
Plasticating Rates: Your Profits Are at Stake
To get the best cycle time you need the right machine, and few molders take the time to specify this critical component of the process.
.jpg;width=70;height=70;mode=crop;format=webp)
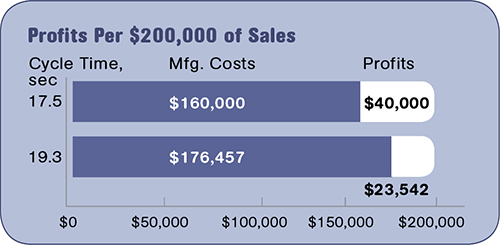
A second or two added to your cycle can take a huge chunk out of your profits. For this example, see table below.



You know the pressure you’re under to provide a low part cost. To make matters worse, you often do not have enough time or data to do it right, rendering most quotes mere “guesstimates.”
I would love to see how your estimated or quoted cycle times compare with actual results. Every molder ought to have a spreadsheet ranking their jobs on quoted cycle time vs. actual (available free on my website, scientificmolding.com). It will tell you where you are losing money. If, for example, you are quoting based on a cycle time of 17.5 sec but are actually running parts at 19.3 sec, you have lost 41% of your profit margin (see illustration). One second can mean a gain or loss of $50,000/yr for some plants. Think about it.


To get the best cycle time you need the right machine, and I am appalled at how few molders take the time to specify this critical component of the process. In our last column we dealt with calculating shot size and shot capacity of an injection press. The calculation was not that simple, as machines are typically specified for the melt densities of polystyrene and you might be running something else. Still, you must do this calculation to find out if the barrel can handle the shot required.
But this calculation is only part of the story. Remember Murphy’s Law: Whatever can go wrong usually does. Well Mr. Murphy has more bullets for you to dodge. One of them is plasticating rate, or screw recovery time. Can the screw melt the shot in the time needed to obtain the quoted cycle time? If not, it’s your money out the window.
Machine suppliers usually provide data on plasticating or recovery rates. The specifications can be gram/sec, oz/sec, or lb/hr, but read the fine print. Because, once again, this data is usually presented for melting PS. And as we discussed last month, you have to do the conversion for your resin.
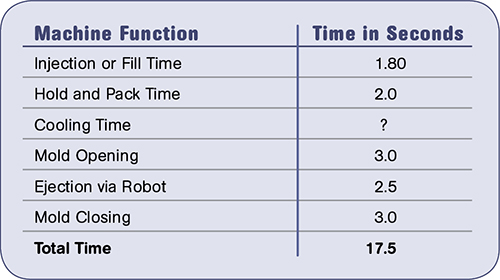
For the purposes of this column, let’s say our shot of parts, runner, and sprue (16-cavity, cold runner), is 224 g of PP. Our project engineer quoted a cycle of 20 sec, but marketing forced it down to 17.5. This is a cap mold, so fast cycles are demanded. The 17.5-sec. cycle time is the sum of:
1. Fill or injection to fill the part
2. Hold/pack time, packing the part to dimensions
3. Cooling time
4. Mold opening
5. Ejection
6. Mold closing and lock-up.
So how much time is there for recovery or melting? Assigning some rough numbers for these functions might look something like the table above. It appears that we have about 5.2 sec to melt the 224-g shot. Not quite that much time, though, because within this cooling time, your machine has to be doing some other things:
•Screw delay or suckback before screw rotation. This is recommended to minimize wear on the screw tip, check ring, and screw drive motor. What happens if you do not have this delay? Ever wonder why non-return valves wear so fast or screw tips break? All you need is 0.1 to 0.3 sec of screw delay to allow the melt pressure to decay to a reasonable level.
•Plasticate or melt your next shot.
•Screw decompression or suckback after screw rotation to reduce drool.
•Idle time. Why? Because you cannot set plasticating time. You set screw rpm and backpressure, and plasticating time is a result. During production, screw rotate time will vary relative to the amount of colorant, size/type of granules, backpressure, and other process variables. So, you have to leave at least 0.2 to 2.0 sec of idle time so your cycle time is not dependent on plasticating time.
It’s apparent that you don’t really have 5.2 sec for plastication in our sample shot. It’s more like 4.9 sec. Now check the machine specs for “recovery rate” or plasticating capacity. Our specs say 428 lb/hr. It’s more relevant to view this as 1.9 oz/sec or 54 g/sec. So if we need 224 g for the shot, that’s 224 g ÷ 54 g/sec = 4.2 sec. No problem!
Again, we have to remember that the specification is for PS and we are molding PP, and the densities and specific heats or heat capacities are different. In this case, heat capacity rules the calculations. PS has a heat capacity of 1.2 kJ/kg-°K, and for PP it’s 1.8. We actor in the difference as a ratio: 1.2/1.8 or 0.67. So we now have a plasticating rate of 54 g/sec x 0.67 = 36 g/sec. And 224 g ÷ 36 g/sec now gives us a platicating time of 6.2 sec. Oops, there goes cycle time and lost profits.
Yet there’s more to consider: The specific heats are per °K, the same as a °C, so we have to factor in the melt temperature of each resin—PS at 425 F and PP at 400 F. Converting to °F, we get 218/204 = 1.07. Our plasticating rate is thus 36 g/sec x 1.07 or 38.5 g/sec and a predicted plasticating time of 224 g ÷ 38.5 g/sec = 5.8 sec. The equation to use (as per John Klees) is:
Plasticating Rate (Pr) for PP =
Pr PS x (Sp Heat PS/Sp Heat PP) x
(Melt Temp PS °C/Melt Temp PP °C)
There’s still more to consider. The machine spec is for the maximum plasticating capacity. Do you want to bet your profit margin on a maximum spec, implying maximum screw rpm and minimum backpressure? Considering check-valve leakage, recovery-time variances, screw wear, higher backpressure for mixing colors, and other factors, a prudent safety factor would be 10% to 15% additional capacity. Now we are up to 246 g and a possible plasticating time of 6.4 sec or longer.
Let’s settle on a required 7.0 sec for cooling—that is, screw rotate time plus screw delay of 0.2 sec, plus 0.2 sec for decompression after screw rotate, plus at least 0.2 sec for idle time.
What happened to our profit margin? See the illustration again. The extra 1.8 sec on the cycle ate 41% of your quoted profit.
A little trick here for jobs that are tight on plasticating time is to use a nozzle shutoff valve. This option allows the machine to utilize the time during mold opening and closing for plasticating. A significant time saver, but nozzle shutoffs are usually high-maintenance.
















Related Content

Density & Molecular Weight in Polyethylene
This so-called 'commodity' material is actually quite complex, making selecting the right type a challenge.
Read More
A Simpler Way to Calculate Shot Size vs. Barrel Capacity
Let’s take another look at this seemingly dull but oh-so-crucial topic.
Read More
PBT and PET Polyester: The Difference Crystallinity Makes
To properly understand the differences in performance between PET and PBT we need to compare apples to apples—the semi-crystalline forms of each polymer.
Read More
Understanding Strain-Rate Sensitivity In Polymers
Material behavior is fundamentally determined by the equivalence of time and temperature. But that principle tends to be lost on processors and designers. Here’s some guidance.
Read MoreRead Next

Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More