
New Screw Design for Long-Glass Microcellular Foam Molding
A combination of microcellular foam molding and long-glass fibers offers new potential for injection molding to penetrate large structural automotive parts such as door-module carriers, brackets, and front-end systems.


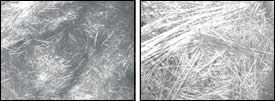
The standard MuCell screw design tends to break up long glass into shorter fibers, limiting mechanical strength of reinforced parts (left). The new LGF screw preserves glass length (right).
Trexel’s new LGF screw design features a lower compression ratio, fewer mixing flights and new check ring that minimize long-glass fiber breakage.
Large structural automotive parts like this metal door carrier module are said to be more ripe for conversion to plastic with long-glass MuCell technology.

An Engel Duo two-platen machine with Trexel’s new LGF screw and MuCell technology is being installed this month at Engel’s lab in York, Pa.
A combination of microcellular foam molding and long-glass fibers offers new potential for injection molding to penetrate large structural automotive parts such as door-module carriers, brackets, and front-end systems. Such components remain mostly in metal due to high stiffness and impact requirements. “Door modules are used to support the door lock, motors for the window and related mechanics, plus the speaker systems and perhaps the arm rest as well. Hence, only a very stable part can be the platform for these sub-components,” says David Bernstein, president of Trexel Inc. His firm supplies systems with the patented MuCell microcellular foaming technology and has just developed a new screw design that preserves glass lengths far better than previous screws designed for MuCell. The result is a molding method that provides high mechanical properties, resin and weight savings, and low part stresses and warpage. What’s more, this approach is said to produce good results with long-glass-reinforced polypropylene in place of more expensive engineering thermoplastics.
The biggest challenge in molding long-glass fibers is keeping the fibers from being broken down and overcoming tendencies toward warpage in long and flat parts. Some injection machines have been developed with injection-compression capabilities to combat both fiber breakage and warpage. Injection-compression molding requires more complex tool designs and molding processes, Trexel notes. Although MuCell can be used beneficially with injection-compression, Bernstein says the warpage-reducing effect of the microcellular process, together with the new LGF screw design, should permit molders to make structural parts with more traditional molding approaches.



Another approach is so-called direct long-fiber thermoplastic (D-LFT) technology that involves compounding long glass with resin in-line with injection-compression molding. These machines are designed specifically for producing parts containing long-glass fibers and having minimum warpage, but such a system requires a high capital investment and may require high production volumes to justify its use.
Producing structural parts with a standard press remains much more difficult, says Levi Kishbaugh, Trexel’s v.p. of engineering. Standard screw designs tend to break glass fibers during the plasticating and/or injection phase. Shorter fibers lower the structural properties of the part. In addition, molders using standard injection presses often attempt to fight warpage tendencies by lengthening the holding and packing times at the cost of adding to the overall cycle time.
Long glass, standard press
The MuCell process always required a modified screw design to ensure good mixing of the supercritical gas (usually CO2 or nitrogen) with the resin. Bernstein says the standard MuCell screw has not been suitable for long-glass molding because it causes excessive glass breakage. Trexel’s new Long Glass Fiber Screw design is aimed to minimize damage to reinforcements on standard injection presses. When the LGF screw is coupled with the MuCell microcellular process it reportedly allows production of large structural parts with dramatically reduced warpage as well as high retention of properties, weight savings and cycle-time reduction. “We think the new screw design will increase the pace of the implementation of glass-filled plastic parts in these structural applications,” says Bernstein.
The new MuCell LGF screw design has a lower compression ratio of 2:1 rather than the 2.5:1 ratio of standard MuCell screws. In addition, the number of flights in the wiping and mixing sections of the screw have been reduced from six to four in order to reduce shear on the material. The screw design also uses wider mixing cuts (breaks in the flights) and replaces a ball check-ring design with an engaged check ring for improved process control.
One of the advantages claimed for the MuCell process is its tendency to eliminate warpage. When the polymer infused with supercritical gas under pressure expands in the mold, it fills the cavity without the stresses and nonuniform shrinkage often induced by high packing pressures. The MuCell process reportedly reduces the incidence of part warpage by a factor of five. It also eliminates sink marks, and can reduce clamp tonnage requirements by up to 40%, according to Trexel.
What’s more, MuCell foaming reduces material and weight savings by 5% to 12% with nominal property loss, and typically cuts cycle times by 10% to 20%, the company reports. In addition, the MuCell process can be turned off and the machine used as a standard injection press.
The LGF screw is said to be compatible with either D-LFT (in-line compounding) processes or molding precompounded long-glass pellets. (The MuCell process is said to be even easier to implement on a D-LFT system.) The screw can be used with any injection machine whose supplier is licensed to offer the MuCell process. The location of supercritical gas injection has not changed, so it is possible to switch between a standard MuCell screw and an LGF screw.
To date Trexel has tested the new LGF screw with long-glass PP and nylons 6 and 66, though company officials say the screw can be used with virtually any resin. The tests used Ticona’s Celstran long-glass pellets. In molding trials with 40% long-glass PP, MuCell parts showed a five- to six-fold reduction in warpage compared with unfoamed parts, according to Trexel’s Kishbaugh.
Trexel is currently designing the screw in sizes larger than 50 mm, aiming it for larger parts. Trexel does not recommend its use with unfilled materials. The standard MuCell screw is preferred for unfilled resins.
Trexel has entered into a collaboration with Engel to install MuCell technology and a 120-mm LGF screw on a 1000-ton Engel Duo two-platen press. This machine has patented software and hydraulic options for “coining” (injection-compression) and platen parallelism control. The press will be installed this month at Engel’s new technical center and training facility in York, Pa., to provide customer trials and demonstrations of the new technology.












Related Content

Medical Grade Injection Molding Machine Line is Cleanroom Ready
JSW America says the J100ADS-110U medical grade molding machine has been optimized to prevent dust, rust and other contaminants.
Read More
Next-Generation All-Electric and Vertical Injection Molding Machines
Sodick Plustech’s VR-G and MS-G2 Series both utilize the company’s proprietary V-Line technology, separating plasticizing and injection functions, and have upgraded displays, energy efficiency, response time and more.
Read More
50 Years of Headlines … Almost
I was lucky to get an early look at many of the past half-century’s exciting developments in plastics. Here’s a selection.
Read More
IPEX Opens Injection Molding Facility in North Carolina
The pipe and fittings manufacturer’s new 200,000-square-foot facility represents a $200 million investment and will create 150 jobs.
Read MoreRead Next

Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More