in North America by Matsui in 1999 and Maguire in 2000. A second generation of the Maguire “Low-Pressure Dryer (LPD)” is now marketed by Novatec as the NovaVac II. (An earlier version was developed in Germany by Rainer Farrag, president of Fasti USA, in 1991, but it did not prove successful and was discontinued.) Novatec and Maguire have well over 1000 vacuum dryers in the field.
Before getting into the details of what the study showed, one or two caveats may be in order: First, Novatec does not claim that these initial results of a longer-term investigation answer all questions about relative dryer performance. Second, most other dryer sellers who commented for this article argue strongly that Novatec’s results apply only to comparisons between its own dryer products. Matthew McCabe, national sales manager for Wittmann, puts it succinctly: “You cannot generalize about a specific dryer technology based on one supplier’s self-testing and apply its conclusions to all other makers of the same style equipment.”
“Every dryer manufacturer approaches dryer design quite differently,” agrees Charles F. Sears, president of Dri-Air.
Concludes W.H. Wilson, technical director for Walton-Stout, “While I feel Novatec’s testing of their product offerings was unbiased, their test results should not be construed to apply to all manufacturers of similar classes of dryers.”
Novatec’s Results
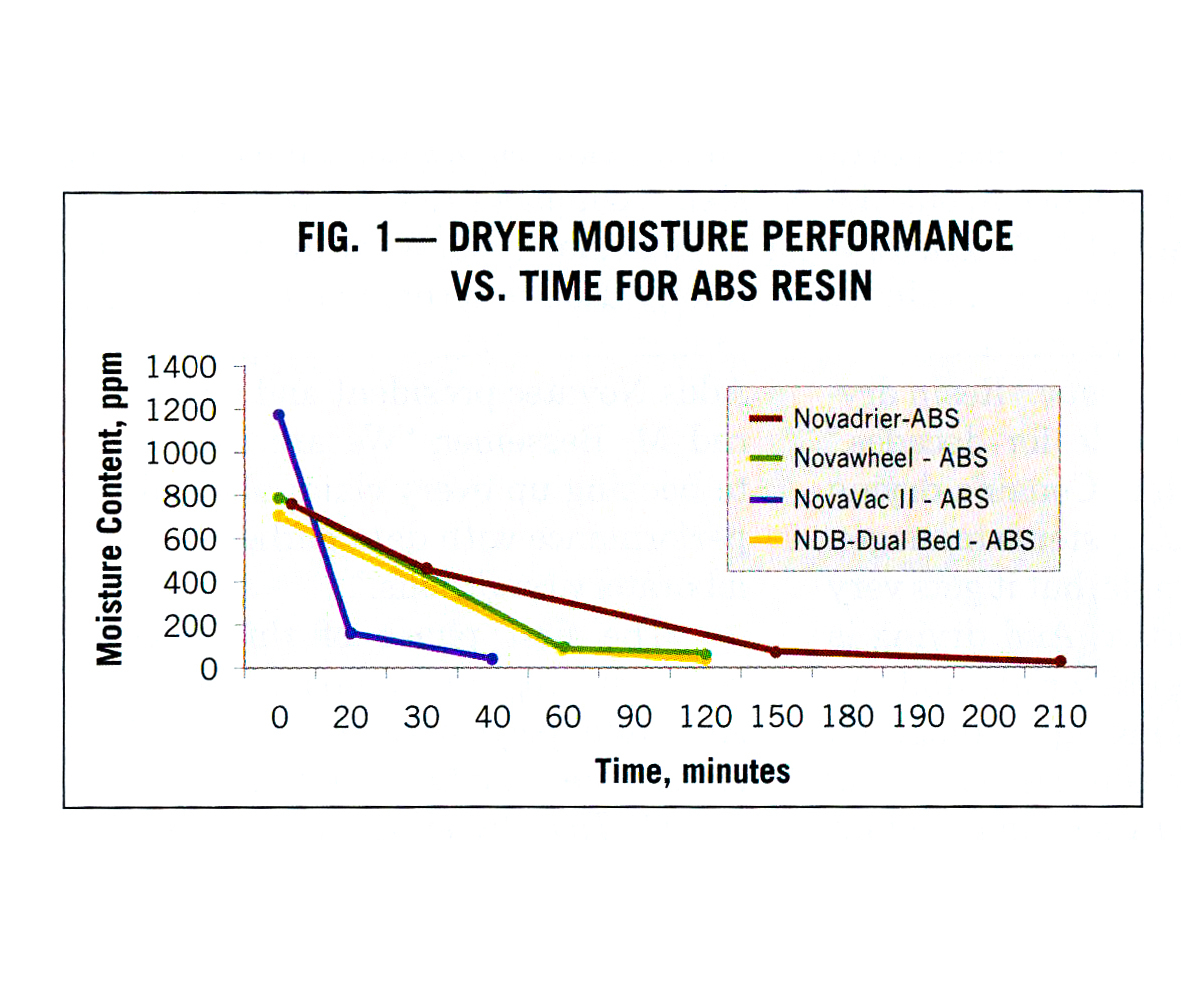
Table 1 and Figs. 1 and 2 show moisture level (in ppm) vs. time for ABS and PC resins in four types of dryers. All Novatec’s dryers in this study reduced moisture levels adequately for molding or extrusion of ABS and PC—50 to 200 ppm, depending on application requirements—within 180 min or less.
