
Composites: Higher Properties, Lower Cost
Part II of our review of the big JEC international composites show in Paris focuses on resins and reinforcements. (Part I, last month, covered process enhancements, thermoplastic composites, machinery, and tooling. See Learn More box.)




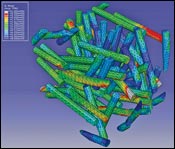
Bullet-stopping armor uses new Innegra S high-modulus PP fiber drawn 24X its original length. This creates bamboo-like striations and surface ridges, giving it added strength and better surface adhesion in a resin matrix.
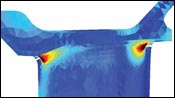
New Digimat-FE software from e-Xstream Engineering models volume in a composite microstructure with the ability to analyze fiber clustering and size distribution of voids.
New simulation software from Cenaero in Belgium simulates and predicts crack propogation in 3D, including cracks in welds and adhesive bonds.
Croma combines CAD software and 3D cutting to produce mating slices of PS foam. The slices are then glued together to make a model.

Italian processor Greenvision extrudes looped polyolefin meshes, which can be thermoformed into dimpled sheets or corrugations or used as cores for resin infusion.

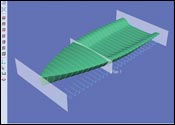
Milliken is developing NexCore, a PUR foam core with internal fiberglass trusses that is lighter and stiffer than balsa.
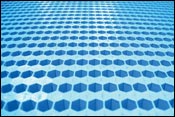
EconCore’s latest “half-open” ThermHex honeycomb takes continuous thermoplastic film and thermoforms, folds, and laminates it into a core with cells alternately closed on one side and open on the other.
Topping the raw-materials news at April’s JEC Composites Show in Paris were three relatively inexpensive fibers that are said to match many of the properties of much costlier reinforcements. All three were recently commercialized and their property ranges are still rapidly evolving.
Among other news at the show, several companies are setting up to recycle reinforced scrap and to reclaim carbon fibers from production of composites for automotive and commercial aircraft. There were also new nano- and other additives, lighter-weight cores, low-temperature curing epoxies, and resins with tuneable properties.



LIGHTER, STRONGER FIBER
The latest fibers include a new high-modulus PP homopolymer made by Innegrity LLC in the U.S. (see Learn More). Its Innegra S fiber is said to be the lowest-density synthetic fiber in the world (0.84 g/cc), with over 90% crystallinity vs. about 60% for most PP. It’s made by drawing the fibers up to 24X their original length, compared with draw ratios of 4:1 to 6:1 for most PP fibers. Innegra S is made by a patented process that involves quenching filament bundles in hot water (158 to 194 F) before drawing the bundles in a hot-air oven. Flex modulus range is 175 to 240 g/denier and tensile strength 8 to 12 g/d, Innegrity says.
The very high draw ratio creates bamboo-like ridges, cross-striations, and voids in Innegra S fibers, which enhance mechanical strength. In composites, the fibers’ micro ridges mechanically interlock with the polymer matrix, overcoming PP fiber’s normally low surface energy and poor adhesion.
When layers of unidirectional Innegra S fibers are combined 50/50 with layers of unidirectional aramid fibers (such as Du Pont’s Kevlar) in soft body armor or in composites, they can achieve the same ballistic properties (V50 ballistic test) as pure aramid, Innegrity says, though Innegra costs only 25% as much as Kevlar. While not inherently as strong as Kevlar, Innegra S has a similar speed of sound transmission, which allows the fibers to transmit the ballistic impact evenly into the rest of the panel. In addition, the company says Innegra S/glass hybrid reinforcements can be 30% lighter than pure glass with better strength, toughness, dielectric properties, and chemical resistance, suiting them to marine applications and sporting goods.
Innegra S production started nine months ago at a 300,000-lb/yr pilot plant in South Carolina, which was followed by a million-lb commercial plant in Germany. A second million-lb plant will start up soon in S.C. Initial fibers are sized for universal compatibility with epoxy, vinyl ester, and polyester, but Innegrity is now developing resin-specific sizings.
