
Extrusion/Compounding at K 2013: Having It All
K 2013 Show Report
Extrusion processors no longer need to chose among speed, quality, and flexibility, based on exhibits at K 2013.


Hosokawa Alpine ran different products each day of the show on the same line, some using its patented MDO system.
W&H’s Optimex blown film system targets three-layer applications. The 1800-mm line at the show can be furnished with a gusseting unit in the hauloff.
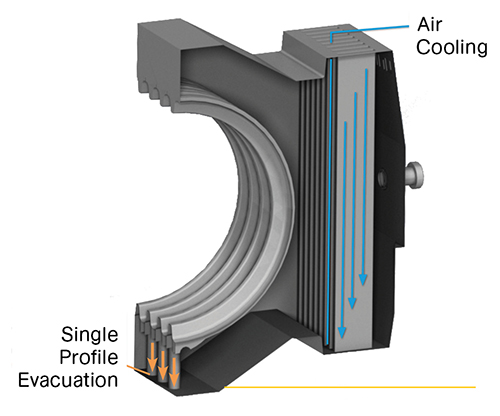
Unicor introduced air-cooling technology to pipe corrugation with the UC330. The mold blocks are cooled by through-flowing air. This allows air to circulate in a closed loop through a water-to-air heat exchanger.
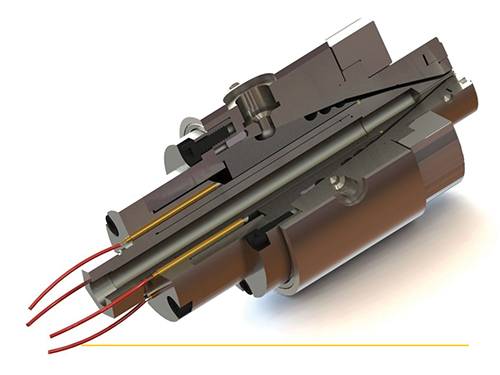
American Kuhne’s die-centering technology uses four heaters (red) in the mandrel of the head that flex the die pin to control its position. The pattern will then expand the mandrel on one side and move the die-pin stem and pin accordingly.
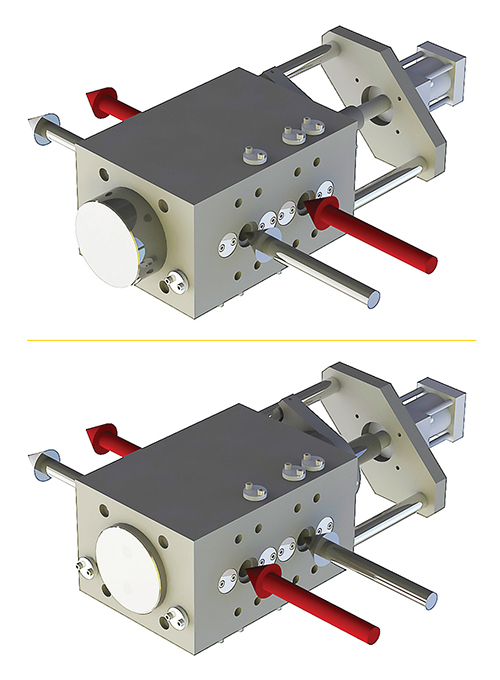
PTi’s dual-piston diverter valve is moveable in a stationary body. The body has two entrances that feed from separate extruders. The first position of the valve (top) allows the material to enter and permits a straight-through flow path. Normally, this would produce an A-B structure. When the alternate position is selected, the materials are routed through crossover flow paths that changes extrudate positions, producing a B-A structure.



Super speed or super quality … there was once a time when extrusion processors shopping for equipment needed to make a choice between the two. No more. At K 2013, it was clear that extrusion systems across all processes can now achieve both ends, plus more in the way of flexibility, control simplicity, and efficiency. And in compounding, machine builders are offering this same package of benefits while continuing to push the limits in torque. Here, we focus primarily on new developments from the Dusseldorf show not already covered in the September K 2013 preview issue and in our Close Up last month.