Table 1 shows that the starting moisture level for all but one of the tests was in the range of 600 to 800 ppm. The exception was the ABS tested in the vacuum dryer—it started with 1189 ppm moisture. But in both the ABS and PC tests, the vacuum dryer achieved an acceptable level of resin dryness in the shortest time. That is also shown in the curves in Figs. 1 and 2.
The other main element of this study was energy consumption. Since the various dryers operated at different throughput rates (see “How Novatec’s Dryer Tests Were Conducted”), the results were calculated per lb/hr throughput and then multiplied by 100. So all results are reported for 100 lb/hr throughput.
| TABLE 1–Moisture PPM vs. Time for PC and ABS Resins | ||||||||
| Resin | ABS | ABS | ABS | ABS | PC | PC | PC | PC |
|
Dryer Type
|
NovaDrier (Membrane) |
NovaWheel | NovaVac II | NDB Dual-Bed | NovaDrier (Membrane) |
NovaWheel | NovaVac II | NDB Dual-Bed |
| Time, min | ||||||||
| 0 | 710 | 789 | 1189 | 704 | 705 | 640 | 607 | 631 |
| 20 |
|
|
184 |
|
|
|
148 |
|
| 30 | 375 |
|
|
|
|
|
|
|
| 40 |
|
|
38 |
|
|
160 | 28 | 100 |
| 60 |
|
104 |
|
96 | 220 |
|
|
|
| 90 |
|
|
|
|
|
20 |
|
28 |
| 120 |
|
60 |
|
33 | 125 |
|
|
|
| 150 | 70 |
|
|
|
|
12 |
|
14 |
| 180 |
|
|
|
|
48 |
|
|
|
| 190 |
|
|
|
|
|
|
|
|
| 200 |
|
|
|
|
|
|
|
|
| 210 | 25 |
|
|
|
|
|
|
|
As shown in Table 2, energy is consumed by the heaters and motor drives. Two of the four dryer types in this study—vacuum and membrane—also use compressed air, which requires energy to create before it is fed to the dryer. For the energy comparisons, all compressed air used in this study was assumed to be delivered at 80 psi.
Table 2 translates the electricity and air consumption by the dryers into financial equivalents, assuming an electricity cost of 8¢/kwh (which Haynie describes as a “middle-of-the-road” figure). In these tests, compressed air accounted for about 20% of total energy consumption by the vacuum dryer and more than 40% of energy use by the membrane dryer.
The bottom line in Table 2 is the total cost/hr to operate the Novatec dryers. With ABS, the wheel-desiccant dryer had the lowest total cost/hr, though the vacuum dryer was close. The dual-bed desiccant dryer fell in the middle and the membrane dryer was the most expensive to operate.
| TABLE 2–DRYER ENERGY CONSUMPTION | ||||||||
| Resin | ABS | ABS | ABS | ABS | PC | PC | PC | PC |
| Dryer Type | NovaVac II | NovaWheel | NovaDrier (Membrane) | NDB Dual-Bed | NovaVac II | NovaWheel | NovaDrier (Membrane) | NDB Dual-Bed |
| Power Use, kwh/100 lb | 3.56 | 4 | 3.83 | 6.11 | 3.71 | 6.18 | 4.41 | 7.11 |
| Power Cost/100 lba | $0.28 | $0.32 | $0.31 | $0.49 | $0.30 | $0.49 | $0.35 | $0.57 |
| Compressed Air, scfm | 7.01 |
|
24.41 |
|
7.28 |
|
24.32 | |
| Air Cost/ 100 lbb |
$0.07 | $0.00 | $0.24 | $0.00 | $0.07 | $0.00 | $0.24 | $0.00 |
| Total Cost/hrc | $0.35 | $0.32 | $0.55 | $0.49 | $0.37 | $0.49 | $0.59 | $0.57 |
| aAt 8¢/kwh. bAt 80 psi. cAt 100 lb/hr nominal throughput. | ||||||||
With PC, the vacuum dryer had significantly lower energy cost than any other, followed by the wheel desiccant and a near tie between the dual-bed desiccant and membrane dryer.
