
Branched PVDF Gains Melt Strength For Film, Blow Molding, Thermoforming
Chain branching opens up lots of new processing opportunities for these fluoropolymers.


Fig. 1—New branched high-melt-strength (HMS) Kynar resins show similar or lower viscosity than comparable standard Kynar PVDF at 210 C, even though the HMS grades have lower MFRs.
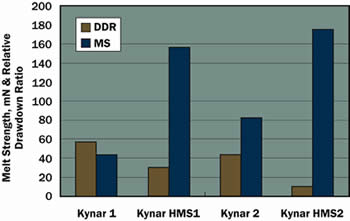
Fig. 2—New HMS PVDFs show higher melt strength while retaining adequate drawdown ratio (DDR) capabilities at 230 C.
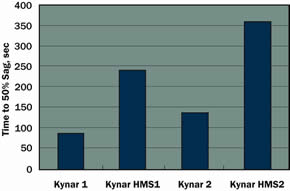
Fig. 3—Greater sag resistance of HMS PVDF at 227 C indicates better thermoforming and blow molding behavior.
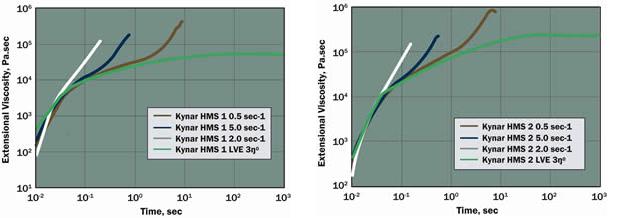
Figs. 4 & 5—Extensional viscosity of branched Kynar HMS at 180 C shows strain hardening, which improves control of blow molding and blown film extrusion.
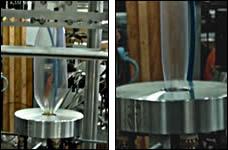
In blown film testing, new HMS PVDF (left) permits a 2X greater blow-up ratio than standard PVDF (right).
Polyvinylidene fluoride (PVDF) resins have found broad use for more than half a century in outdoor decorative films and paints, corrosion-resistant equipment, and flame-retardant electronics insulation. However, they have seen only limited use in melt processing. The material boasts long-term uv stability; excellent resistance to harsh chemicals like acids, chlorine, and bromine; and high thermal stability for increased flame and smoke resistance.
The alternation of hydrogen and fluorine atoms on the molecular chain provides additional properties like abrasion resistance, radiation stability, and a lower melting point than most fluoropolymers, which allows for lower processing temperatures similar to those of polyolefins. Other benefits are lower density than most fluoropolymers and good tensile strength at up to 150 C/302 F.