FAST, FLEXIBLE FILM



Nowhere is the combination of high speed, quality, and flexibility more evident than in blown film. Case in point: Hosokawa Alpine (U.S. office in Natick, Mass.), which ran a different product each day of the show on the same line. All of the products Alpine produced at K 2013—film for hygiene applications, collation shrink, food packaging, and lamination—were of the five-layer variety. The lamination film was intriguing because it was an all-PE structure designed to replace PET in stand-up pouches.
Alpine’s line featured four HXS 65-mm extruders and a 105-mm machine (all with 30:1 L/D) driven by water-cooled, asynchronous servo motors. The line was controlled by Alpine’s ExVis 2.0 one-touch system. Alpine ran a 400-mm (16-in.) version of its patented X die along with a triple-lip air ring. Throughout the exhibit, Alpine ran at rates exceeding 2200 lb/hr, and gauge variations were ±2.6% or lower.
Downstream, Alpine deployed its TRIO machine-direction orientation (MDO) system, running in-line with film production. This particular machine had an operating width of 2000 mm, 11 rolls, outlet line speed of 650 ft/min, and an “infinitely adjustable” orientation ratio. Alpine also displayed a stacked turret winder, called the ATW 20, which operates at low winding pressures and allows winding in both clockwise and counterclockwise mode, as well as glueless winding. A user-friendly handling system facilitated shaft changes. Alpine also had a static display of an 11-layer version of the X die.
Parkinson Technologies, Woonsocket, R.I., also unveiled a new MDO. The Model 8500 is an offline unit offering the benefits typically associated with MDO technology, such as improved product stiffness, reduced elongation, and downgauging.
Windmoeller & Hoelscher (U.S. office in Lincoln, R.I.) unveiled its next-generation blown film line at K 2013, the glitzy Varex II. W&H also ran a three-layer Optimex line at the show, producing gusseted stretch hood film. That three-layer film, the result of a joint development with Dow Chemical, combined good optical characteristics with high load-holding power and exceptional puncture resistance, without requiring expensive EVA in the formulation, says W&H. The Optimex line is aimed specifically at the three-layer market and is available with working widths of 1300, 1600, 1800, and 2200 mm. The 1800-mm line at the show can be furnished with a gusseting unit in the hauloff to produce gusseted film widths up to 2200 mm (or 2600 mm double-flat). Possible extruder combinations are: 60/70/60 mm; 60/90/60 mm; or 70/90/70 mm, all with 30:1 L/D.
As reported previously , Reifenhauser-Kiefel (U.S. office in Wichita, Kan.) unveiled a variety of new products at the show. While the firm did not operate a line in Dusseldorf, it demonstrated what’s believed to be an industry first at an open house in Troisdorf, Germany: a blown film line that combined single- and twin-screw technology. Called Ultra Fusion, it teamed two 60-mm, 30:1 single-screw extruders with a gear-pump-assisted 58-mm twin-screw Reitruder. The twin-screw is suited for processing powders such as calcium carbonate and is said to be more cost-efficient because it allows film processors to bypass the purchase of masterbatch.
As reported in our September show preview, Addex Inc., Stoughton, Mass., showed its newly developed Automatic Gauge Control System (AGC). Trends in electronic miniaturization and distributed controls have allowed Addex to include various functionalities directly inside each component, which facilitates retrofits.
As also reported in September, Macro Engineering & Technology Inc., Mississauga, Ont., showed a redesigned CenterPack coextrusion die to improve processing versatility and minimize residence time.
By virtue of its relationship with die maker BBS Corp., Spartanburg, S.C., Alpha Marathon, Woodbridge, Ont. (alphamarathon.com), displayed its capabilities to produce blown film with as many as 200 nanolayers.
At K 2013, Brampton Engineering, Brampton, Ont., announced the sale of its third Aquafrost (water-quenched) multi-layer blown film line in 2013, and the 17th overall.
Pearl Technologies, Savannaha, N.Y., had six new products for blown film at K 2013. The company, part of Gloucester Engineering Corp., Gloucester, Mass., displayed a new crimper attachment billed as an easy-to-install auxiliary that makes bags easier to open. The unit can be custom designed to individual size specifications.