Novatec’s Haynie says the rankings for speed and energy efficiency in this study must be considered just two elements in a matrix of numerous factors that influence processors’ choice of dryers. “Every dryer has an advantage in some applications,” he points out.
For example, he concludes that the vacuum dryer used in these tests is likely to offer the best, or close to the best, operating economics at production rates up to 200 lb/hr, the largest size currently available. (A 1000-lb/hr model is in development.) This advantage, he said, will be more evident at higher drying temperatures—which is why the NovaVac II shows greater relative efficiency in drying PC than ABS.
“People don’t buy small dryers on power consumption alone,” Haynie notes. He points out that the vacuum unit also dried faster than other models in these tests. That factor, says Haynie, could appeal especially to processors with a lot of short runs and frequent resin changes.
On the other hand, the initial purchase price of the vacuum dryer is the highest of the group relative to its lb/hr capacity. And Haynie concedes that is not suitable for all materials. A technical expert at Eastman Chemical Co., Kingsport, Tenn., told Plastics Technology for a 2005 article (see Learn More) that the preheating stage of Novatec’s vacuum dryer requires a resin with a glass-transition temperature (Tg) of at least 100 C. PC, ABS, and PET all qualify—but not PETG, whose Tg of 71 C could cause pellets to stick together in the dryer. Haynie adds that very dusty materials are not a good fit with the vacuum dryer because they can contaminate seals and compromise the vacuum essential to the unit’s function.
Despite its higher operating costs, Haynie says, the membrane dryer has the lowest maintenance costs, owing to its simplicity and absence of moving parts, desiccant, regeneration system, or cooling coils. It costs less for its capacity than the vacuum unit, though more than either of the two desiccant units. If floorspace is an issue for a processor, he adds, the membrane dryer is the most amenable of the group to machine mounting.
For throughputs above 225 lb/hr (Novatec’s largest membrane model) and for central systems, Haynie says the practical options today are traditional desiccant-bed or wheel-type desiccant dryers. The NovaWheel dryer had lower operating costs than Novatec’s twin-bed unit. Drying speeds for the two were similar, and both are comparably priced at the low end of the range.
Some people will prefer to stick with the familiar, tried-and-true desiccant-bed dryer. It’s rugged and proven, and many people already have them in their plants. Their maintenance and setup people are trained to deal with twin-bed dryers, and sticking with one style simplifies spare-parts inventory.
Nonetheless, Haynie predicts that twin-beds will gradually give way to desiccant wheels, especially in larger sizes. He notes that wheels have a much smaller footprint, use much less energy (according to this study), and provide more consistent drying without a dewpoint spike when a hot, freshly regenerated desiccant bed is returned to the process. “The wheel is the future of desiccant drying,” he concludes.
Agreement and Dispute
Prior to publication of this article, all major dryer manufacturers and some resin suppliers were given an opportunity to comment on Novatec’s study. Many responded, and their judgments ranged from “credible” and “a fairly reasonable report” to “obviously biased” and “irrelevant unless you are going to run side-by-side independent tests from multiple dryer manufacturers.” (See “How to Look at Dryer Tests.”)
John Fleischer, v.p. of sales and marketing for Universal Dynamics (UnaDyn) voiced a common criticism: “It’s hard to generalize from a lab environment. For example, if a plant doesn’t keep its filters clean, that will greatly affect air flow through the dryer and drying hopper.” He was echoed by Greg Lewis, sales manager for Matsui America: “Labs are not factories. The real world is a rough place with all sorts of curve balls to deal with.”
“Good drying results can be shown in lab experiments with perfect environments and drying experts running the test,” agreed Rainer Farrag, president of Fasti USA. “A month or two under realistic production conditions and you would see a very different picture.”
Novatec’s Haynie says such comments are beside the point. “As long as the dryer is properly maintained, the overall performance of any properly designed dryer should not vary significantly from the Novatec lab to production conditions.”
