
Extreme Performance - Or Processability?: New TP Polyimide Offers Both
It has the highest Tg of any amorphous thermoplastic plus premium-level chemical resistance and true melt processability with no need for post-cure.



Aerospace and military connectors are one potential fit for new Extem resins.
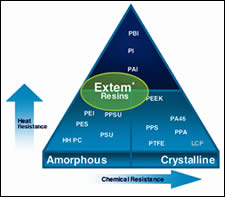
Fig. 1–Where new Extem resins fit in the high-performance material pyramid.
Fig. 2–DMA (dynamic mechanical analysis) shows higher heat resistance of Extem UH compared with other high-performance amorphous and crystalline resins (all unfilled).
Fig. 3–Heat-aging performance of Extem UH resin is expected to achieve unprecedented UL RTI ratings for a melt-processable, amorphous thermoplastic.
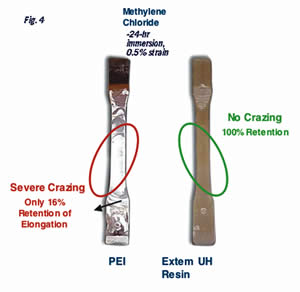
Fig. 4–Extem resin resists aggressive chlorinated solvents even better than Ultem resin.
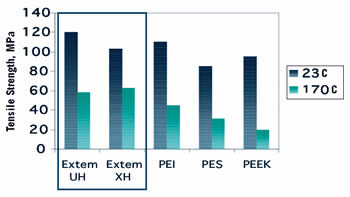
Fig. 5 - Extem resins retain higher tensile strength at elevated temperature than many other materials.
Fig. 6–Extem XH has better melt flow than Ultem 1000 resin.
Challenging applications in military and aerospace electronics, healthcare, and down-hole oil and gas applications have created the need for extreme-performance resins that combine very high heat and chemical resistance with good thermoplastic melt processability. These market re quirements prompted the development of Extem resin, a new amorphous, melt-processable thermoplastic polyimide (TPI). Introduced by GE Plastics this past November, Extem resin is an offshoot of GE’s 20-year experience in making Ultem polyetherimide resin.
GE Plastics expects the new TPI to help narrow the performance-vs.-processability gap facing current high-heat thermoplastic and thermoset materials (see Table 1). Extem resin boasts the highest glass transition (Tg) of any amorphous thermoplastic, at 311 C. Along with this extreme heat resistance, it offers high chemical resistance, high strength and stiffness, robust dimensional stability, and high inherent flame resistance. At the same time, it provides the manufacturing productivity of melt processing by in jection molding, extrusion, blow molding, or thermoforming without re quiring any post-cure or crystallization steps to yield its maximum performance.



Extem resins are the culmination of 14 years of R&D that included development of new mon omers and a new manufacturing process. That process has been proven first at a pilot plant in the U.S., then at a just-launched semi-works plant in this country that can produce hundreds of tons annually. Additional commercial capacity for Extem resin is being scaled up at GE’s new high-performance polymer plant due to open in Cartegena, Spain, in 2008.
Target applications
Extem resin’s combination of processability and outstanding performance can help catapult the use of TPIs from exotic, low-volume applications to broader mainstream use. More than 30 customers are sampling and developing applications utilizing Extem resin.
Extem resin’s extreme heat, as well as improved chemical resistance to hydrocarbons and chlorinated solvents, will position it for components in the down-hole oil and gas industry. Producers of aerospace and military connectors also can benefit from its high as-molded performance without additional post-cure time or the long cycle times of non-melting and thermoset imidized resins. Extem resin’s potential lead-free solder capability–along with its balance of strength, stiffness, and dimensional stability–makes it an excellent candidate for electrical, electronic, and semi-conductor applications.
In automotive, Extem resin could offer opportunities for metal replacement. And in healthcare, Extem resins offer an interesting blend of properties that have shown significant benefits in hemo-compatible membranes.
