
Blow Molding News at K 2013
Close Up: Blow Molding
All-electric machines of all types were the stars of the show, but there were a number of other noteworthy developments.


PET lightweighting reached new lows at K. For example, KHS knocked 1.1 g out of the typical 3.7-g thread weight for carbonated-beverage preforms.

All-electric machines, such as the new KBB Series from Kautex, dominated the blow molding exhibits at K. Machine builders are focusing more and more on this area.
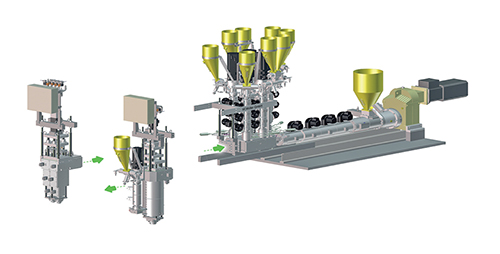
W. Müller came up with a way to change coex extrusion heads faster and easier without having to remove and remount the satellite extruders. Müller separates the extruder collection block, which stays in place, from the removable flow-divider section and the head itself.



All-electric machines of all types were the stars of the show, but there were a number of other noteworthy developments: foam blow molding of automotive parts, extrusion blow with up to eight shuttles, remote internet monitoring on mobile devices, and quick extrusion head changes without touching the extruders. For PET the novelties included asymmetrical preforms for squeezable bottles, molding two different preforms and bottles at the same time, real-time crystallinity monitoring and control, and several achievements pushing the limits of lightweighting.
ELECTRIC MACHINES GALORE
Automa S.p.A. of Italy showed off a model of its new Synthesi EBM-Pro all-electric extrusion blow molder for high-output production. Its modular construction allows addition of up to four shuttles—and, if needed, an additional four shuttles and a second extruder can be added in a back-to-back “mirror” arrangement that saves the cost of buying an entire new machine. Special features of the system include the Advanced Cooling System (ACS), said to cut cooling time by 15-30%. It also offers fast tool change within 60 min on average and color change on the W. Muller heads in 30-80 min.