Some equipment makers questioned whether Novatec’s experiments are a reliable guide because of the resins used. “ABS and PC are not the most difficult materials and both can often be dried with just hot air. I would have liked to see tests of a few more challenging materials, such as nylon, PBT, and PPS,” said Charles Thiele, a 40-year veteran formerly with Motan and now a consultant for Conair.
Some sources agree that ABS (and other hygroscopic resins) often can be dried with an inexpensive hot-air dryer. But Bayer’s Thorne says his firm would never recommend hot air alone for drying PC. Conair’s Stoughton says it depends on geography, the season (i.e., ambient humidity), and how long the resin has been exposed to ambient conditions—as well as the requirements of the application. If it can tolerate some surface splay and less than maximum clarity and/or mechanical strength, hot-air drying may suffice—at least part of the time. But is that good enough?
Novatec’s Haynie replies, “To use only a hot-air dryer on PC and ABS is an accident waiting to happen. If the molding is done in the winter months and it is a non-critical part that can exhibit color, clarity, and size variations, a hot-dryer may suffice. But we would never recommend such a practice.” Haynie agrees that there is more work to be done in testing other resins, such as nylon, PET, and PETG. He also wants to compare how well different dryers perform under “worst-case” conditions—simulating mid-summer heat and humidity. (That’s when resin and dryer makers get the most service calls, notes Conair’s Stoughton.)
Discussions with a number of these sources indicated that there are areas of both widespread agreement and disagreement with Novatec’s relative rankings of dryer technologies. There was general accord on where compressed air/membrane dryers fit in. But the industry appears divided on the relative merits of desiccant-bed vs. desiccant-wheel dryers. There were also differing views on what role vacuum drying may play.
Where Membrane Dryers Fit
To begin with the area of most agreement, compressed-air/membrane dryers are seen by almost all suppliers as a niche product, suitable only for relatively small sizes and a modest number of machines in a plant. Otherwise, the cost of compressed-air consumption—an inescapable part of the true cost of running these dryers—quickly becomes prohibitive.
Novatec’s Bessemer disagrees with at least part of this characterization: “It is hardly a niche product. In fact, it is the largest seller in the 225-lb and under category, one of the most popular size ranges for injection molding. Novatec has sold thousands of these dryers. The market has already voted on their acceptance.”
It is generally accepted that membrane dryers are attractive for at least four reasons:
- They are compact, lightweight, and readily mounted even on small machines.
- They are relatively inexpensive to purchase, though some vendors say they cost almost as much (within 5%) as desiccant-bed models of similar capacity.
- They are very simple in design, with little or no maintenance except to replace the membrane if it becomes contaminated. “Plug it in, turn it on, nothing can go wrong,” says Sears of Dri-Air, which introduced its membrane dryer a year ago. Vendors like Dri-Air, Motan, and Novatec include a filter to catch any particles or oil droplets in the compressed air before they get to the membrane. Says Sears, “We guarantee the membrane for three years with a filter, one year without it.” Notes Conair’s Stoughton, “Membranes are expensive, so you don’t want to contaminate them. Fortunately, they’re not sensitive to volatiles in the resin, unlike desiccants.” Novatec says that in five years of selling thousands of membrane dryers, it has replaced only one membrane.
- Membrane dryers are said to be clean: “They are regularly used in cleanroom situations. Medical processors love them because they don’t want any desiccant particles contaminating their product,” says Haynie. Dri-Air’s Sears disagrees: “They are not applicable to use in a cleanroom environment because the compressed air must be vented into the room and could carry with it some resin particles.”
- Most vendors agree that membrane dryers dry effectively. That view is seconded by ACS Group’s drying expert, Kaihan Tavakoli, product manager for materials handling. He adds that a membrane dryer is “good for materials that need to be dried at low temperatures, such as PETG and DuPont’s Surlyn ionomer.”
On the other hand, most vendors agree that “compressed air is expensive,” as Conair’s Stoughton puts it. That’s why most say it makes economic sense for use on a few machines in sizes of 5 to 25 lb/hr. Novatec, however, makes membrane dryers up to 225 lb/hr and says its most popular sizes are 25, 50, and 100 lb/hr. Novatec also says it has automotive customers using up to 50 of these dryers in a single plant. One reason, according to Bessemer, is a patented design that cuts compressed-air usage by up to half (see below).