How it compares
Demand for high-performance polymers (HPP) is experiencing about 9% annual growth. The HPP market includes three major categories of polymers–amorphous thermoplastics, semi-crystalline thermoplastics, and non-melting and imidized materials (Fig. 1). Performance in the HPP world typically centers on chemical resistance and continuous-use temperature. Additionally, there are a variety of secondary considerations such as wear resistance and flammability.
Amorphous thermoplastics such as PEI and polyethersulfone (PES) are typically characterized by relatively high Tg–217 C and 230 C, respectively. This leads to retention of strength, stiffness, and dimensional stability across a wide range of elevated temperatures. However, they are generally limited in their range of chemical resistance, particularly to highly alkaline materials, and are restricted to continuous-use temperatures below 200 C.
| TABLE 1–HIGH-PERFORMANCE POLYMER COMPARISONS | |||
| High-Performance Polymer | Common Types | Advantages | Limitations |
Amorphous | Polyetherimide (PEI) Polyethersulfone (PES) Polyphenylsulfone (PPSU) | Strength, stiffness and isotropic dimensional stability across broad thermal range. | Limited in chemical resistance and continuous-use temperatures. |
| Semi-Crystalline Thermoplastics | Polyphenylenesulfide (PPS) Polyetheretherketone (PEEK) Polyphthalamide (PPA) | High melting temperatures, broad chemical resistance and wear properties. | Poor dimensional stability and limited creep resistance above Tg. Low stiffness at high temperatures in unfilled matrix. |
| Non-Melting or Thermoset Imidized Resins | Polyamide-imide (PAI) Polyimide (PI) | High continuous-use temperatures, broad chemical resistance, and high compressive strength. | Requires imidization step via secondary cure or crystallization. Limited conversion channels. Limited reprocessability. |
Semi-crystalline polymers such as PEEK and PPS offer high melting temperatures–334 C and 285 C, respectively–plus broad chemical resistance and high retention of properties under thermal aging. They are, however, susceptible to dimensional change and require glass fillers to maintain strength and stiffness above their relatively low Tg–85 C for PPS and 150 C for PEEK.
Current imidized materials such as polyamide-imide (PAI) and thermoset polyimide (PI) offer a combination of amorphous and semi-crystalline attributes for extreme performance but fall short in productivity because of the need for long thermoset cure cycles, post-mold curing or crystallization, or milling parts from extruded stock shapes. For example, PAI can be injection molded as a thermoplastic but must be post-cured for up to 15 days in order to achieve its maximum physical properties. In its uncured state, PAI is a brittle, low-strength resin that must be handled very carefully in order to minimize part breakage. During the cure cycle, the imidization process is completed, which raises the strength, wear, and thermal characteristics. Once PAI parts are cured, the parts cannot be recycled or reused, as the material is now a thermoset.
Components produced from thermoset polyimide can be molded with long cure cycles using compression molding or vacuum-bag/autoclave techniques. Or parts can be cut or milled from cured shapes such as film and slab stock. This limits the geometry of the final parts. There is, in addition, one other melt-processable TPI on the market, but it has a lower Tg and requires post-mold crystallization to achieve its maximum properties.
Two resin families
The Extem resin platform will initially offer two families of materials, Extem UH and Extem XH resins. The Extem UH family will offer the highest heat resistance, with a Tg up to 311 C, plus broad chemical resistance. The Extem XH family will offer a Tg up to 267 C along with higher melt flow. Additional attributes of Extem resins include exceptional dimensional stability; high strength, stiffness, and creep resistance at elevated temperatures; transparency; outstanding flame, smoke, and smoke-toxicity performance without additives, such as a high limiting oxygen index (LOI) of 45% to 47%.
GE Plastics is investigating at least 75 potential products based on Extem resin, including various filled/reinforced compounds and blends with Ultem or other resins. Extem is also expected to join GE’s LNP portfolio of compounds designed for wear resistance, electrostatic dissipation (ESD), and other properties.