OPTIMIZED BASALT & GLASS
Chemically optimized forms of basalt and glass fibers also made news in Paris. Asamer Basaltic Fibers GmbH in Ohlsdorf, Austria, is a two-year-old partnership between the Asamer Group, a mining and quarry business, and Belichi Co., in Kiev, Ukraine, a producer of basalt fibers. Asamer has applied minerology to developing higher-strength basalt fibers, called Asa.Tec. Asamer tests its 17 basalt quarries to select deposits that have the highest silica content and the least iron, which produce fibers with the highest strength and drawing properties.
The joint venture built a new furnace in Kiev last year to produce 9- and 13-micron continuous basalt fibers with the optimized mineralogy. Asa.Tec fibers are said to achieve higher properties than any basalt fiber on the market, and Asamer has intensive R&D under way to raise the bar further. A second new production furnace is due to start up in Austria next year. Combined initial capacity for the two furnaces is over 2.2 million lb/yr. Belichi continues to make super-thin basalt fibers separately from the joint venture.
Meanwhile, AGY Holding Corp. is applying chemical optimization to create a new class of glass fiber with higher properties than its high-performance S-2 Glass fiber. AGY’s new “S-3” technology platform is intended for custom-tailoring high-performance glass grades for specific applications in lots of 200,000 lb or more. It involves adjusting the magnesium aluminosilicate content of the glass for properties such as higher modulus or temperature resistance. S-3 technology also allows for customized filament diameter and tex and optimized sizings for specific resins.
The first application of S-3 tailored fiberglass will be in a super-collider built for the European Center for Nuclear Research in Geneva, Switzerland. The glass must withstand very high temperatures (up to 1200 F) for extended periods and needs an extremely fine (11 tex) bundle size.
At the other end of the property spectrum, AGY also introduced S-1 Glass, its first industrial single-end roving, designed for high volume commodity applications that require better performance than standard E-glass but less than that offered by S-2 Glass.
A new supplier at the show was Brussels-based 3B Fibreglass, created from two European glass-fiber plants in Belgium and Norway that Owens Corning was required to divest in order to acquire St. Gobain’s Vetrotex business last year. 3B produces boron-free Advantex E-glass rovings, chopped strands, and continuous-filament mat, as well as high-performance HiPer-tex roving. 3B was acquired by Platinum Equity of Los Angeles in April.
SIMULATION & PROTOTYPING
To help engineers predict how fibers will perform in a composite, the latest Digimat software from e-Xstream Engineering in Belgium uses “Finite-element homogenization” techniques to compute composite properties. Commercialized in late 2007, Digimat-FE software models representative volume elements (RVEs) in a composite microstructure. The geometric model includes fiber clustering and size distribution of voids. The RVEs can be meshed and analyzed using most commercial finite-element software.
Another new simulation package, called Morfeo, comes from Cenaero (Center of Excellence in Aeronautical Research) in Belgium. It simulates crack propagation in 3D with advanced finite-element methods. Morfeo uses “multi-level” approaches to analyze welded or adhesively bonded structures for failure prediction. It has been used commercially to simulate friction welding and composite pipe structures.
Meanwhile, Vistagy in the U.S. released version 5.4 of its FiberSIM composite design software, which includes new connectivity to SimXpert finite-element analysis software from MSC Software Corp. in Santa Ana, Calif. Version 5.4 lets a designer and an analyst work on a composite part in parallel without lengthy data-conversion time, thus shortening the design cycle, Vistagy says. Version 5.4 also contains new tools for rendering complex cores, such as color coding of ply boundaries to visualize them better.
For building large physical models inexpensively, Croma Foam Processing Technologies in France (represented here by Fulcrum Composites), a maker of 3D foam-cutting machines for polystyrene, partnered with Cirtes, the European Center for Rapid Prototyping and Design, in France. They jointly developed the patented Stratoconception process, which takes the CAD file of a part and converts it into cross-sectional slices. Croma’s foam-cutting machine then cuts the slices out of a PS foam block that have very precise mating surfaces. Cut pieces are scored and glued together to make the large shape, rather like gluing sliced bread together to make a loaf. The process can even model hollow parts with interior details.