But most vendors see membrane dryers’ niche as laboratories, small presses for medical parts, medical tubing extrusion, and micro-parts molding. “It’s perfect for micro-molders using only 2 lb/hr,” says Andreas Vierling, head of development and engineering for Wittmann’s Materials Handling Div. in Germany. Being small and portable, “They are ideal for the molder who infrequently has the need for a dryer and wants to move it between machines,” according to Sears. To some extent, their suitability depends on how much compressed-air capacity is available in plant. Having to buy a new compressor would make these small dryers expensive indeed.
There is less agreement among vendors on whether membrane dryers can function well without compressed air that has been predried with a chiller or a desiccant. Sources at Dri-Air, Wittmann, and Comet Automation Systems say dry air is virtually a must. Novatec’s Haynie replies that a distinguishing feature of its NovaDrier is that it can accept “wet,” saturated compressed air and still consume less air than other models. It does this by recirculating some exhaust air, which Haynie says still has considerable drying power (0°F dewpoint), back to the drying hopper. This minimizes compressed-air usage while allowing affordable throughputs up to 225 lb/hr.
Further complicating matters, ACS’s Tavakoli says, “If you have dry compressed air, you probably don’t even need a membrane.” That would save you $1000 to $1700. Wittmann dryer product manager Wes Moffit concurs: “Ninety percent of resins, even nylon, dry well without a membrane if you have dry compressed air.” Wittmann’s Vierling says membranes are rarely used in Europe because processors there do use dry compressed air. Adds UnaDyn’s Fleischer, “We’ve seen relatively low-throughput compressed-air dryers without a membrane used for everything except bottle-grade PET—even some nylons.”
While membranes are optional on many compressed-air dryers, Dri-Air won’t sell a compressed-air unit without it. According to Sears, “We provide a membrane because most shop air here is not of the quality to deliver -40 F dewpoint to the hopper.”
Compressed air without a membrane can achieve dewpoints around +10 F if starting with dried air, Haynie says. As a rule of thumb, he says, compressed air without a membrane can produce a dewpoint 30° to 40° below that of the ambient air.
The most radical advocate of compressed air alone is Fasti’s Farrag, who reportedly invented this drying technique and never uses a membrane. He goes so far as to claim that on blow molding machines he can recover both barrel heat and compressed blowing air to achieve “zero-energy drying in many applications.”
Desiccant Wheels vs. Beds
Novatec’s most controversial finding was that its desiccant wheel is significantly more energy efficient than its conventional desiccant-bed dryer. Although there was no difference in drying speed, energy efficiency plus greater compactness and consistency of drying were enough, in Haynie’s opinion, to position desiccant wheels to replace desiccant-bed units (most often twin-bed or “twin-tower” types, though some have more or fewer beds) over the long term.
Dryer makers are divided into two camps—those that agree with Novatec’s view and those who emphatically disagree. Sometimes experts within the same company have opposing views. Some sources agree that some wheels may be better than some older twin-bed designs—but not better than the most advanced current models.
Conair, for one has abandoned selling a desiccant-bed dryer in favor of the wheel. Comet Automation and Matsui sell no other type of desiccant unit. Bry-Air sells only wheels, period. Of those who sell both types of desiccant units—Wittmann and Novatec—Novatec considers the wheel to be superior in general, while Wittmann sources agree only that it can offer a cost advantage over twin beds in large central systems. ACS Group (parent of AEC, Colortronic, and Sterling), Dri-Air, Motan, UnaDyn, and Walton/Stout do not offer wheels and have no apparent inclination to do so.
Wheel advocates Bry-Air, Conair, and Novatec say wheels are more energy efficient, mainly because there is much less mass of desiccant to heat up and cool down. Conair and Novatec also point to much lower mass of metal in the wheel dryers, which saves regeneration energy; and much lower pressure drop through the desiccant rotor, which requires less powerful blowers.
On the contrary, sources at Dri-Air, Motan, UnaDyn, and Wittmann say their field tests show that wheels are less energy efficient. They note that a wheel’s regeneration heaters run 100% of the time, vs. as little as 12% of the time for some twin-bed units, according to Bob Crawford, UnaDyn’s v.p. of engineering. True, says Novatec’s Haynie, but the heaters in a wheel may draw as little as one-third as much power.
Dri-Air’s Sears says wheels are also inefficient because they must reheat the process air after cooling it down. Also, some (but not Novatec’s or Matsui’s) wheels use a combination of silica gel and molecular-sieve desiccant, whereas desiccant beds use only molecular sieve. Silica gel has only a fraction as much drying ability until it is cooled to 100 F.