Despite this impressive property profile, PVDF has struggled to shake its niche status. Arkema Inc. has done extensive development work to alter homopolymer PVDF with the aim of improving processing efficiency and thus broadening its use.
New Kynar High Melt Strength (HMS) PVDF grades are chain-branched resins that exhibit high melt strength and sag resistance during extrusion, making them excellent candidates for extrusion blow molding, thermoforming, and blown film extrusion. While commodity resins such as polyolefins, PET, and ABS have dominated these processes, there is now growing interest in engineering resins. The ability to modify polymer architecture to balance melt viscosity with elasticity allows these PVDF resins to be cost-competitive while maintaining the material’s performance attributes.
Kynar HMS grades exhibit balanced rheological properties, which allow them to be used in many more processes and applications than conventional PVDF resins. They combine good melt strength and draw-down ratio with sag resistance and strain hardening. They are specifically recommended for extrusion blow molding, thermoforming, and blown film extrusion. They can also be used in rigid foam extrusion and potentially in fiber spinning. Furthermore, their mechanical and physical properties remain comparable to those of conventional Kynar resins. Arkema is manufacturing HMS resins at a pilot facility and is sampling the materials with key customers.
New opportunities open up
How can processors benefit from these new materials? Blow molding permits fabrication of hollow objects such as bottles and large containers for chemical storage. Chemical liners and trays are key markets for thermoforming, while protective extruded coatings are being targeted for film.
Availability of engineering-grade materials suitable for these applications has been limited. Most such materials have been developed primarily for injection molding, profile extrusion, and wire coating. They have processing characteristics (melt viscosity, melt elasticity, melting point, and thermal stability) more tailored to those processes. They are not well suited for processes where high uniaxial and biaxial stretching is involved.
While the use of modified screw designs with lower compression ratios and long transition zones can help avoid stagnation flows that promote resin degradation, the key hurdle in blow molding remains the formation of the parison. Previously, engineering resins have been hindered by excessive sag, that is, the inability of the melt to withstand gravity and blowing forces before and during molding. Solutions such as accumulators, which can be used to decouple the extrusion speed from the parison formation, as well as preblowing and stretch-blow molding, are costly alternatives that require constant adjustment to achieve optimization.
Thermoforming has been used extensively for manufacturing large and complex objects. While previously limited to applications where extreme dimensional stability and high tolerances were not required, today’s processes and advanced resins allow forming of sophisticated tight-tolerance parts. Thermoforming continues to claim new territory from other processes, including compression and injection molding.
In thermoforming, the key parameters are rheological properties that must be well balanced to meet the requirements for sheet formation and vacuum stretching and forming. Among the critical resin properties are viscosity control and melt strength. In particular, high melt strength is recognized as essential for this process, to allow wider processing windows and higher sag resistance. Due to its improved melt strength and sag resistance, Kynar HMS has strong potential for vacuum forming of thin sheet into liners, open trays, and heat-sealed parts for chemical storage applications.
High bubble stability
In blown film extrusion, balanced rheological properties are also important because they allow high blow-up ratios, excellent bubble stability, and enhanced optical properties at low thicknesses. The process requires relatively low viscosity for ease of processing and elimination of surface defects like sharkskin while demanding sufficient melt strength and sag resistance to support the bubble weight and withstand controlled biaxial stretching to allow production of thin films.
In blown film, Kynar HMS expands the processing window and maintains PVDF resin properties such as tensile strength, impact resistance, and chemical resistance. It offers excellent balance between melt strength and elongation, high sag resistance at low viscosity, and high die swell. These enhanced properties were obtained by the introduction of long-chain branching. One of the key applications is fire-resistant extrusion coatings for aircraft interiors.
How the new PVDF compares
An Arkema study compared the rheological properties of two pairs of PVDF samples with different molecular structures. The first pair consisted of two existing commercial grades, Kynar 1 and Kynar 2, with two different molecular weights and melt flow rates of 23.6 and 4.8 g/10 min at 230 C, respectively. The second pair was newly developed Kynar HMS 1 and Kynar HMS 2 with different molecular weights and melt flow rates of 15.5 and 2.5 g/10 min at 230 C.
Figure 1 shows the viscosity/shear rate curves for Kynar and Kynar HMS samples at 210 C. The higher-flow samples (Kynar 1 and Kynar HMS 1) show almost identical viscosity profiles over the entire shear-rate range, which indicates that the two resins can be processed under similar conditions, despite the differences in MFR values (which are obtained under low-shear conditions).
The curves for the lower-MFR samples (Kynar 2 and Kynar HMS 2) show that the commercial sample has a higher melt viscosity than Kynar HMS 2 throughout the shear-rate range. In both cases, the melt viscosity data contradicts the MFR data because the HMS samples are both higher in viscosity (by the MFR test) than the commercial samples (Kynar 1 and 2). This discrepancy is due to the difference in the melt elasticity of the new resins, which is much higher for the HMS samples than for the Kynar 1 and 2 samples.
The melt strength and drawdown ratio (DDR) for the samples at 230 C are shown in Fig. 2. Kynar HMS 1 exhibits a melt strength four times higher than Kynar 1 despite an identical shear viscosity. Similarly, Kynar HMS 2 has twice the melt strength of Kynar 2. The increased melt strength suggests improved performance during thermoforming and greater sag resistance in extrusion blow molding and blown film extrusion.
