
Injection Molding: Speed, Automation & Integration
Hot buttons at the show will be multi-component molding, in-mold labeling/decorating (IML/IMD), in-mold assembly, medical molding, liquid silicone rubber (LSR), micro-molding, and high-speed packaging.

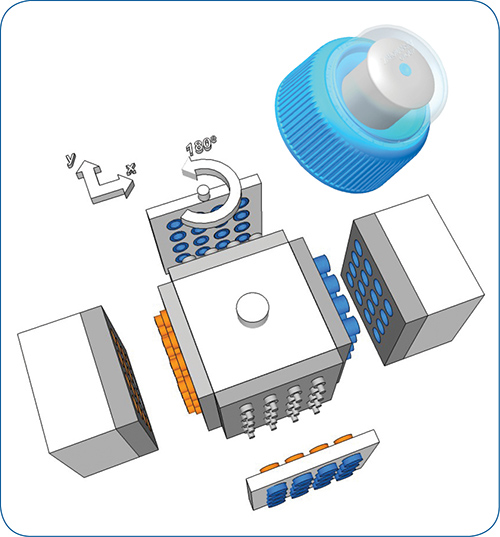
Look for more in-mold operations, like in-mold assembly of a three-part valve closure on Zahoransky’s new TIM Stack mold with rotating side platens. It performs operations on all four mold faces during each cycle. It will run in KraussMaffei’s booth on a twin-platen CX machine with opposite-facing injection units to keep the hot-runner flow path short and volume low.

New machines at the show are mostly either all-electric, like Haitian’s Zhafir Mercury tiebarless machine (above), or hydraulic hybrids with electric-servo pump drives, like Boy Machines’ new model 22 E (below).

IML sophistication will be another highlight of the show, like Marbach’s full-coverage label wrap, which can provide barrier protection for food containers, demonstrated at the Sumitomo Demag booth. A high-precision IML cell by CBW automation is said to break new ground in labeling 16 small (5-cc) syringes in less than 5 sec. It will be running with a Roboshot electric press at the Milacron booth.

Super-fast robots will turn heads at the show. Examples are Hekuma’s Heku DS side-entry model (above) and Staubli’s new TP80 4-axis picker (below).

Components of a high-performance mixing filter nozzle from Muller of Sweden, distributed here by Hasco.
New developments in robot EOAT include the GSZ plier arm from SAS Automation, which absorbs the ejector stroke of the mold.


The big themes in injection molding exhibits at NPE will be doing it faster, doing more in the mold, and doing it hands-off with integrated automation cells. Add to that one more: Doing it with lower energy consumption.
Although those themes apply to injection molding across the board, the particular hot buttons at the show will be multi-component molding, in-mold labeling/decorating (IML/IMD), in-mold assembly, medical molding, liquid silicone rubber (LSR), micro-molding, and high-speed packaging. There will be plenty of new machines on display, but much of the emphasis will be on automated cells performing dazzling feats of speed and complex integration of multiple operations. A few examples:



•Wittmann Battenfeld will present six molding cells with integrated robots, automation, and auxiliaries, all from one supplier. One cell is for insert molding with an EcoPower 110 electric press, robot, downstream automation, and auxiliaries. All components of the cell are displayed on the injection machine’s B6 controller and can be serviced remotely by Wittmann Battenfeld over the Web.
Another Wittmann Battenfeld cell will demonstrate the new technique of inline process control with a thermographic camera to image the temperature profile of parts right after demolding. It can spot changes in cooling or non-uniform part temperatures that can result in warpage or dimensional problems.
A third Wittmann Battenfeld cell demonstrates the new BFMold (Ball-Filled Mold) technology for Variotherm hot/cold molding to achieve smoother surfaces and reduced warpage (see last month’s NPE feature on lightweighting). A vision camera will perform inline part surface inspection. Another interesting feature of this cell is that the robot, granulator, TCU, and conveyor are integrated within the guarding of the EcoPower 110 electric press to greatly reduce overall footprint.
•Arburg and Engel will both show integration of six-axis robots with molding machine controls. The suppliers note that this simplifies robot programming by not requiring the user to learn two different control interfaces.
•Engel will demonstrate in-mold assembly of a complex hollow part without welding in a single machine. The Multitube process of Georges Pernoud of France is intended for automotive ducts, tubes, and intake manifolds. In a two-cavity family tool, the process starts with insert overmolding of a threaded bushing to form one half of the hollow part. Then, the first part is transferred by an integrated six-axis robot to a second cavity for overmolding with a second material to form the other half of the hollow body. A third component—a TPE seal—is also overmolded in that second step. Not only is post-mold welding eliminated, but this process reportedly offers advantages over gas-assist molding—enhanced quality of the interior surfaces and consistent wall thicknesses.
•Engel will also show an exciting new concept for “buttonless” touch-sensitive controls in auto interiors by encapsulating capacitive films into console surfaces. This combination of IMD and Engel’s clearmelt process involves inserting the touch-sensitive film into the first station of a horizontal spin-stack mold and overmolding it with PC/ABS. The mold then rotates and closes again, and in station two the entire part is overmolded with a two-component liquid PUR system to create a high-gloss, self-healing surface. The PUR metering machine is located beside, and integrated with, the injection machine. This approach is being actively pursued by Magna Exterior & Interior Systems in Germany.
•KraussMaffei will also show liquid PUR overmolding of thermoplastic for an auto interior component. Its SkinForm system will mold a new foamed aliphatic PUR that combines excellent UV resistance and soft touch. In addition, KM will demonstrate its SpinForm system with an innovative “cube” mold technology from Zahoransky Formenbau GmbH in Germany. It will mold three-piece PP valve closures on a rotating stack that uses two side platens that move in an out and rotate 180° to utilize all four faces of the mold on each cycle (see opposite). Zahoransky calls this in-mold assembly process “TIM Stack” (Total Integrated Manufacturing).
NEW MACHINES
New models of machines presented in Orlando will be mainly all-electric or hybrids—the latter encompassing many hydraulic machines with pumps driven by servomotors. Arburg, for example, will make NPE the U.S. premiere of its new eDrive series of “attractively priced” all-electrics covering a range from 66 to 220 tons (see Sept. ’11 Keeping Up report). It will demonstrate Arburg’s new Selogica Set-Up Assistant, which is said to allow any type of Arburg machine to be set up quickly and simply in a menu-guided sequence, without requiring specific knowledge of the control system.
Boy Machines will show off its E series with servo-driven hydraulic pumps, the latest model being the 22-ton Boy 22 E. A 35 E vertical insert molder and 90 E two-component model will also be on display.
Two suppliers will demonstrate specialized systems for high-speed molding of caps and closures. Engel will make the U.S. debut of its all-electric e-cap system, said to be competitive with standard accumulator-assisted hydraulic cap-molding systems. It has a new injection unit with high plasticating rates and injection speeds of up to 450 mm/sec, increased ejector force, and a beefed-up clamp drive. The 460-ton press can achieve cycles of less than 3 sec.
Meanwhile, NPE is the global introduction of the new-generation HyCAP system from Husky Injection Molding Systems. Based on a hybrid press, it comes in two performance levels. The new systems are said to be lower in energy use and faster than other leading systems.
The newest member of Haitian International’s German-built Zhafir family of all-electric presses is the Mercury tiebarless line, which became available in North America from Absolute Haitian in January. It uses side plates with top and bottom linear bearings rather than tiebars for mold support and guidance, resulting in 70% more usable mold area. The machine is also 30% slimmer than previous models. The toggle clamp mechanism has just two levers and a central servo direct drive. The two-stage injection unit can achieve speeds up to 500 mm/sec with acceleration over 10G. The servo drives recirculate braking energy back into the power grid.
KraussMaffei will demonstrate for the first time its new MX 650+ press (650 metric tons) as a packaging machine. The smallest in its hydraulic two-platen line, it reportedly achieves high platen parallelism and uniform clamping force while supporting high-cavitation molds weighing up to 29,700 lb. It can inject at speeds up to 700 mm/sec.