Dri-Air, Motan, and Wittmann sources also point out that wheels require an aftercooler with a water-cooling coil, unlike desiccant-bed units (except special high-temperature models). Wittmann’s Vierling says failure to include the energy used by the water-cooling system (especially in cases with chilled water) omits “a big energy user” that belongs in the calculus. Adds Dri-Air’s Sears, “In all the tests we’ve done, the wheel is not as energy efficient as our two- or four-bed models.” He adds that requiring a water hook-up makes a wheel less able to move anywhere in a plant. Matsui, which has sold over 20,000 wheel dryers worldwide, offers air-cooled coils that reportedly save energy and are just as effective as water cooling. And Novatec says the 300-lb/hr NovaWheel dryer used in its tests consumed just 1 gpm of tower water for cooling. “Not a big energy user,” comments Haynie.
Matsui’s Lewis and Comet Automation president Tom Rajkovich assert that wheels can dry some materials much faster. Rajkovich also notes that a desiccant-bed dryer that has been sitting around idle is apt to have picked up moisture and could require regeneration for 24 hr before it can be used. By contrast, he says a wheel can be ready to go in 10 min or less. Conair’s Stoughton agrees but he does not claim the actual resin drying time is shorter.
The most important advantage claimed for desiccant wheels is their stability and uniformity of dewpoint and temperature, without any of the “spikes” commonly cited for desiccant-bed units. Conair, for example, claims that its wheel allows you to “dial in” a dewpoint and maintain it within ±3° F. Twin-bed advocates concede that wheels provide stable drying conditions but claim that desiccant beds can match that performance or come close.
Dri-Air’s Sears asks whether it’s not just as good in practical terms for its desiccant-bed unit to maintain dewpoint that ranges between -80 F and -50 F in use. According to Frank Ziemba, manager of Bayer’s field-service engineers, “Practical knowledge says that wheels and conventional dryers perform similarly.”
Other claims for wheels are disputed as well. Conair’s Stoughton and Graydon Griesse, sales and marketing manager for Bry-Air, say wheels are more compact than twin-bed dryers. Carl Litherland, v.p. of sales for Motan, counters that wheels are not more compact and are often the opposite.
A big bone of contention is maintainability. Wheel advocates like Stoughton and Rajkovich tout wheels’ simplicity and low maintenance. Counters Sears, “I’d rather switch an air stream with a valve than rotate the desiccant.” But valves can jam or leak, replies Rajkovich. ACS Group’s Tavakoli decided against adding a wheel machine to his company’s line because he is concerned that it has “a lot of components that are sensitive to precise alignment,” which creates concerns about how well the units will stand up to the rigors of daily use and how easy it would be for customers to replace rotors.
Less wheel-friendly sources say wheels are expensive and time-consuming to replace and may require changeover more frequently than desiccant beds. Bry-Air and Comet claim wheels are easier to replace than granular desiccant and that the average processor can change wheels in a matter of minutes. Bry-Air’s Griesse claims that the cost of replacing its rotor is the same as replacing the desiccant in a conventional bed. Wittmann combines the desiccant rotor, motor, and seals into a “cassette” that’s said to be easy to replace in just 20 min, though the cassette is more expensive than replacing a rotor alone.
The two sides to this debate trade assertions about whether granular desiccants last longer than desiccant rotors or vice versa. Some say wheels are not all of equal quality and the desiccant may be more friable and flake off on some versions. Rajkovich and Stoughton reply that conventional desiccant beads break down eventually and generate dust. That’s because desiccant beads are 60% clay binder, while desiccant rotors have no clay. Says Bry-Air’s Griesse, “Desiccant rotors have the same life expectancy as loose granular desiccant [two to five years, according to various sources] and needs replacement for the same reason—contamination. And wheels are no more likely to become contaminated than standard desiccant beads.” Matsui’s literature claims a 15-yr life for its wheel. Novatec offers a 5-yr guarantee “without exception” plus a spare rotor with each dryer.
Opinions differ as to whether wheels cost more, less, or about the same as desiccant beds of comparable capacity. Motan and Wittmann agree, however, that wheels can be a less expensive solution for large central systems. Half Wittmann’s large system sales are wheels, says Joe Corturillo, engineering manager at the Nucon Wittmann Div., where the company’s wheel dryer was developed. He believes wheel prices will come down in the future, a view echoed by Rajkovich, who expects Chinese models to appear on our shores before long.
