
Two New Ideas for Injection Molding Unveiled at ANTEC Meeting
A new method of coinjection molding dissimilar materials was presented at this year's SPE Annual Technical Conference in San Francisco.


A variation of the Scorim melt-oscillation process developed at Brunel University allows molding of dissimilar materials in one cycle in the same mold cavity. The Multi-Component Laminate Molding process produces a multi-layered product by alternately injecting and re-injecting two different polymers into the mold, displacing molten material in the core with each shot.
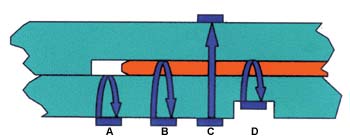
According to the University of Utah, reflected or transmitted ultrasound signals can reveal when melt arrives (or fails to arrive) at a point in the cavity (A), its temperature and pressure (B, C), and the solidification state of the polymer (D).
A new method of coinjection molding dissimilar materials was presented at this year's SPE Annual Technical Conference in San Francisco. Other new injection molding techniques discussed at the meeting included ultrasonic monitoring of cavity filling.


'Push-pull' coinjection
A new approach to injection molding of multi-material, multi-layer parts aims to overcome limitations of two commonly used coinjection techniques, which are typically chosen according to the rheology and compatibility of the polymers involved.
When the two materials have similar rheology they can be injected simultaneously in a coinjection process. When the materials' rheology is dissimilar, an overmolding process is used, which requires a change of mold cavity and separate injection cycle for each material layer added. With both techniques, some degree of adhesion between the materials is usually desirable, if not essential.
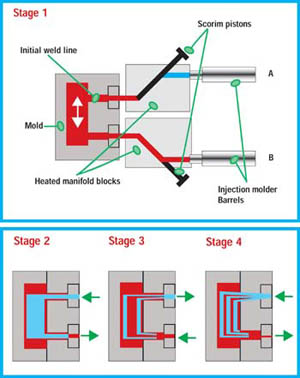
A new technology that allows co-molding of incompatible (non-adhering) materials with dissimilar rheology in one cycle and within the same mold cavity is in development at the Wolfson Centre for Materials Processing at Brunel University in Uxbridge, U.K. The technology, named Multi-Component Laminate Molding (MLM), is a variation of the Scorim process, says Peter S. Allan, technical director. Scorim (short for Shear Controlled Orientation in Injection Molding) is a patented melt-oscillation process initially designed for use with a single polymer as a tool to reduce weld-line and orientation defects and increase part strength. Scorim was developed at Brunel University in 1982 and is now owned by Cinpres Gas Injection Inc.
Scorim splits the melt into two streams that enter the mold from two separate gates. An hydraulic piston is installed in each melt stream; one injects while the other retracts, pulling melt out of the cavity back into the sprue. This push-pull action oscillates the packing pressure in opposite directions. The two material streams remain separate but travel through a common heated manifold block. In Brunel's experiments, the pistons were installed in the manifold block, but they could also be fitted into a hot-runner manifold, says Allan.
The system does not require any modification of the injection unit. The mold is modified to accommodate separate injection points for each material. Allan says MLM does impose a cycle-time penalty, but that is offset by savings from being able to mold dissimilar materials in one mold cavity.
When the first material is injected, it forms a solid skin; while it remains molten in the center, the second material is injected. The latter naturally seeks the hot center of the part where the first melt is most fluid and offers the least resistance. At the same time, the piston that injected the first material retracts, drawing displaced skin material back into the hot manifold. Next, that piston moves forward a second time, pushing skin material into the fluid center of the second material. Thus, a two-layer A/B structure becomes a three-layer A/B/A sandwich. Another thrust forward by piston #2 creates a new core layer, forming an A/B/A/B structure. Additional layers can be produced by repeating the sequence as long as there is still molten material at the center of the part. "The process can be stopped when the desired number of layers has been produced and a conventional packing pressure can be applied to finish the cycle," says Allan.
Brunel produced four- and six-layer test parts that combined GP polystyrene (18.6 MFI) with HIPS (2.1 MFI), and GPPS with HDPE (3 MI). Brunel discovered that MLM parts exhibited impact strengths 1.5 to 10 times greater than those of the individual layer components. Brunel is continuing research to explain this phenomenon.
Ultrasonic cavity monitor
The idea of using low-cost ultrasonic technology to measure melt conditions inside the cavity resonates with Charles L. Thomas, director of the Center of Excellence in Rapid Prototyping and Manufacturing at the University of Utah. The university recently introduced the approach in a system dubbed Ultrasonic Data Acquisition and Control System (UDACS), suggested as an alternative to conventional cavity-pressure sensing. "Common drawbacks to ultrasonic sensing have been the high cost of the equipment, the delicate nature of the equipment, and the level of understanding required to operate it," says Thomas. The university developed a continuous-wave ultrasonic technique that is said to be lower cost, more robust, and easier to operate.
With this technique, the sensor does not contact the melt or require any modification of the tool to accommodate the measuring device. Unlike conventional cavity-pressure sensors, UDACS can measure mold-filling rates and monitor melt temperature, cavity pressure, short shots, and the polymer solidification rate in the cavity—all with one sensor.
UDACS uses a piezoelectric ultrasonic transducer installed on the back of the mold-cavity plate. It sends pulses of ultrasonic vibrations through the metal of the plate to the surface of the empty cavity, where the energy reflects back to the transducer. The arrival of melt in the cavity changes the speed of the ultrasonic vibrations. What's more, speed of the ultrasonic waves is also affected by melt temperature and pressure. Signal attenuation (sound absorption) indicates the degree of solidification of the polymer.
The system can be set up in reflection mode with one device that both sends and receives the ultrasonic pulses, or in transmission mode with an emitter and receiver sensor mounted on opposite sides of the cavity plate. The controller can process the ultrasonic signal and outputs an analog or digital signal that can be displayed on a PC.
Thomas says the system is competitive in price with cavity-pressure transducers and is similarly sensitive but offers more flexibility in installation. It also provides much more process monitoring capability than optical sensors or thermocouples. UDACS could be supplied in a digital or an analog configuration. At present UDACS technology is offered for licensing from University's Technology Transfer Office. The university is seeking a partner to commercialize UDACS. In commercial form, the all-digital version is expected to cost from $3000 to $4000 for the instrument and $200 to $500 for the transducer. Much simpler, non-programmable analog instrumentation would cost only $500 to $700.
The university is developing a "plug-and-play" version that will be a simpler replacement for cavity-pressure-based switch-over control in molding. In addition, studies are ongoing on the use of UDACS with multi-material, multi-cavity, and gas-assist molding.
















Related Content

Completely Connected Molding
NPE2024: Medical, inmold labeling, core-back molding and Industry 4.0 technologies on display at Shibaura’s booth.
Read More
Servo-Hydraulic Machine Range Adds Multicomponent Models
Absolute Haitian says the Mars and Jupiter Lines will now offer multicomponent models, complementing the 2K all-electric Zhafir.
Read More
Larger Capacity Auxiliary Injection Unit Introduced
Mold-Masters has extended the capabilities of its E-Multi auxiliary injection platform, introducing the new larger capacity EM5 model.
Read More
Fakuma 2023: Wittmann Battenfeld Expands All-Electric Line, Direct-Current Capabilities
Wittmann Battenfeld will introduce the new EcoPower B8X injection molding machine line and show direct current as an energy source for a concept machine that will power its own robot.
Read MoreRead Next

Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More