The UH family has a tailorable Tg from 260 to 311 C. The first commercial product from the UH family of resins will be a high-performance blend that allows melt processability on standard injection molding equipment. This product, as can be seen from the DMA curve in Fig. 2, is a fully amorphous thermoplastic with a Tg as high as 280 C, the highest of any amorphous thermoplastic available today. This allows for retention of strength and creep resistance in unfilled, as-molded components up to very high temperatures, as signified by HDT as high as 265 C (Table 2 below). As indicated in Fig. 2, the primary drawback to other high-performance semi-crystalline resins is relatively low Tg, leading to losses in stiffness, strength, and creep resistance above that temperature. Extem UH resins also offer continuous-use temperatures as high as 230 C (preliminary).
Ultem resins have been used in applications with continuous-use temperatures as high as 200 C and UL Relative Thermal Index (RTI) ratings up to 180 C. However, Extem UH resins are expected to have continuous-use temperatures as high as 250 C and potentially achieve UL RTI ratings at or above 200 C, a level that no other melt-pro cessable, amorphous thermoplastic can claim. Extem UH resins demonstrate outstanding thermal-oxidative stability at extreme temperatures as shown in Fig. 3.
In addition to very high heat resistance, Extem UH resin also possesses superior chemical resistance. For example, GE’s Ultem resin, though amorphous, has good resistance to chemicals such as organics and acids. Ultem CRS5001 resin currently offers the best chemical resistance in that family. But Extem UH resins radically outperform Ultem CRS5001 resin–for example, in resistance hydrocarbons such as toluene and aggressive solvents like methyl ethyl ketone (MEK) and chlorinated solvents such as methylene chloride (Fig. 4). These new materials demonstrate chemical resistance comparable to cured PAI or PI.
Easier-flowing Extem XH
The Extem XH family of resins is characterized by its extreme heat capability balanced with greater processability. While maintaining high creep resistance and strength at elevated temperatures, it can be injection molded to fill thin-wall, complex parts.
Extem XH resin will offer a high-strength material for short-term heat resistance above 200 C. This offers the potential for use in lead-free soldering of electronics.
At room temperature, many high-performance amorphous and semi-crystalline thermoplastics exhibit very high tensile strength (over 100 MPa). Extem XH resin, while not the strongest material at ambient temperature, outperforms many others at temperatures up to 240 C by retaining more of its tensile strength and creep resistance. Figure 5 demonstrates the tensile strength of Extem XH resin vs. other high-performance resins at ambient temperature and 170 C.
Extem XH resins are transparent, dark amber, whereas most other extreme-performance resins are opaque. (Initial grades of Extem UH are not transparent.) Light transmission averages 35% over the visible spectrum from 400 to 700 nm. The average transmission in the visible range is governed most by the attenuation below 500. This gives the XH material its dark amber hue. The yellowness index of Extem XH resin is in the range of 120 to 130 vs. 80 to 90 for Ultem resin. In the infrared region, the XH family has transmission of 80%.
While all Extem resins are melt processable, the Extem XH family offers better flow properties. Extem XH resin exhibits about 20% greater flow than Ultem 1000 resin at process temperatures of 775 F (412 C) and 690 F (365 C), respectively (Fig. 6).
Extem XH resin can be used in complex, multi-cavity tools. Thin-wall injection molding of Extem XH has been demonstrated in parts with 0.010-in. wall thickness at flow lengths of over 0.250 in. Longer flows up to 4 in. for wall sections 0.030-in. thick have been achieved at injection pressures of 32,000 psi. Molding cycle times are comparable to those for Ultem resin–on the order of 35 sec for standard ASTM test components. Minimal warpage is observed at high ejection temperatures.