COMPOSITE RECYCLING
With growing mass production of composite parts, European processors are developing ways to recover value from thermosets and fiber-filled scrap. For example, Ranger SpA in Carate Brianza, Italy, an automotive composite molder, takes scrap SMC parts, grinds them to 10-15 mm size and sends the regrind to Menzolit in Germany. Menzolit substitutes the reground SMC for half of the calcium carbonate in BMC formulations, or typically 25% of the BMC mix. Ranger also cooperated with Menzolit to develop a BMC in which reground SMC replaces one-third of the formulation. That BMC is used to mold swimming-pool panels, which are expected to consume over 200,000 lb/yr of recycled SMC.
With increasing use of carbon fibers, new efforts are being made to recover these costly fibers from scrap. Two new processes remove plastic from carbon-fiber composite waste, one by pyrolysis, the other by chemical dissolution. CFK-Valley Stade Recycling in Germany has a patent-pending pyrolysis process to reclaim carbon fibers from thermoset or thermoplastic composites. The CFK process reportedly retrieves high-quality fibers 30 to 60 mm long. CFK has long-term composite waste-collection contracts with Airbus in Germany, France, and Spain. It is building a pilot plant to start up next year and plans to build an industrial plant by 2010.
CFK cooperates with Firebird Advanced Materials in North Carolina, which is developing similar technology. Both processes use customized microwave pyrolysis ovens to reclaim carbon fibers suitable for reuse in engineering resins. Firebird’s pilot-scale process was developed with the support of a U.S. Air Force research contract.
The Fraunhofer Institute for Polymeric Materials and Composites (PYCO) in Germany introduced a developmental reclamation process using a special amine reagent to decompose cyanate ester resins and recover carbon fiber or other reinforcements. PYCO is seeking industrial partners for further development of the reclaim method.
NEWS IN ADDITIVES
Topping the additives news at JEC was a process developed and patented at the Nano Science Center of the University of Jyvaskyla in Finland that uses ultrasound to functionalize carbon bonds in carbon nanotubes to create reactive free-radical elements. These reactively modified nanotubes can be used in trace amounts (under 0.5%) to enhance strength in plastics. At higher loadings, they can actually hurt properties, the developers say.
Amroy in Finland commercialized the technology in Hybtonite epoxy compounds and masterbatches in 2005, treating the reactive nanotubes so that they form permanent covalent bonds. Amroy now also offers the nanotubes in a universal masterbatch for urethane and phenolic resin systems. Applications include 2.5-meter-long wind blades made by Eagle Wind Oy in Finland for small wind-energy installations for private homes.
Structil Group in France introduced an industrial carbon-fiber prepreg with a new epoxy resin, called NT 368, that contains about 2% carbon nanotubes. Structil reports that the prepreg processes normally and that the nanotubes improve laminates’ fracture energy and compression strength by 30% without affecting other properties.
Another new functional additive is the smallest, lightest Sphericel hollow glass microsphere from Potters Industries. Sphericel 25P45 has a 45-micron mean particle size and only 0.25 g/cc density. Previously, Potters’ lightest Sphericel product was 0.34 g/cc. Potters’ other hollow microsphere product, Qcel, can be as light as 0.14 g/cc, but it has a bigger particle size (90 microns). New Sphericel 25P45 micropheres target adhesives, castings, buoyancy products, spray-up materials and putties.
Lehmann & Voss in Germany recently started pilot production of new flame-retardant unsaturated polyester formulations based on an organic phosphorus ester and methacrylic acid instead of alumina trihydrate (ATH). The phosphorus compound, which reacts with the polyester, reportedly has advantages of providing transparency and lighter weight while not hurting mechanical properties. It also takes only half as much of the phosphorus ester for the same level of FR protection. However, the phosphorus FR is expected to be significantly more expensive than ATH.
CORES & REINFORCEMENTS
Greenvision Ambiente, an Italian processor, extrudes polyolefin monofilaments, and forms them into a variety of different loopy 3D mesh structures for “geomats” used in soil drainage and erosion control. Greenvision was at JEC for the first time, showing new, patented applications in composites for these thermoplastic meshes. They can be thermoformed into dimpled sheets or corrugations, used as reinforcing elements with surface membranes, or used as cores for vacuum bag infusion.