Differences in drawdown ratio are also shown in Fig. 2. Kynar HMS samples retain a sufficiently high drawdown capability (though less than the commercial samples) together with high melt strength, which makes them well suited for extrusion of monofilaments, fibers, and blown films, where a drawdown ratio of 10:1 or higher is usually required. The maximum values attained at 230 C are far higher than the draw ratios typically observed in thermoforming or blow molding.
Better sag resistance
Sag resistance is the most important property in thermoforming. It can also be important in extrusion blow molding. Sag resistance is temperature dependent and its measurement involves evaluating a form of creep resistance in the melt under no load. However, it is difficult to quantify because of the many test methods, conditions, and geometries that are used. In this study, sheets were placed over the end of a 6-in.-wide glass pipe and allowed to equilibrate in temperature. Using a graduated gauge along the glass pipe, measurements of the sag of heated resin were taken as a function of time. The end point of the test was when a sheet had sagged to 50% of the depth of the glass pipe—an arbitrary amount termed “50% sag” in Fig. 3. The graph shows the relative sag resistance for the standard Kynar and new Kynar HMS samples at 215 C for the low-viscosity pair and at 228 C for the high-viscosity pair. For each pair, the new branched samples are far less susceptible to sag than their unbranched counterparts, as indicated by a longer time to reach 50% sag. For the low-viscosity pair, it takes 80 sec for Kynar 1 to reach 50% sag, versus 240 sec for Kynar HMS 1. The sag resistance for the high-viscosity pair shows 50%-sag times of 130 sec and 350 sec for Kynar 2 and Kynar HMS 2, respectively.
Extensional viscosity measurement of molten polymers is not very common in the plastics industry due to the complexity of the testing protocol and the difficulty in implementation. However, it is by far the most sensitive technique to determine the effect of changes in the molecular structure of polymers on rheological properties. Chain branching can only be determined using extensional viscosity, though oscillatory measurements could provide some valuable information when the molecular-weight distribution is identical.
The principle of extensional viscosity measurement relies on stretching a polymer at different rates in the molten state. When the polymer is considered linear, meaning that the polymer chains are free from any branch points, the stretching of the sample will be uniform and no strain hardening is observed because the chains are not prevented from slipping over each other. As a result, the stretching force or stress reaches a steady state. In chain-branched polymers, the slipping of the chain is perturbed by the presence of branches, which are entangled with the main chains therefore causing strain hardening. Therefore, the stretching force or stress reaches a pseudo-steady-state and then rises again due to the resistance caused by the branches intermingled with the main chains of the polymer. This strain-hardening effect is amplified as the stretching rate increases, since the time scale of the response to the drawing force is shorter for faster extension rates.
Extensional viscosity of PVDF samples was measured with a specially equipped strain rheometer. Figures 4 and 5 show the extensional viscosity of the Kynar HMS samples at 180 C versus the time to reach strain hardening. The measurement mimics processing at a constant drawdown ratio. The measurements were conducted at different extension rates and compared to the linear viscoelastic (LVE) envelope determined by a step-strain experiment. The LVE is the base line for extensional viscosity at zero shear rate and is determined with a parallel-plate rheometer.
Both Kynar HMS samples show strain hardening, confirming the presence of chain branching and showing a relationship between the extension rate and the extent of hardening—i.e., strain hardening occurs faster at higher extension rates. This correlation is considered crucial in extrusion blow molding and film blowing because it allows better control during parison inflation or bubble expansion. As a result, a more uniform final product thickness is obtained in both processes.
The two photos show examples of blown film trials at 240 C using a laboratory-scale blown film line. With the standard Kynar 2 sample it was possible to produce a bubble with a maximum blow-up ratio of 2.2 and a film thickness of 10 microns. The layflat dimensions were 55 mm based on an annular die-orifice diameter of 0.5 in. When the airflow was increased, the bubble exhibited a distorted “sausage effect” and burst at random locations. Also, while the thickness achieved was rather small, the mechanical integrity of the film was not consistent and showed severe fracture in the machine direction.
For the branched sample, Kynar HMS 2, it was possible to produce a bubble with a blow-up ratio as high as 4.4, layflat of 110 mm, and film thickness of 5 microns. The bubble showed excellent stability without bursting in a 30-min run. The ability to achieve high blow-up ratios is directly linked to chain branching but also to the balance between the resin’s viscosity and strain hardening, which creates optimum conditions for this process.
Dr. Nafaa Mekhilef is a senior research scientist with expertise in polymer structure and rheology and how they correlate with melt processing. He can be reached at (610) 878-6977 or at nafih.mekhilef@arkema.com. Dr. Lotfi Hedhli is a senior research scientist and an expert in the synthesis of fluoropolymers and condensation polymerization. He can be reached at (610) 878-6623 or at lotfi.hedhli@arkema.com. David Seiler is Kynar global business manager. He can be reached at (215) 419-7396 or at david.seiler@arkema.com.
















Related Content

Solve Four Common Problems in PET Stretch-Blow Molding
Here’s a quick guide to fixing four nettlesome problems in processing PET bottles.
Read More
How Was K 2022 for Blow Molding?
Over a dozen companies emphasized sustainability with use of foam and recycle, lightweighting and energy savings, along with new capabilities in controls, automation and quick changeovers.
Read More
Compact, Affordable Robotic Palletizer for FHPC Bottles
Sidel introduces high palletizing performance in a compact, affordable package for food, home and personal care bottles.
Read More
50 Years of Headlines … Almost
I was lucky to get an early look at many of the past half-century’s exciting developments in plastics. Here’s a selection.
Read MoreRead Next

Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More