Pearl’s new handle-hole “security” sealer is a modifiable unit with interchangeable patterns, adjustable temperature control, and customizable sizes. The standard sealer model has a 4 x 4.75 in. sealing area and is available in side- or bottom-seal configurations.
A new spin-punch attachment brings significant cost savings by not requiring zero-clearance tooling to make perfectly clean, round holes. This product consumes less air and is available in side-or cross-rail options. Minimum hole diameter is 1.25 in.
Pearl’s air distribution manifold is engineered with a low body design that can fit under most die carts. Improved insulation reportedly creates excellent distribution for air rings, minimizes condensation, eliminates corrosion, and conserves energy.
Its new oscillating slitter unit is designed to reduce blade wear. A blade can be placed in four different positions to even out the wear on its edges. Additionally, the blade’s constant movement eliminates the pressure of stopping and starting.
Finally, Pearl’s ball and die punch is a two-piece assembly that is designed for pouch machinery. It has a low-profile ball for stiffer laminate films. Both the die and punch can be reground for extended life.
Gloucester, meantime, announced it had shipped its first Symphonix Control System to a leading Asian film producer for a cast film application. The system will be used with a 4.5-meter-wide line capable of running seven layers. The film extruder saw the upgrade as a way to modernize its manufacturing process to meet both the skill sets of its workers and its preference for graphical data. The Symphonix Control System is a new interface that is intelligent, intuitive, and offers single-point graphic control of every component and process on a line.
FLAT FILM & SHEET NEWS
In flat film, the focus was again on speed, quality, and flexibility. Austria’s SML (U.S. contact is American Starlinger-Sahm, Inc., Greenville, S.C.) ran a seven-layer stretch film at its booth. The line, called SmartCast, the line ran at speeds up to about 2500 ft/min at more than 5000 lb/hr. The line can be configured to run six-up and 500-mm wide, or four-up at 750-mm wide.
Dolci Extrusion of Italy showed a new stretch-film winder, called the Multiwind, for production of either hand rolls on 2-in. cores, or machine rolls and jumbo rolls (up to 420-mm diam.) on 3-in. cores.
Davis-Standard, Pawcatuck, Conn., showed what it says is the first in-line prestretch system for cast film that enables processors to run thinner at higher speeds. Called the dsX stretch, the 2-meter-wide line reportedly offers a small footprint and can be supplied in a six-month lead time with five- and seven-layer options. Davis also showed the dsX flex-pack extrusion coating line, a pre-engineered system aimed at processors looking for a quick, versatile entry into the extrusion-coating market.
In tooling, Cloeren Incorporated, Orange, Tex., showed the moebius manifold die for flat film and sheet (see September preview). The company also announced an arrangement with Austrian flat-die and feedblock supplier EMO, under which each will provide die refurbishment and repurpose services for the other in their respective regions.
Nordson Extrusion Die Industries, Chippewa Falls, Wis., introduced a new version of its Contour cast film die that incorporates an internal deckle. This is said to enable processors to achieve speed and precision without incurring downtime for changing product width.
Compared with conventional coathanger-style manifolds, the Contour Die is said to cut the time needed to get product to spec and to purge between runs. It reportedly also improves cross-directional product uniformity by as much as 25%, and reduces gel formation.
In commercial-scale trial runs by a global film manufacturer, the die achieved considerably narrower gauge tolerances than a coathanger die, making materials cost savings of up to $200,000/yr possible for this processor, says Nordson EDI.
Processing Technologies International (PTi), Aurora, Ill., displayed a patented diverter valve that allows processors to quickly change the position of extrudates from two extruders in a coextruded structure without tedious disassembly and costly shutdowns. Changeovers in piston position are accomplished in a matter of seconds, as opposed to conventional techniques that require some machine disassembly and can take hours to execute.
The dual-piston diverter valve is moveable in a stationary body. The body has two entrances that feed from separate extruders. The first position of the valve allows the material to enter and permits a straight-through flow path. Normally, this would produce an A-B structure. When the alternate position is selected, the materials are routed through crossover flow paths that change extrudate positions. This produces a B-A structure.