Formax U.K. Ltd. launched a new high-loft 3D knitted thermoplastic core for RTM, RTM Light, and vacuum-bag infusion. The formable polyethylene fiber knit has open channels for faster infusion. Formax stitches chopped-fiber reinforcement on both sides in various thicknesses. The core is in trials and is expected to be commercially available soon in a standard 1.27-meter width.
Milliken & Co. is developing a glass reinforced PUR foam core that is lighter and stiffer than balsa. Called NexCore, it uses a patent-pending structure of internal fiberglass trusses and external skin layers formed around triangular inserts of low-density PUR foam. NexCore will compete with balsa and PVC foam cores for vacuum-infused parts in wind-energy, transportation, marine, and industrial applications. Milliken expects to offer it commercially by the end of the year.
EconCore NV in Belgium introduced a lighter, less expensive version of its folded thermoplastic honeycomb core. Like the original ThermHex, it’s produced from continuous thermoplastic film that is thermoformed, folded, and laminated. But the new version is folded with less material take-up, resulting in a honeycomb core with cells alternately closed on one side and open on the other. The original has cells that are closed on both sides.
Diab International AB in Sweden showed Divinycell P, a new extruded closed-cell PET foam core for industrial, transportation and wind-energy applications. This is the first PET foam core from Diab, which specializes in PVC foam cores. PET reportedly offers better fire, smoke, and toxicity ratings for transportation uses. Divinycell P comes in 0.06 to 0.15 g/cc densities and withstands processing temperatures up to 300 F, suitable for both vacuum infusion and prepreg processes. It’s supplied in sheets or custom shapes.
Diab also recently introduced Divinycell F, an extruded polyethersulfone foam for even higher temperature processing—up to 390 F, depending on time and pressure. Divinycell F went into production late last year in Texas.
Evonik Roehm GmbH (formerly Degussa) in Germany introduced a new high-temperature polymethacrylimide foam core called Rohacell HP. With density under 0.100 g/cc, it offers high creep resistance at up to 355 F and 10 bar pressure. Up to now, the company’s highest performing PMI foam could take only 7 bar at 355 F.
Teufelberger, an Austrian rope maker, is getting into 3D braiding. Teufelberger was at JEC for the first time, showing its customized carbon and glass braided structures for industrial applications.
DS Technical Nonwoven in Belgium is making nonwoven fabrics of biodegradable PLA biopolymer and mixed fibers.
MORE NEW MATERIALS
Axson Technologies in France launched Topcast, a suite of epoxy resins based on mixing and matching choices of two hardeners and two polyols to make materials with a range of hardnesses and cure times. Axson says it’s the only such multi-product epoxy system on the market.
Two suppliers announced new low-temperature-curing epoxies for prepregs. Hexcel introduced HexPly M19, designed for wind-energy blades, which cures 15% to 20% faster than any other prepreg on the market, Hexcel says. It’s based on Hexcel’s industrial M9 epoxy, but with low exotherm, allowing shorter dwell time without overheating. Cure times range from 600 min at 176 F to 20 min at 320 F.
Lewcott Corp. introduced a low-temperature-curing FR epoxy for prepregs used in panels for yacht galleys and race-car bodies. EP 201 has a 30-day out time at room temperature, vs. 10 to 15 days for many marine epoxy prepregs. It cures at 175 to 200 F.
Le Joint Francais SNC in France, introduced a new quick-setting automotive adhesive, Totalseal 6015. It bonds BMC and SMC to themselves or to other materials (such as PP or metal) in 70 sec.
The Henkel Group in Germany introduced a new wet peel ply, Hysol EA9895, which is one of the first of its type on the market. Hysol 9895 is a pre-impregnated polyester fabric that cures at 350 F and can be pulled away from a substrate with a clean fracture, leaving a textured bonding surface.
















Read Next

Composites Embrace Mass Production
The focus this year at the international JEC Composites Show in Paris was not so much on brand-new processes as on adapting existing processes and materials for mass production, especially of large parts with critical structural demands. Attracting the most attention was wind energy, where composite material usage is growing more than 17%/yr, according to Gurit (formerly SP Systems), a Swiss-based global prepreg supplier with U.S. operations.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More