| TABLE 2–EXTEM VS. ULTEM PROPERTIES | ||||
| Property | Ultem 1000 | Ultem XH6050 | Extem XH | Extem UH |
PHYSICAL | ||||
Density, g/cc | 1.27 | 1.31 | 1.31 | 1.37 |
Water Abs., % | 1.25 | 1.75 | 2.36 | 1.37 |
Moisture Abs., % | 0.25 | 0.6 | 0.6 | – |
MFR, g/10 min | ||||
337 C, 6.6 kgf | 8 | – | – | – |
367 C, 6.6 kgf | – | 12.5 | 7.1 | – |
MECHANICAL | ||||
Tensile Str., Yield, MPa | 114 | 95 | 90 | 120 |
Elongation, Yield, % | – | – | – | 9 |
Flexural Strength, MPa | – | – | – | 175 |
Flexural Modulus, MPa | – | – | – | 3520 |
Tensile Modulus, MPa | 3600 | 3500 | 3300 | 3800 |
IMPACT | ||||
Izod Impact, ft-lb/in. | ||||
Notched, 23 C | 1 | 1.3 | 0.82 | 1.5 |
Reverse Notched, 23 C | 24 | 35 | 27 | 33 |
Unnotched, 23C | 34 | 35 | 37 | – |
THERMAL | ||||
Glass Transition, C | 217 | 247 | 267 | 280 |
Vicat Softening (B), C | 209 | 242 | 260 | – |
HDT, C | ||||
0.45 MPa, 3.2 mm | 206 | 232 | 249 | 263 |
1.82 MPa, 3.2 mm | 191 | 216 | 235 | 240 |
| CTE, 23 to 150 C, | ||||
| Flow Dir., 10-5 | ||||
| mm/mm-°C | 5.40 | 5.30 | 5.00 | 4.50 |
Processing Extem resins
Extem resin was developed with the processor in mind–i.e., to be fully melt-processable on high-temperature injection molding and extrusion equipment without the need for post-curing imidization steps. Extem resins must be dried to 0.2% moisture prior to injection molding. This can be accomplished in standard dryers at 150 to 175 C (302 to 347 F) with a dewpoint of -29 to -40 C (-20 to -40 F) for 4 to 6 hr.
Injection molding equipment should be capable running melt temperatures of 390 to 420 C (734 to 788 F). Oil or electric-heated molds capable of operating in the range of 160 to 200 C (320 to 392 F) will handle the temperatures required to maximize flow length and minimize molded-in stress.
Molds should be built of P20 or stronger steel to accommodate necessary thermal loads. Aluminum tools are not recommended for production but can be used for short prototype runs. Molds should also be designed to accommodate a stiffer overall flow, incorporating multiple gates and flow runners when challenged with a high flow-length/wall-thickness ratio.
Generous gates, such as fan gates, should be employed when possible to minimize internal stresses. Sub-gates have also been successfully used to mold Extem resins. Grades containing mold release will be offered to minimize sticking and improve ejection efficiency.
Mold designs should incorporate typical amorphous isotropic shrinkage rates of 0.5% to 0.7% for unfilled grades. Glass-filled materials will exhibit lower but anisotropic shrinkage.
In general, barrels and screws of conventional materials of construction are acceptable, though bimetallic screws are suggested. Nitrided metals are not recommended. Screw designs should have 16:1 to 24:1 L/D and low compression ratios of 1.5:1 to 3:1. Compression should be accomplished with a gradual and constant taper without sudden transitions in order to minimize excessive shear and material degradation. Barrels should be sized to accommodate 40% to 80% of the shot size to minimize residence time.
Extem resin can meet international standards for recyclability. This is demonstrated by single-pass 100% regrind studies that indicate over 95% retention of tensile and elongation properties. As always, the amount of regrind utilized will be governed by performance requirements of the application.
Extrusion of stock shapes, profiles, and thin films is also achievable with Extem resin. Melt temperature will be from 370 to 405 C (700 to 760 F). Blow molding and thermoforming capability is also expected from Extem resin due to its fully amorphous nature and melt processability.
Shawn Lee is the product manager for High Performance Polymers in the Americas at GE Plastics in Mount Vernon, Ind. He has over 11 years of experience with GE and 3M in a variety of roles in technology, product development, and marketing. Prior to his current position, Lee was a regional application development specialist for GE’s Ultem and Siltem resins.

Related Content

Research Suggests Path From Waste Plastics to High Value Composites
Flash joule heating could enable upcycling of waste plastic to carbon nanomaterials.
Read MoreRead Next

Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More