
How to Get Peak Performance & Efficiency Out of Your Extrusion Line, Part I
A lot of things must be in place to achieve what I like to call efficient extrusion.


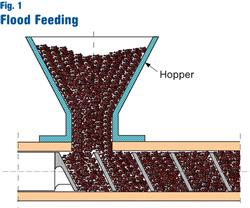
Fig. 1—Flood feeding fills the screw channels completely and takes advantage of the full length of the screw. It requires no extra feeding equipment, but offers reduced process control.
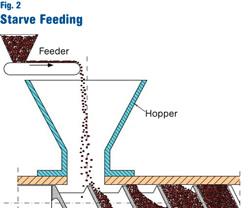
Fig. 2—Starve feeding requires a feeder but offers greater process control and tends to reduce melt temperatures.
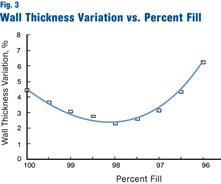
Fig. 3—This example from a pipe extrusion operation shows that a degree of starve feeding produces more uniform wall thickness. Flood feeding is achieved at 100% fill; anything less is starve feeding.
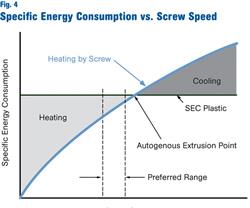
Fig. 4—Each resin has a specific energy consumption (SEC) for heating and melting. Ideally, the screw supplies 80% to 90% of that energy. If it provides more than the SEC, then cooling is required to take away the excess heat, which is inefficient and potentially degrades the plastic. The autogenous extrusion point is where the screw provides precisely 100% of the SEC for the plastic. Anything above that indicates a “hyperactive” screw.
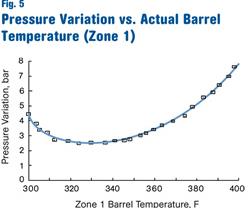
Fig. 5—A relatively fast way to optimize barrel temperatures is through dynamic optimization— i.e., making a large change in setpoint and measuring how temperature and pressure variation change with time. In this case, one change of temperature from 390 F down to 300 F reveals that the optimum setpoint for barrel zone 1 is around 330 F.
A lot of things must be in place to achieve what I like to call efficient extrusion. For a high-quality, stable process you need good people running the line and managing the operation. The equipment has to be in good shape, a comprehensive preventive maintenance program should be in place, and the equipment design should allow efficient operation. Efficient extrusion requires good manufacturing discipline, with people paying attention to detail and always trying to achieve process improvements. Successful extrusion is not about doing two or three things right—it’s about doing hundreds of things right.