During position changes, a unique flushing-channel design keeps flow from stagnating for quick and efficient changeovers. One practical use for the diverter valve is for quick purging of cap layers in coex sheet. The diverter valve enables purging the cap-layer extruder back into the inner layer of the structure while an alternate cap-layer extruder runs a different color or resin formulation. Each cap layer (both inner and outer layers) can utilize this special valve to permit “real-time” purging for rapid changeovers without shutting down the line, thus permitting recovery of the purged resin directly back into the structure. PTi (ptiextruders.com) currently offers the diverter-valve feature on new coextrusion systems or as a retrofit to existing machines.
Welex, Blue Bell, Pa., announced the sale of its first Converge CTS Sheet Line. Developed with Austrian machine builder MAS GmbH for undried PET and PLA sheet, the machine uses conical twin-screw extrusion technology as opposed to the more typical parallel twin-screws offered by other suppliers.
As reported in September, Battenfeld-Cincinnati (U.S. office in McPherson, Kan.) displayed its Multi-Touch sheet roll stack. And Gneuss’ (gneuss.com) display included its MRS (multi-rotation system) 160 extruder with a throughput of more than 3000 lb/hr.
TIGHTER TUBING & PIPE CONTROL
American Kuhne, Ashaway, R.I., introduced automatic die-centering technology to control wall thickness on small medical tubing. It was developed originally by sister company Graham Engineering for parison sidewall adjustments on blow molding machines. The die technology is suited to both inline die heads and crossheads.
The new development includes a fixed-center die head, called the AK-u-Tube Fixed Center. It eliminates manual die centering; instead, the die-pin center location relative to the die bushing is precisely adjusted by touchscreen control of four die-pin heaters. These heaters are located in the mandrel of the die head where they can be set in an uneven pattern to “flex” the die pin to control its position. The pattern will then expand the mandrel on one side and move the die-pin stem and pin accordingly.
An adjustment system, trademarked by the firm as the AK-U-Center Adjustment system, is integrated with an on-line ultrasonic gauge for full closed-loop control of concentricity. This involves capturing the data from the gauge and executing an algorithm in the PLC to perform process control. The operator can view graphically the current centering position, make manual adjustments, and control automatic operation. Once the line is running the operator merely has to flip a switch to bring the die to center.
Unicor GmbH (represented in North America by Adescor, Exeter, Ont.) introduced air-cooling technology to pipe corrugation with the UC330. The mold blocks are cooled by through-flowing air. This allows for air to circulate in a closed-loop through a water-to-air heat exchanger. The temperature of the mold blocks is precisely controllable in the range of 20-80 C. This setting is made via the corrugator’s touchscreen; no other parameters reportedly have to be adjusted or considered. The machine covers a wide diameter range of 2 to 10 in. ID and a maximum OD of 330 mm.
Inoex GmbH (U.S. office Lancaster, Pa.) took the wraps off what it says is the first-ever terahertz-based wall-thickness control for pipe. Tradenamed Aurex, systems are available for smooth, foamed, and corrugated pipe. The system is said to eliminate the need for calibration devices and requires no coupling medium (such as water for ultrasonic measurement systems).
As reported in our October issue, Milacron, Batavia, Ohio (milacron.com), displayed the TP75 counter-rotating twin-screw extruder for profile, pipe, and wood-plastic composites. At K 2013, Milacron also showcased the PAK250, a single-screw extruder for the medical market. It was teamed with the Multi Pass Tank from the Conair Group, Cranberry Township, Pa. The tank eliminates the series of tanks that are typically used for cooling and sizing tubing. Instead, an oversized, driven roller at the end of the tank reverses the direction of the tube as it exits the vacuum chamber and guides it in a second pass through the cooling water.
Conair also displayed its ATC dual-spindle coiler for winding small, flexible extrusions. Little or no friction or winding tension is generated, preventing deformities in delicate products and suiting the unit to medical tubing, small tubes, filled cords, and small flexible profiles.