Also new is Automa’s iLab software, developed with Bologna University, which simulates bottle performance and aids in designing bottles with new shapes or weight reduction. The software can be used to develop a parison profile, which can be downloaded to the molding machine.
As reported in our September show preview, Bekum of Germany (U.S. office in Williamston, Mich.) showed one of its latest all-electric double-shuttle machines, the EBlow 407D with C-frame clamp and spiral distributor extrusion head. Bekum also showed an interesting application: The Euro canister is a stackable, 20L container coextruded in three layers with calcium carbonate in the center layer to add stiffness, save material, and reduce cycle time by increasing heat transfer.
As previewed in September, Hesta Blasformtechnik of Germany launched its all-electric HG360/E and HG460/E all-electric single-station shuttles with strokes of 360 and 460 mm, respectively, and 12-metric-ton clamps. They are said to use less than half the energy of hydraulic counterparts (0.21 kWh/kg vs. 0.43 kWh/kg for HDPE), and can recycle braking energy to the heaters and extruder motor. In addition, starting last month, Hesta’s HFD490 double-station shuttle with 490-mm stroke and 15-m.t. clamp became available in an all-electric (HGD) version.
As noted in our September preview, the big introduction from Kautex Maschinenbau (U.S. office in North Branch, N.J.) was its KBB series of all-electric, continuous-extrusion machines in four models from 10 to 40 m.t. and strokes from 400 to 1000 mm. Their modularity provides flexibility in configuration. Through reduced weight of components and other modifications, dry-cycle time has been reduced 25%. Traversing time for a 770-mm stroke is only 0.6 sec. Lighter-weight moving components is also said to reduce energy consumption and required drive power. Excess braking energy can be recovered and recycled to the machine or the power grid. Mold changes can be performed by two persons in less than 15 min. Automatic lubrication reduces maintenance, and downtime is also reduced by the ability to adjust clamping or calibration force on the fly.
To meet demand for high-output, multicavity machines for consumer packaging, Kautex announced that its Chinese-built KCC20D shuttles with strokes of 900 and 1150 mm are now available for the first time outside Asia. They can handle up to 2 x 16 cavities and produce containers from 100 ml to 5L. The larger model has increased clamp force of 36 m.t. These machines have been used in Asia to make detergent bottles up to 3.5L and shampoo bottles from 200 to 750 ml.
In addition, Kautex introduced BC Connect web-based software for remote monitoring of its machines on smartphones, tablets, or PCs. And for customer training, Kautex created new “virtual machines” that operate like flight simulators with control interfaces like a real machine that display simulated operating behavior.
Magic MP of Italy, represented here by Blow Mold Solutions, Elwood, N.J., presented three new all-electric machines, including one for PET (see next section). The ME L30/D is a large double-station continuous-extrusion machine for containers of up to 50L. At the show it was making 25L HDPE containers weighing 1200 g in 40 sec. It has a 30- or 35-m.t. clamp and new electrically adjustable clamp force, as well as microadjustable carriage positioning. The patented clamp applies force in the center of the platens. Magic says the machine achieves the highest Euromap energy-efficiency class (Class 10) with electrical consumption of 0.28 kW/kg. The machine was also shown with a new electrically adjustable PWDS deformable parison system.
Another new electric machine from Magic was the ME L5/ND, a 10-m.t. single-station model, which featured Magic’s first four-layer coex head (it previously offered up to three layers). It was molding a 5L jerry can using four extruders—two horizontal and two vertical. The structure was virgin HDPE with masterbatch, a layer of regrind, a layer of adhesive, and inner layer of nylon barrier resin.
Rikutec in Germany (U.S. office in Whitinsville, Mass.), is starting to offer electric servo-driven extruders on its large accumulator-head machines for drums and IBCs.
As reported in our October Keeping Up section, Techne Graham Packaging Co. Italia Srl in Italy demonstrated its new ADVT2-750 all-electric double shuttle, which produced 250-ml HDPE dairy bottles at 12,000/hr. It’s part of a new ADVT electric series for small to medium production. At the show, it molded bottles neck to neck in two 20-cavity molds with needle blow in the neck collar. Cycle time was 12 sec.
Uniloy Milacron, Tecumseh, Mich., brought two new all-electric machines to the show. As reported in our September preview, one was a single-sided, 20-m.t. shuttle from Uniloy’s German B&W unit. Like the hydraulic models, it does not use a toggle clamp, gaining flexibility in mold height, Uniloy says. One new feature is its ability to use molds from hydraulic B&W machines. Another is an all-electric version of the hydraulic PWDS parison weight-distribution system with a deformable ring.
The other new machine was a UMIB-100EZ injection-blow system from Uniloy’s Moretti branch in Italy. The first unit is a 100-m.t. toggle press, though other sizes will be coming. It’s said to use about 30% less energy than a hybrid machine with electric screw drive, in addition to being more repeatable, cleaner, and quieter—qualities important for clean-room applications.
At customers’ request, Jomar Corp., Egg Harbor Township, N.J., offers a new hybrid option for its injection-blow machines. Jomar will offer electric drive on the screw and indexing head, said to save 33% in energy consumption. The hybrid option will first be available on a 65-ton model and later on the whole line. A company official described this as “a first step toward an all-electric machine.”
QUICK-CHANGE EXTRUSION HEADS
