Extrusion Know-How: Proper Alignment Saves Wear & Tear ... or Worse
Is extruder alignment important?
.jpg;width=70;height=70;mode=crop;format=webp)



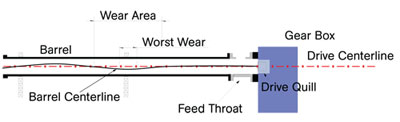
A poorly aligned extruder can result in the screw being twisted to an S shape to accommodate a bending barrel. Ultimately the continuous and increasing screw bending caused it to break.
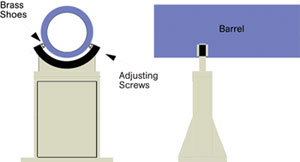
A two-point barrel support system ensures that the barrel can freely expand through the supports as it is heated—with no distortion.
Is extruder alignment important? You bet it is. And the larger and longer the extruder, the more important it becomes.
An extruder that is poorly aligned causes excessive wear and tear on both the screw and barrel. The movement of the barrel as it tries to accommodate a screw that is being bent on each rotation can cause several other undesirable effects, such as screw breakage, heater crawl, additional drive load, and even die movement in extreme conditions.
I’ve witnessed first-hand the destructive force that results from an improperly aligned machine. This particular case involved a 4.5-in. extruder with a 36:1 L/D. Here, the barrel was not correctly aligned when installed, and as a result it constantly moved or “wiggled” when operating. The heater bands crawled forward, eventually shearing off some of the thermocouple wells. The screw broke after only about four months of operation. In this case, the barrel had two supports. The barrel was cleaned and measured with an optical alignment scope. It had the alignment shown in the accompanying illustration.


The screw was bent into an “S” shape due to the improper alignment and design of the two supports. Forcing the rotating screw to conform to a bent barrel causes an enormous amount of pressure to build between the screw flight and the barrel. In this case the screw flights wore more than 0.055-in. and the barrel more than 0.015-in. in the “worst wear” area before the screw broke. Even when the strength of the flights is ignored, it would take a radial force in excess of 155,000 lb to bend the screw over the distance shown as the “wear area.” In this case, the pressure simply forced the screw flights into the barrel with such force that adhesive wear developed, tearing the metal alloys off both surfaces. Finally, this continuous and increasing bending exceeded the fatigue strength of the screw, causing it to break. Interestingly, the drive motor load was high and unstable during this period, but the operator attributed this to the screw design.
The barrel must be aligned to the driving mechanism, which is the drive quill of the gear box. Alignment by leveling is completely useless, as it is not indicative of the drive quill and only measures the vertical plane. The proper procedure is to place an optical or laser alignment scope inside the drive quill and align it to a fixed centerline by rotating the drive quill. The barrel and feed throat are then aligned to that centerline by adjusting the barrel supports or the mounting faces in the case of the feed throat.
Barrel supports of the proper design are necessary to make and maintain a good alignment. I prefer a two-point system, as shown in the diagram, but there are a number of other good designs. The important point is that the barrel must be able to freely expand through the support(s) as it is heated—with no distortion. The barrel should never be locked down by a support that completely surrounds it so it cannot slide easily when expanding. The support points need to be made from a noncorrosive material, such as brass, to prevent corrosion from “freezing” the support. Just as important, the entire barrel support must be rigid enough to maintain its position rather than tipping over as the barrel expands. I see this as a major weakness in many extruder designs.
Steel expands at 0.000006 in./in.-°F, so a 4.5-in., 36:1 barrel at a uniform operating temperature of 450F grows 0.320 in. longer when heated from room temperature. Plain and simple: If it can’t grow in a straight line it will bend. To see if your supports are working properly, open the covers and note the fresh wear mark on the barrel where the barrel slides through the support. If they do not closely correspond to the calculated expansion, there is a problem with your support system.
Due to the bending of light by heat waves, barrels must be aligned when cold, whether aligned optically or by laser. When a barrel is heated it does not necessarily maintain the same position as when cold, so it is important to make some additional checks after the initial heat-up to be sure the alignment has resolved any issues. This can be done by placing dial indicators at 90° angles on the discharge flange to see if the barrel has significant deflection when heat is applied. Some things that could cause such deflection are a support that is not functioning properly, unbalanced heating due to burned-out heater halves, half heaters around a vent, or a structural weakness.
The larger and longer the extruder, the more critical is the alignment. In general, the importance of aligning extruders 3.5-in. or smaller is often considered redundant to the manufacturer’s original alignment, unless they are exceptionally long. For larger or longer extruders the bases are seldom rigid enough to guarantee maintenance of the manufacturer’s alignment.
There are quite a number of capable extruder alignment technicians available with the proper equipment and techniques, but there are also a number offering an incomplete or even incorrect service. It’s best to question how they are going to perform the alignment.
If you have experienced broken screws, excessive screw/barrel wear, barrel wiggle, or heater creep, save yourself a lot of money and downtime in the long term by starting out with a properly aligned extruder.
About the Author
Jim Frankland is a mechanical engineer who has been involved in all types of extrusion processing for more than 40 years. He is now president of Frankland Plastics Consulting, LLC. Contact jim.frankland@comcast.net or (724)651-9196.
Related Content

How to Set Barrel Zone Temps in Injection Molding
Start by picking a target melt temperature, and double-check data sheets for the resin supplier’s recommendations. Now for the rest...
Read More
Are Your Sprue or Parts Sticking? Here Are Some Solutions
When a sprue or part sticks, the result of trying to unstick it is often more scratches or undercuts, making the problem worse and the fix more costly. Here’s how to set up a proper procedure for this sticky wicket.
Read More
Density & Molecular Weight in Polyethylene
This so-called 'commodity' material is actually quite complex, making selecting the right type a challenge.
Read More
The Importance of Melt & Mold Temperature
Molders should realize how significantly process conditions can influence the final properties of the part.
Read MoreRead Next

Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More