COMPOUNDING
Coperion Corp., Ramsey, N.J., showed a redesigned ZSK 32 Mc18 Smart twin-screw corotating compounding extruder that now features screw shafts whose axes are only 800-mm above floor level, making the unit readily accessible and easy to clean. Auxiliaries like side feeders and devolatilization units can be mounted by a swivel arm on any barrel segment of the extruder process section and can be operated from floor level without need for stepladders, platforms, or overhead cranes, which makes for increased operator safety.
The complete redesign of the machine includes the integration of the electrical supply system with the terminal box, and the water supply system with the manifold, into the base frame. This design improvement makes for a smooth and easy-to-clean exterior. The single-piece, stainless-steel cover of the process section is insulated on the inside and serves as a dust and safety guard. Meantime, new SK 58 and SK 70 extruder die heads feature a completely redesigned heating system said to ensure homogeneous temperature across the die plate, even at very high throughput rates.
Coperion’s new CSpro control system is available in two versions: The CSpro basic covers all standard functions, such as for masterbatch or powder-coating production, and is equipped with a 15-in. touchscreen PC. The CSpro medium version handles additional tasks, such as order/batch and formulation management. Gravity-feed systems can be fully integrated into the control system. The CSpro medium comes with a high-performance industrial PC with a 19-in. touchscreen.
All ZSK models can now be retrofitted with high-precision, high-resolution torque measurement. Torque readings not only enable much more accurate calculation of specific-energy input, but also provide valuable information on the dynamic behavior of the two screw shafts, says Coperion.
The firm further divulged that it is developing larger pelletizing systems for output rates of more than 13,000 lb/hr, as well as pelletizers featuring higher wear resistance and more powerful drive systems for processing engineering plastics with high glass content. Coperion also introduced an integrated bagging and packaging machine that combines all weighing, bagging, marking, qualifying, and palletizing functions in one small machine with a footprint of 8500 x 2200 mm.
If you visited Leistritz’s booth at K 2013 you might have noticed a twin-screw compounding extruder with no control cabinet. The new ZSE 27 iMaxx from Leistritz (U.S. office in Somerville, N.J.) incorporates all the extruder electrics, including the water-cooled frequency converter, into the base frame. That provides a smaller footprint and greater mobility. The machine is powered by a water-cooled Siemens motor, which Leistritz says is also novel.
Leistritz also brought out the ZSE 50 XX, a concept extruder with what’s said to be the highest specific torque of 20 Nm/cm³ and an “intelligent screw” system appropriately dubbed Smart Screw. The screw’s smarts are obtained via an embedded RFID chip, which keeps track of, and can log and store, machine data such as operating time, formulations, and specific processing values. The extruder is also equipped with an online torque-measurement device that uses magnetized sleeve couplings in combination with special measuring probes around the gear shafts.
Leistritz revealed that it has developed (and sold) the ZSE 180 Maxx compounding extruder for mid-size polymerization plants.
KraussMaffei Berstorff (U.S. office in Florence, Ky.; kraussmaffeiberstorff.com) showed a new ZE BluePower twin-screw extruder, said to offer increased free volume and higher torque density, along with “unparalleled” wear protection and maximum process flexibility. Compared with the previous ZE A UTX series, the ZE BluePower features a larger OD/ID diameter ratio of 1.65, which gives 30% higher torque density up to 16 Nm/cm³.
Farrel Pomini, Ansonia, Conn., showcased its recently developed CPXL rotor technology, which reportedly enables a high fill rate and reduced energy input to significantly increase processing efficiency.
B&P Process Equipment, Saginaw, Mich., displayed its Trivolution kneader, so named because it generates three pulses per revolution to reportedly offer 25% more output than competing kneaders, and does so at slower screw speeds with less shear.
In other compounding news, Reduction Engineering Scheer, Kent, Ohio, expanded its line of vacuum strand dryers with the MJ air-knife series. Whereas pressure-type units blow water off the strands onto the floor, this machine pulls a vacuum to contain the water. Four models are available for 20 to 50 strands. Each model has a cantilevered vacuum strip that can be positioned along the water bath to draw water off the strands as they exit the bath.
Gala Industries showed its range of underwater pelletizers and centrifugal dryers. The company has more than 15,000 installations worldwide. Production rates range from lab scale to 15 tons/hr, and centrifugal dryer capacities accommodate up to 100 tons/hr.