THE THREE M’s
Efficient extrusion requires proper instrumentation. Here, the most critical process variables are “the three M’s”: melt pressure, melt temperature, and motor load. They are the vital signs of the extrusion process. They must be continuously measured and monitored. The following parameters should also be measured and monitored:
- Barrel and die temperatures,
- Screw speed,
- Power consumption in each heating or cooling zone,
- Ambient temperature,
- Relative humidity,
- Temperature of feedstock entering extruder,
- Moisture level of feedstock entering extruder (if hygroscopic),
- Flow rate of cooling water through feed housing,
- Water inlet temperature at the feed housing,
- Water outlet temperature at the feed housing,
- Vacuum level at vent port (when applicable).
The feed-housing water flow rate plus inlet and outlet temperatures allow quantitative determination of the amount of cooling taking place. If the cooling channels in the feed housing build up with calcium deposits, heat transfer will gradually deteriorate, significantly affecting extruder performance. If the cooling rate of the feed housing is not measured, it is very difficult to relate deterioration in extruder performance to poor heat transfer in the feed housing.
GET DATA
Data acquisition (DA) capability is critical in developing a robust extrusion process, maintaining process consistency, optimizing the process, and troubleshooting efficiently. Fortunately, with today’s inexpensive computers and widely available DA software it is possible to install a highly capable DA system on existing extrusion lines. Unfortunately (and mystifyingly), relatively few processors take advantage of this capability.
Recently, I worked with a processor to install a PC-based DA system on a relatively old extrusion line. The cost of the DA system was less than $20,000. Within about three months the scrap rate on this line dropped from about 15% to 5%. As a result, the DA system paid for itself within a few months and now allows the processor to run at significantly reduced scrap rates all the time on every line.
The scrap rate was reduced because with the DA system the process could be optimized in a way that was not possible before. Also, problems that would lead to off-spec product could be identified immediately and corrected before off-spec product was actually produced. This is not rocket science! It is simply using tools that are readily available and using them efficiently. Old extrusion lines can often produce good products as long as they are well maintained and have good instrumentation and control with DA capability.
The consistency of the feed material and the flow of the feed material to the extruder are critical to achieving process stability. Variations in feed material (e.g., varying levels of regrind) invariably lead to variations in the extrusion process. Even seemingly minor issues like pellet size distribution can affect the process. Generally, a narrower pellet size distribution will enhance the stability of the extrusion process.
FEEDING OPTIONS
There are two basic feeding methods: flood feeding and starve feeding. In flood feeding the feed hopper is filled to a certain level, the material flows to the extruder in mass flow (most of the time), and the extruder takes in as much material as it can bite off. The screw channel tends to be filled completely almost right away (see Fig. 1). As a result, in flood feeding the effective length of the screw is more or less the same as the flighted length of the screw.
In starve feeding the polymer is metered into the extruder by a feeding device (Fig. 2). There is no accumulation in the hopper; the material instead drops directly into the screw channel, and the screw channel is only partially full at the feed opening. As the material is conveyed forward the screw channel will become completely filled some distance downstream of the feed.
As a result, in starve feeding the effective length of the screw is less than the flighted length of the screw. An important advantage is that the effective screw length can be adjusted while the extruder is running. This allows broader process control than with flood feeding, where the effective length is not adjustable. Starve feeding is only beneficial if the extruder is long enough to achieve complete melting and effective mixing. Therefore, starve feeding generally will not give process improvements on short (25D long) extruders. Starve feeding requires a feeder, but it reduces motor load, melt temperature, and chances of agglomeration, bridging, and segregation in the hopper.
Starve feeding allows a level of process optimization that is not possible with flood feeding. Figure 3 shows an example of a pipe extrusion operation where the wall-thickness variation was measured at several fill levels. One hundred percent fill represents flood feeding; while values less than that indicate starve feeding. The percent fill is the actual feed rate relative to the flood-feed rate.
It is clear that the optimum process conditions for minimizing wall-thickness variation are around 98% fill. Wall-thickness variation at the optimum degree of starvation is about half that at flood feeding. This means that at optimum conditions, less material can be used because the pipe can be made with a wall thickness closer to the minimum value. In this case the material savings alone came to about $100,000/yr.
The environment in the plant also plays an important role in the extrusion process. Changes in room temperature and relative humidity can affect the process. So can air currents: Opening a door or a window can change the heat-transfer conditions around the extruder and cause a process shift. Switching on or off a fan in proximity to the extruder can cause a similar process change. Since events of this nature are not typically shown on the instrument panel, it may not be easy to find the source of such a process variation.
SCREW SPEED & BARREL SETTINGS
The extruder operates most efficiently when the screw supplies about 80% to 90% of the energy needed to heat and melt the plastic. In such cases, the barrel heater furnishes 10% to 20% of the additional heat. Sometimes the screw supplies more than 100% of the energy needed to heat and melt the plastic. We can call this a “hyperactive” screw. Here barrel cooling is needed to control the temperatures.
Barrel cooling is undesirable because it wastes energy and, of course, energy is not free. Figure 4 shows how the specific energy consumption (SEC) in kWh/kg changes with screw speed. Each plastic has a certain specific energy requirement for heating and melting. For semi-crystalline plastics this value is around 0.15 kWh/kg, for amorphous polymers it is about 0.10 kWh/kg.
The curved line in Fig. 4 represents the combination of frictional and viscous heating by the screw. This is often referred to as shear heating, although this term is not strictly correct. At low screw speed, heating by the screw is low and the barrel heaters have to contribute significantly. At higher screw speed, most of the heat (80% to 90%) is generated by the screw—this is the preferred operating range.
When the screw speed is increased further it crosses the horizontal line that indicates the SEC requirement of the plastic. This crossover point is called the autogenous extrusion point. At this point all the heat is generated by the screw and the barrel heaters do not have to contribute heat anymore. Beyond this autogenous point the screw generates more heat than necessary—it becomes hyperactive. When the screw speed is increased beyond the crossover point, the barrel needs cooling to remove excess heat supplied by the screw.
When the barrel is cooled the melt temperature in the extruder will be above the barrel temperature setpoint because heat is flowing from the inside of the barrel to the outside. When a small amount of cooling is taking place, the melt temperature may be 10° to 50° F above the setpoint. With a medium amount of cooling, the melt temperature may be 50° to 100° F above the setpoint. When the cooling is on full blast all the time the actual melt temperature may be 100° to 150° F above the setpoint, or even higher. Since the melt temperature at this point generally cannot be measured, most processors do not realize that this situation can be detrimental.
It is important to understand that the need for cooling implies overheating of the plastic. That brings increased risk of degrading the plastic and producing black specks, gels, and discoloration. It also reduces melt strength at the die exit and makes the extrudate more difficult to cool down. Running an extruder with barrel cooling is like driving a car while riding the brake pedal—it wastes energy and leads to excessive wear.
Efficient extrusion requires careful optimization of barrel temperatures. Many companies do not pay enough attention to the barrel temperature profile. There are various approaches to setting barrel temperatures. An effective method of barrel-temperature optimization is dynamic optimization (see Plastics Technology, May 2008, p. 72, or at ptonline.com) . This method involves making a large change in setpoint and tracking how the actual temperature and pressure variation change with time. Figure 5 shows how the pressure variation changes with temperature when the setpoint is changed from 390 F down to 300 F.
In the case shown above the optimum setpoint for barrel zone 1 is around 330 F. This method of finding the optimum setpoint is faster than making small changes in the setpoint and waiting for the extruder to react to this change in setpoint. For large extruders it can take 30 minutes or longer for the machine to react to a change in setpoint. If six changes are made it can easily take three hours or longer for the extruder to react to these changes.
About the Author
Chris Rauwendaal has worked in extrusion for more than 37 years. He heads his own engineering firm in Auburn, Calif., which provides custom screws and dies, training, and process troubleshooting services. The author welcomes readers’ questions or comments by e-mail to chris@rauwendaal.com.
















Related Content

The Importance of Barrel Heat and Melt Temperature
Barrel temperature may impact melting in the case of very small extruders running very slowly. Otherwise, melting is mainly the result of shear heating of the polymer.
Read More
Formulating LLDPE/LDPE Blends For Abuse–Resistant Blown Film
A new study shows how the type and amount of LDPE in blends with LLDPE affect the processing and strength/toughness properties of blown film. Data are shown for both LDPE-rich and LLDPE-rich blends.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read MoreWhy Compression Ratio is Important
Compression ratios have been pretty much standardized over the years, based on what has typically worked before. But there are quite a few variables that must be considered in order to get the optimum performance from your screw.
Read MoreRead Next

Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More