
First Microlayered Commodity Films
Advanced microlayer feedblock technology, used for over a decade to put dozens or hundreds of alternating layers into specialty films, has passed a new milestone.




AFP’s 27-layer Katanex stretch film has a unique split microlayer structure with 11 microlayers on each side of the core.

A few cast film lines in the world make microlayer stretch film. The most unusual is this line for 27-layer machine stretch wrap at AEP Flexible Packaging BV in the Netherlands.
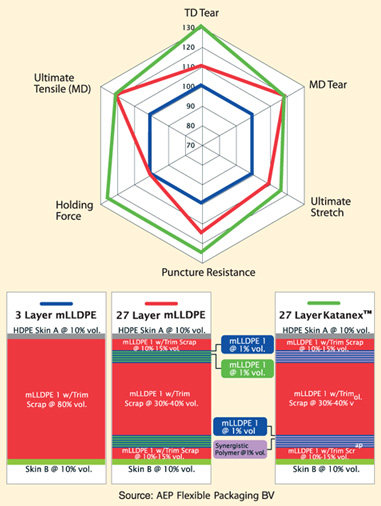
AFP’s 27-layer Katanex stretch film with alternating polymer microlayers shows a big increase in holding force vs 3- and 27-layer mLLDPE stretch film.
Advanced microlayer feedblock technology, used for over a decade to put dozens or hundreds of alternating layers into specialty films, has passed a new milestone. It's now being used to make stretch films with alternating synergistic pairs of materials in microlayers to give higher strength.
Until now, microlayer feedblocks have been used to make specialty films like 76-layer gas bladders with built-in nitrogen barrier for Nike's inflatable shoe soles, or brightness-enhancing computer-display films with up to 900 layers for 3M Co.


A few processors now make microlayer stretch film. AEP Flexible Packaging BV (AFP) in Apeldoorn, the Netherlands, makes the most complex structure so far. It has 27 layers in a split sandwich that puts 11 microlayers on either side of a core, together with intermediate and skin layers.
AFP's film, which went into production in January, is called Katanex after a traditional Japanese method of making stronger samurai swords using layers of steel. Katanex was displayed at NPE last month by Cloeren Inc., which built the feedblock and die.
The first microlayer stretch-film production dates from 2005. These films have 21 layers, with 17 microlayers in the core surrounded by strength and skin layers. Cloeren is believed to have built all the microlayer feedblocks and special dies for stretch film so far. All were retrofits to existing three- and five-layer coex cast film lines.
Two more microlayer stretch film systems will be delivered later this year. One is for a new six-extruder, 31-layer cast film line from Gloucester Engineering Co., sold to Malpack Ltd. in Ajax, Ont.
AFP had been looking to offer film with higher strength than its existing three- and five-layer films and was considering investing in a new seven- or nine-layer cast film line. The goal was to make sturdier pallet wrap with higher holding strength to contain two-liter PET soda bottles.
Cloeren had an 11-microlayer feedblock available, which AFP had seen in trials at Windmoeller & Hoelscher in Germany. (W&H has a test line capable of 11 microlayers and 17 layers total.) The properties of the 11-microlayer film were substantially higher than those of the conventional seven- or nine-layer coex film that AFP was considering.
AFP retrofitted microlayer capability on a three-layer stretch-film line for 5 x 20 in. rolls of machine wrap. This required a special feedblock and die, plus two small (2.5-in.) extruders for the alternating microlayer materials. The retrofit also meant moving the extruders up to a mezzanine, so that the large feedblock and die could extrude straight down. But the retrofit still cost a lot less than a new seven- or nine-layer line.
SPLIT MICROLAYER FILM
The only hitch was that the film that AFP wanted to make was unproven. AFP wanted to put the microlayers on either side of an LLDPE core layer, with the microlayers as close to the surface as possible to add strength.
Cloeren had built many microlayer feedblocks with up to 600 layers, but had always put the microlayers in the middle of the film, surrounded and protected by thicker layers providing stiffness and strength. One concern was that shear forces in the die might disrupt the microlayers if they were near the surface.
Cloeren's NanoLayer feedblock forms each microlayer individually with a forming plate that's thinner than forming plates in conventional feedblocks. Cloeren typically creates a packet of 11 or 17 alternating microlayers, then splits and realigns the packet to multiply the layers.
The number of layers in the packet determines the height of the feedblock, which is much taller than normal. AFP's 27-layer feedblock is 40 in. tall vs. about 24 in. for a typical five-layer feedblock. Cloeren also offers microlayer feedblocks with a spacer that can be removed later to make room for more layers in the packet. A spacer adds more height. An equally long selector plug with a hole for each microlayer connects the extruders to the feedblock.
AFP's feedblock differs from Cloeren's previous versions by forming an 11-layer packet, then slitting it in two and feeding one half to either side of the core, followed by intermediate and skin layers, instead of aligning the split packets side by side. The LLDPE core is about 40% of the whole film structure; intermediate layers are each about 10%; skin layers each 10%; and the two microlayer sections are each 10%. So each individual microlayer is about 1% of total film thickness. By the time a 70-gauge film is stretched 250%, those microlayers become only 0.057 microns thick, notes Peter Cloeren, CEO.
"You can also make quasi-conventional film on the same feedblock and die by putting the same material in all the extruders," says AFP technical manager Eddy Hilbrink. "The result is slightly higher throughput because of the two additional extruders and slightly higher properties because of the ‘plywood effect' of all the layers."
In fact, AFP's 27-layer structure made with one LLDPE resin in all the layers achieves the same high ultimate tensile strength of 9000 psi as the Katanex film with special microlayer resins, vs. about 6000 psi for typical machine stretch wrap. The big property gains for AFP's Katanex are extraordinary holding strength and TD tear strength. AFP has produced the microlayer film nonstop since starting up the line seven months ago. It makes 5 x 20 in. rolls at speeds of up to 360 m/min.
AFP expects to develop other proprietary microlayer recipes. By August, the company plans to have a 27-layer pilot line installed for 60-cm-wide films, which will be scalable to production size. "We see this technology coming to food packaging, too," says AFP's Hilbrink.












Related Content

How Much L/D Do You Really Need?
Just like selecting the extruder size and drive combination, the L/D should be carefully evaluated.
Read More
The Importance of Barrel Heat and Melt Temperature
Barrel temperature may impact melting in the case of very small extruders running very slowly. Otherwise, melting is mainly the result of shear heating of the polymer.
Read More
Specialty Purging Compounds Optimize Color and Material Changeovers
Selecting of the correct purging compound can speed up material and color changeover time and reduce scrap. You’ll even save on material.
Read More
How to Estimate and Control Head Pressure
You rightfully worry about melt temperature, but don’t overlook head pressure, because the two are closely linked and will influence line performance.
Read MoreRead Next

Microlayer Films: New Uses for Hundreds of Layers
Early microlayer films gave an iridescent shimmer to decorative packaging. The newest films with hundreds and even thousands of layers are designed for gas barrier, uv blocking, electronic displays, and high-strength window-glass laminates. As applications grow, more processors want in on the action.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More