The Optigon from Nordson BKG (U.S. office in Roswell, Ga.) is a new water-filtration system designed for the firm’s underwater pelletizers that is said to use far less energy than previous designs and prevents the release of heat to the plant floor. The new system is rated at 1440 kWh/yr, measured at 8000 hr, compared with 44,000 and 98,480 kWh for previous designs.
AUXILIARIES
In other extrusion news, PSI-Polymer Systems, Conover, N.C. (psi-polymersystems.com), introduced two new polymer diverter valves. The first is a new combination filter/diverter valve (DIV-F) intended primarily for lab applications but also suited to larger-scale operations. The second is a combination A-B die/diverter valve (DIV-3X) used to direct material either to multiple dies or directly to the floor to purge.
Most diverter valves have two standard positions machined into a vertical bolt (piston). In the divert position, the polymer is directed to the floor. In the on-line position, polymer flows straight through the bolt into the die. When in divert mode, to protect against degradation and cooling of the polymer, the through bore is normally encapsulated within the diverter-valve housing.
PSI’s DIV-F introduced a breaker plate with a filter pack into the normal through-bore position. This cost effective design eliminates the need for a screen changer and adapters and is suited to applications such as underwater pelletizing, where instant flow to the die is required and space is too limited to accommodate a screen changer for die protection.
Meantime, the DIV-3X reportedly provides improved control and functionality for lines dedicated to multiple processes—for example, a profile line in which the processor wants to switch between two dies fed by a single extruderthat lead to independent cooling and cutting equipment.
PSI has also created a new “lip seal” for its gear pumps that is said to eliminate leaks from even extremely low-viscosity materials. It includes a plate at the end of the seal that locks in the rings of the packing seal, making the seal tight internally as well as externally. Any material that migrates across the seal will flow into the packing first, then the new lip-seal cartridge, and finally the “follower plate” that is sealed with an o-ring. PSI also introduced a new seal, applicable to any of its bolt-type screen changers and diverter valves, which prevents leakage of extremely low-viscosity polymers and fluids.
The new CSC-BFX backflush screen changer from Maag (U.S. office in Charlotte, N.C.) is said to meet all the demands of direct recycling (such as post-consumer PET bottle flakes to films) with just two screen pistons. This is because the unit stores the backflush material in an integrated melt accumulator in what Maag calls “rheologically optimized” condition. That reportedly allows the CSC-BFX to clean the contaminated screen surfaces with no impact on the end-product.
Parkinson displayed the Key Filters KCH Continuous Hybrid Screen Changer. The unit delivers the same uniform continuous extrusion pressure—varying as little as ±20 psi—as its KCN cousin. But by virtue of hydraulic puller action, this unit can also react quickly to disruptions caused my varying contaminant levels.
















Related Content

High-Speed Cutters for Corrugated Tubing
Applications for new cutter line include medical, automotive, and other industrial.
Read More
Fully Automated Extrusion Process Enables Use of Composites for Manufacturing Pressure Tanks
Amtrol was looking for a more cost-effective means to produce thin-wall liners for a new line of pressure tanks. With the help of a team of suppliers, they built one of the world’s most sophisticated extrusion lines.
Read More
Online X-Ray Inspection Boosts Extrusion Quality
Höhle uses Sikora’s x-ray measuring systems for inline quality control of extruded microducts.
Read More
Is Your Die Flow Changing Despite Following All the Correct Formulas?
Maybe the problem is that you're starting up with a dry die. Here are tips to solve this issue.
Read MoreRead Next

K 2013 Preview: Extrusion, Compounding, Recycling
Across all extrusion technologies, expect to see new standards in speed, quality, flexibility, and efficiency in both energy and material usage.
Read More
Headlines from the K 2013 Show
Here’s just a taste of the innovations on display, a selection of the top headlines not covered in our September show preview.
Read More
Reifenhauser to Unwrap New Extruder, Other Innovations
New machine and novel approaches in blown/cast film, sheet, and wood composites touted.
Read More