Desiccant Beds Keep Up
Firm advocates of desiccant beds—like ACS, Dri-Air, Motan, UnaDyn, Walton/Stout, and Wittmann—rebut the claims for wheels by asserting that they remain committed to the more proven technology and have worked steadily to upgrade desiccant-bed technology to stay ahead of all challengers. They cite numerous incremental improvements. For example, UnaDyn insulates the inside of desiccant tanks to avoid heating up the metal container. Dri-Air and others replaced pneumatic valves with electric actuation so that dryers can be moved more easily because they require just one power hook-up. Motan and others place process heaters directly under the hopper to avoid heat loss in hoses. Both ACS and Dri-Air put regeneration heaters in the middle of the desiccant beds for more efficient heating. Some vendors seal the desiccant tanks to prevent moisture take-up.
These suppliers also point to their hopper designs as competitive advantages—subtle differences in L/D and internal geometry (as well as insulation) that ensure maximum air flow up through the resin and optimum mass flow of the material down through the hopper. Dri-Air, for example, uses an inverted “air-spreader cone” at the bottom of the hopper, which is said to improve air flow enough to allow its dryer to work efficiently at only 25% capacity, while other dryers must be at least half full.
Other features are said to reduce or completely eliminate the “spikes” to which older desiccant beds were prone. These suppliers offer closed-loop regeneration and cooling—either standard or optional—with dry air to prevent preloading the desiccant with moisture from ambient air. In addition, Wittmann uses a multi-position valve to make a gradual rather than abrupt transition of air flow from the in-process bed to the regenerated bed. (Some sources, like ACS’s Tavakoli, question whether dewpoint or temperature spikes have practical significance for all but the most sensitive resins, because the disruptions only last a few minutes—not enough to affect most drying processes.)
All these suppliers offer a variety of electronic control features—some standard, some optional—that save energy and prevent overheating or overdrying resin by using sensors to control regeneration by dewpoint and/or temperature rather than time. They also monitor process- and return-air temperature differentials to automatically cut back on heating and/or air flow when a process slowdown or interruption occurs.
Adds Walton/Stout’s Wilson, “Heat-recovery devices may be employed to capture waste heat from the outlet of the drying hopper and use it to preheat the process-air stream while cooling the return-air stream, cutting energy use by as much as 25% in high-temperature drying. Dewpoint can be controlled, and bed cycles extended, by tempering the super-dry process air generated at the beginning of a bed cycle with wet air from the return loop. Many of these features can be retrofitted to existing desiccant-bed dryers.”
Some suppliers said Novatec’s dryer test results would have been quite different if its twin-bed dryer had utilized such controls. Not to use such efficiency enhancements merely duplicates dryer technology of the 1980s rather than the 21st century, says Wittmann’s McCabe. Novatec’s Haynie agrees that use of such “active drying” controls improves the efficiency of twin-bed dryers—and other types as well. (Some suppliers use similar controls on wheel dryers, for example, and Novatec makes them standard on membrane units.) However, Haynie says these features have less apparent effect when running dryers at full capacity (as in Novatec’s tests) and he does not believe that use of such features across the board would do much to change the relative rankings of different dryer types. In any case, his goal for the first stage of Novatec’s testing program was to establish a performance “baseline” for the various dryers and that future tests would incorporate “active drying” controls.
Vacuum Dryers vs. the Skeptics
Because vacuum dryers are the least well-known drying technology (except to large resin producers), and there are only two suppliers at present for the molding and extrusion market, this category arouses the most skepticism from other vendors. It was partly to put such doubts to rest that Novatec initiated its research project.
To recapitulate Novatec’s conclusions: The vacuum dryer uses the least energy and dries the fastest, but it is the most expensive to purchase and is so far only available in relatively small sizes. It is also not suitable for low-temperature or dusty materials.
Novatec’s results are seconded by Matsui’s Lewis, who says the vacuum dryer saves energy, dries most materials in under 1 hr, and keeps molds cleaner by removing volatiles other than moisture. On the other hand, he notes that it is only for very small throughputs (up to 33 lb/hr), is premium priced, and its seals are sensitive to dirt and dust.
Note that Matsui’s design is different from Novatec’s. Matsui heats the resin in a sealed chamber equipped with a vacuum pump that reduces pressure to 2.15 in. Hg, or a 93% reduction from 29.9 in. atmospheric pressure. Novatec rotates the material hoppers between heating, evacuating, and takeoff stations and uses a compressed-air venturi to generate a 93% to 97% pressure reduction down to 1 to 2 in. Hg.