Two new developments were presented by W. Müller, a supplier of extrusion heads, extruders, and controls (U.S. office in Agawam, Mass.). First, Müller has come up with a quick-change system for continuous-extrusion coex heads. Because satellite extruders for multi-layer heads are typically mounted vertically on top of the head manifold, they either must be removed and remounted on another manifold, which is time-consuming; or each head must be equipped with its own extruder set, which can be costly.
Müller’s new system divides the manifold into an extruder collection block and a flow-divider section. The collection block and associated extruders remain on the molding machine, while only the flow divider and the head itself are changed via a quick-connect coupling. Heater power and thermocouple cables are hard-wired to a junction box on the head and can be hooked up to the main electrical cabinet with quick connectors. A head change now takes 1.5 to 3 hr.
Müller has responded to customer demand for multilayer heads for larger containers, including 55-gal (220L) drums and IBCs. Its new single-parison ReCo three-layer continuous-extrusion head for large drums has a max. diam. of 400 mm and throughput up to 1320 lb/hr. It comes with servo-electric parison programming.
FOAM MAKES A COMEBACK
As reported in our December K Close Up, foam blow molding re-emerged as an area of active development at the show. Trexel Inc., Wilmington, Mass., showed off a developmental HDPE automotive air duct lightweighted with the company’s MuCell microcellular foaming system. An equipment supplier that did not wish to be identified is also working on such applications. MuCell Extrusion LLC, Woburn, Mass., already has a customer with automotive applications in Japan.
INNOVATIONS FOR PET
In stretch-blow molding systems, Aoki (U.S. office in Elk Grove Village, Ill.) showed the new SBIII-500-150 (150 m.t.) machine for wide-neck products. It differs from most one-step injection stretch-blow (ISBM) machines in that the neck is blown rather than injection molded, allowing production of lighter-weight jars. At the show it molded a 750-ml PET jar with a 68-mm neck weighing 32.4 g. Cycle time for the six-cavity tool was 8.9 sec, for 2427 jars/hr.
Another unusual introduction from Aoki was the SBIII-150N-12 (12 m.t.) ISBM system for small hotel amenity bottles. It molds preforms that are thicker on two sides and thinner on the other two to make the bottles more squeezable. It molded 20-ml bottles in two rows (2 x 7 cavities) on a 7.7-sec cycle, for 6545 bph.
Also new from Aoki was the SBIII-500LL-50 (50 m.t.) fast-cycle ISBM machine for very lightweight, narrow-neck products. Said to be Aoki’s fastest machine, it molded 220-ml PET bottles weighing 6.1 g in 16 cavities on a 6.3-sec cycle (9143 bph).
Automa also previewed upcoming enhancements for its ATO one-step ISBM series for PET. These are hybrids with electric screw drive, but an all-electric model in a new and larger size is on the way, aimed at wide-mouth jars. It will be 150 m.t. (current models are 50 and 80 m.t.). The new machine will be available in the current single-row design as well as with a new double-row option, which will also be offered for the 80-tonner.
KHS of Germany (U.S. office in Waukesha, Wis.) introduced its “streamlined bottle thread,” designed to reduce weight of PET bottles and also to ensure that the bottle can be transported by an air conveyor. This proprietary development removes 1.1 g of material from the typical 3.7 g for the thread in carbonated beverage bottles while remaining compatible with standard caps. KHS is also working on trimming thread weight for PET bottles for still drinks.
KHS has further refined the compressed-air recycling technology in its InnoPET Blomax Series IV rotary reheat stretch-blow machines. When originally introduced in 2012, the Airback Plus technology saved 5-10% of compressed air for stretch-blowing by recycling it back into the blowing wheel. Now, Airback Plus is said to save 35-40% of compressed air by recycling it for both preblowing and blowing.
KHS also has enhanced its InnoPET Plasmax SiOx plasma coating process, which deposits a micro-thin layer of glass inside PET bottles. What’s new is a protective topcoat that protects the glass barrier layer from mildly acid foods and drinks, and also provides mechanical protection when the bottle is stressed during transport or use.
An additional new development from KHS is the Innoprint machine that provides direct digital inkject printing on round bottles in up to five colors at up to 600 bph. Previously, only flat bottles could be printed this way and with lower speeds and fewer colors. The process uses no solvents; the ink does not migrate into the bottle contents; and it does not affect recycling, according to KHS.
After an absence of 10 years, Magic is back in the ISBM market with a new system that it claims to be “the first single-stage 100% electric machine.” The BME 154/6 has a linear configuration with two to eight blowing cavities and four to 16 preform cavities. Because it takes longer to mold the preforms than the bottles, the machine blows a set of preforms in two cycles—half the preforms at a time—without need for a conditioning station. This reduces the required clamp force, energy consumption, and tooling cost. The machine has toggle clamps for injection and blowing (24 and 17 m.t., respectively). The machine at the show had four preform cavities and two blowing cavities. Preforms of two different sizes, shapes, and weights were molded on each cycle and two different bottles were blown from them.
Nissei ASB Co. (U.S. office in Atlanta) had four new stretch-blow machines at the show:
•PF24-8B is a linear ISBM machine for high outputs of small or large PET bottles. Nissei’s “1.5-step” process molds the preforms, then optimizes their temperature before passing them to the blowing station. It is very compact, and the PF24-8B has three times the productivity of the existing PF8-4B model while requiring only 50% more floorspace. It comes in two models, both with 69-m.t. injection clamp, that have 12 or 24 preform cavities, as well as a 12H model with integrated handle inserter. Max. bottle size is 1.5L with 24 cavities and 5L with 12 cavities. Unlike smaller PF models, the new electric/hydraulic hybrid is convertible from 12 to 24 cavities and from small to large containers. The 24-cavity unit at the show made 500-ml water bottles (9.8 g) at 9000 bph, while a 12-cavity unit made 83-g edible-oil bottles (48-mm neck) at 2400 bph.
•ASB-12M is a small, one-step rotary ISBM capable of running a wide variety of resins and bottles or jars. It uses two servo-driven hydraulic pumps to cut energy consumption by about 20% vs. standard hydraulic machines. It has a 14-m.t. preform clamp and is suited to short-run/high-mix production or lab use.
•HSB-2M is a smaller, double-blow, heat-set, rotary reheat SBM machine for hot-fill or pasteurized containers up to 4L and 110-mm neck diam. It molded 950-ml, 66-g pickle jars in two cavities at 1440 bph.
As reported in our November 2013 Keeping Up section, SIPA of Italy (U.S. office in Atlanta) brought out its new SFR EVO3 series of rotary reheat stretch-blow machines with six to 24 cavities. Output is boosted 12% from 2000 bottles/hr per cavity to 2250 bph, partly through reduced mass of moving parts. SIPA also claims 25-30% reduction in compressed-air consumption and a new oven that uses 40% less energy and is retrofittable to other EVO machines. SIPA is developing a system that will cut mold-change time from 100 sec down to 35 sec without tools.
SIPA also showed new developments in PET preform production. As reported in our July Close Up, SIPA showed off one of the new preform injection presses from Athena Automation, Vaughan, Ont., as part of its XForm preform production system. SIPA will use the 150- and 300-metric-ton models from Athena, which a SIPA official described as providing the lowest cost of production of any machine on the market, largely through 20-30% lower energy consumption.
Dramatic reductions in preform weight were trumpeted by SIPA at the show. Its new, proprietary X-Mould technology reportedly allows filling thinner wall sections, so it is now possible to mold a 0.5L bottle weighing only 7.2 g on existing preform and bottle machines from a variety of suppliers. SIPA also says it is now possible to mold preforms with ratios of length to wall thickness (L/t) close to 60 using the same injection pressure as is normally used for preforms with 45 L/t ratios. X-Mould tooling is said to break the L/t limit of 50 for preform tooling that has persisted for more than 20 years.
SIPA also introduced its XTreme line of continuous preform compression molding systems, which permit L/t ratios up to 80, meaning that PET preforms can now be up to 10% lighter than any produced by injection molding, without losing any key properties. By thinning the base area, in particular—which SIPA says has been limited more by the ability to fill preform injection molds than by bottles’ functional requirements—a 0.5L bottle can weigh just 6 g. Other reported benefits include cycle times just a fraction of those for injection molding, 10% lower energy consumption than a preform injection system with equivalent output, much more compact footprint, much faster mold changes, simpler operation (with pneumatics instead of hydraulics), and lower stress on the melt in molding, which means lower acetaldehyde (AA) levels and higher IV.
SIPA also introduced mold refurbishing and conversion services at K, available from service centers in Italy, China, and the U.S.
Agr International, Butler, Pa., plans to enhance its Process Pilot system for total management of PET reheat SBM machines with crystallinity monitoring and control. Currently, Process Pilot includes IR sensors to monitor material distribution in the bottle and a vision system to monitor black specks. By the second quarter of this year, Agr plans to use IR and vision sensors to monitor crystallinity and then signal the oven heaters to make adjustments to control crystallinity without changing material distribution. Crystallinity correlates with bottle appearance (pearlescence, haze), heat resistance for hot filling and heat setting, topload strength, and shelf-life protection of the contents.
















Related Content

Automation in Thermoforming on the Rise
Equipment suppliers’ latest innovations exemplify this trend driven by factors such as labor shortages, higher-speed thermoformers and tighter quality control.
Read More
High-Temperature Syntactic Foam and High-Slip Plug Materials for Thermoforming
At K 2022, CMT Materials to launch new Hytac syntactic foam and a developmental higher slip plug materials with no PTFE.
Read More
Minnesota-Based Initiative Launches Circular Economy for Flexible Films in Upper Midwest
MBOLD coalition unites leading global businesses and research institutions to catalyze a regional circular economy for flexible films and packaging materials.
Read More
Can Plastic Recyclates be Welded Ultrasonically?
What is possible with ultrasound? Will the result with recycled plastics material actually be worse than with standard material? Do we have to adapt our technology?
Read MoreRead Next

K 2013 Preview: Blow Molding
Of the six machine builders who were willing to pull back the curtain even a little, five of them said they’d be showcasing all-electric presses. That remarkable fact suggests that all-electric technology, which has been a much harder sell in blow molding than in injection molding, is at last starting to find traction.
Read More
Headlines from the K 2013 Show
Here’s just a taste of the innovations on display, a selection of the top headlines not covered in our September show preview.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More