Skeptics point to the complexity of the Novatec/Maguire system, with its numerous air cylinders and triple chambers with lids and seals. Novatec’s Haynie notes that the NovaVac II, as the name suggests, is a second-generation system that embodies a number of improvements from earlier models in seal designs, heating uniformity, compressed-air usage, cleanability, screen designs, and conveying capabilities, especially with regrind. Overall, he says, “Performance and reliability have made a quantum leap.”
If it’s speed you want, Sears at Dri-Air and Fleischer at UnaDyn point out that multi-hopper banks can offer instant availability of a variety of dried materials together with the proven reliability of dessicant-bed drying. (Dri-Air recently introduced hopper banks for its membrane dryers, too.) Fleischer adds that small “just-in-time” dryers and loaders (such as from its Autoload Div.) are also available to speed changeovers.
UnaDyn’s Fleischer says that even with heat and vacuum, “A certain time is required to migrate water from the center to the surface of the pellet—generally more than 15 or 20 minutes.” (On the other hand, Dri-Air claims its desiccant-bed units can dry PC from 1000 ppm to 200 ppm in just 20 min.)
Critics also point out that after the material is dried, it is held without either heat or vacuum until it is conveyed away. Every portion of resin removed is replaced by ambient air, so unless the dried material is used up quickly, it could have the opportunity to reabsorb moisture. That’s one reason why Motan’s Litherland suggests that “vacuum drying has a place, but the unit must be sized to match closely the intended throughput.” Bayer’s Ziemba agrees that “vacuum might make sense if you knew your precise throughput requirements.” He notes that any dryer must be operated at 100% efficiency—which usually means at design capacity—if you want to achieve its maximum drying speed.
Litherland concedes that “vacuum has possibilities for the future. In theory, it can dry more quickly.” Agrees Tavakoli of ACS: “I think vacuum is truly a drying technology of the future.” He speculates, for example, that without the presence of oxygen, he could dry nylon at 350 F in 20 min instead of today’s 6 hr at 160 to 180 F in order to prevent yellowing from oxidation. He is looking worldwide for what he considers a practical, cost-effective vacuum dryer but hasn’t found it yet.
Of today’s vacuum dryers, he says, “Vacuum dryers don’t yet work well with very wet material. They need pretty dry material and must use it up fast, or else they need a low-humidity environment and/or a non-critical application.” However that conflicts with Novatec’s test results, in which the NovaVac II dried the wettest sample in less time than the other dryers.
As for practical results in the field, Bayer’s Thorne says, “We have seen PC dried successfully by all types—wheel, membrane, and vacuum dryers.”
And an Eastman Chemical technical expert told Plastics Technology for a 2005 article that vacuum drying works for PC, ABS, and even PET.
Related Content

Central Controller, Energy-Efficient Pump for Conveying
Wittmann debuts new control system and pump at Fakuma.
Read More
Finding Efficiencies in How Components Work Together
Auxiliary systems are vital to the proper functioning of a plastic processing line, and they can be a source of major cost and efficiency improvements.
Read More
Redesigned Rotary Level Indicator
Red enclosure now rotates once installed to help ensure conduit entries are always pointed toward the ground, mitigating the risk of moisture damaging internal components.
Read More
How to Effectively Reduce Costs with Smart Auxiliaries Technology
As drying, blending and conveying technologies grow more sophisticated, they offer processors great opportunities to reduce cost through better energy efficiency, smaller equipment footprints, reduced scrap and quicker changeovers. Increased throughput and better utilization of primary processing equipment and manpower are the results.
Read MoreRead Next

NPE 2006 News Wrap-Up: Materials Handling: A Host of Refinements and Updates
NPE 2006 held no revolutionary changes in dryers, blenders, feeders, loaders, or conveying controls, but widely adopted improvements make the newest models easier to use and maintain—and easier on the budget, too.
Read More
Resin Dryers: Which Type Is Right for You?
Processors today face bewildering choices of at least five basic types of dryers, whose capabilities are subject to conflicting claims from equipment suppliers. For the buyer, the most basic questions are: How much drying is needed for the job and which dryer types are up to the task?
Read More
NPE News Wrap-up: Resin Dryers
At least 16 companies introduced new dryers at the big show in Chicago. The new models span a range of drying technologies, but most sport features that save space and cost and make the dryers simpler and more reliable.
Read More