Milacron will highlight its new Servo (previously called Maxima Servo) hydraulic two-platen machines (310 to 4000 tons) and Magna Servo toggle presses (55 to 400 tons), both with servo-driven pumps (see Dec. ’11 Close Up article). Milacron recently started building the latter in the U.S. Also on display will be one of the new F-Series modular Ferromatik machines from Germany, which allow buyers to freely mix and match hydraulic or servo-electric actuation of all machine functions. Milacron will be showing off five new control systems—an upgraded Roboshot controller, the new Mosaic version, the Endura, and two retrofit control options from Allen-Bradley and Siemens.
Elion 2800, a relatively new hybrid (280 m.t.) from Netstal has electric clamp and screw drive but hydraulic injection. Sporting the new aXos controller, it will mold 72 beverage caps (PCO 1881) in 3.5 sec.
Negri Bossi is rolling out its brand-new Vesta line of all-electrics from 80 to 500 tons. These are described as high-end machines with liquid-cooled motors, dual ballscrews for injection, and regenerative braking on the clamp to recover energy.
Another first-time introduction from Negri Bossi is the Eos series of small hydraulic presses (50 to 120 tons) with electric servo-driven, variable-volume pump. Smart Energy software automatically “learns” the most efficient process settings for the pump drive during molding. These are also the firm’s first two-platen presses, with platens riding on linear bearings. Eos models are said to have the smallest footprint, widest tiebar spacing, and longest clamp stroke in their tonnage range.
Two brand-new machines will debut from Niigata (niigata-us.com). The MD-W6000 series is its new-generation all-electric; the “W” means wide tiebar spacing. A 200-ton model will run a tandem mold from T/Mould in Germany (U.S. office in Aloha, Ore.), showing alternating cycles for two different parts with different injection profiles.
Also new is Niigata’s MDVR55 X vertical electric press with wider tiebar spacing, two-station rotary table, and faster table rotation of 180° in 1.1 sec.
In addition, Niigata is introducing its Service Cloud, powered by Salesforce.com, which allows customers broad access to all of Niigata’s Knowledge Base via customer-service portal. It hosts real-time interaction with service technicians via phone, e-mail, video chat, etc., and provides complete access to the service history for each machine.
A new line of all-electrics will take center stage at Nissei’s booth. Seen for the first time outside Japan, six small and mid-size presses (30 to 180 tons) have been updated and reborn as the NEX-III Series. The main new features are the updated injection unit and new TACT IV controller. For better plastication performance, Nissei subdivided and optimized the barrel-temperature control zones. Results are said to include faster shot recovery and improved molding stability with less temperature drift after startup. The newly designed nozzle and barrel permit better thermal conduction, shortening heatup time by 25% and saving 8% in energy, according to Nissei. In addition, the new series offers higher injection pressures and speeds.
The new controller offers a larger (15-in.) touchscreen that permits two windows to be displayed at the same time. Setting molding conditions to increase yield and reduce defects, which formerly required a skilled technician, is said to be automated and simplified.
Sumitomo (SHI) Demag will bring its new SE-EV direct-drive all-electric series (110 to 198 tons). These are said to offer 20% lower energy usage than previous electric models, 50% lower grease consumption, and 10% smaller footprint. A new plasticating system reduces shear heat. Standard injection speeds are up to 550 mm/sec, and an HP model offers up to 1000 mm/sec.
Also new from Sumitomo Demag is The El-Exis SP (Speed Performance) ultra-high-speed hybrid series (165 to 825 tons) with hydraulic accumulator and servo valve for injection. Acceleration to high injection speed takes only 25 millisec.
Toshiba will bring at least two models of its new EC-SX series of all-electrics, including a 390-tonner with high-speed clamp option.
Ube, a specialist in large electric machines, will bring its latest, a 950-ton UF model with a new controller and new Flex Servo technology (details unavailable at press time). Ube will also introduce the next generation of its two-platen hydromechanical series, called the UU2e. Available in 1100, 1550, and 2200 tons, it has servo-driven hydraulics and a new controller.
Wilmington Machinery will be talking about its Lumina high-output pallet molding systems, which have been expanded from three to seven models that can mold 200,000 to 900,000/yr.
MEDICAL IS HOT
Everybody wants in on the medical market, which is more profitable and recession-resistant than most. Arburg, for example, will mold 32 syringe barrels on an electric Allrounder 520 A (165 tons) in 6.5 sec, with a completely encapsulated, stainless-steel clamping unit.
Two exhibits from Engel are said to reflect trends in the medical industry toward greater output and lower costs per unit through 1) higher-cavitation molds on large machines, and 2) full-scale integration of automated cell production. First, Engel’s 200-ton all-electric e-motion combi unit will produce components for auto-injectors with two-component injection and a 16 + 16 cavity mold on a servo-electric indexing platen. An Engel easix 6-axis robot, integrated with the CC 200 controller (first showing in the U.S.) will remove parts and deposit them in trays.
Another electric e-motion press (110 tons) will mold 16 PS needle holders, and high-speed automation from Hekuma will remove parts and deposit them segregated by cavity. Defective mold cavities can be turned off individually without disturbing the balance of the system, Engel says. The mold comes from Fostag in Switzerland.
Haitian Zhafir will mold PP medical pipettes in 64 cavities in an automated cell with Yushin robotics on its new Mercury electric tiebarless machine (see above).
Sodick Plustech will demonstrate its two-stage screw/plunger V-Line machine producing syringes of Topas cyclic olefin copolymer (COC) from Topas Advanced Polymers, using a mold from Nypro Inc.
Husky will have a medical workcell based on its H-Med AE all-electric machine. The cell includes Husky’s latest UltraSync hot runner, Altanium temperature controller, and Shotscope NX process and productivity monitor.
LSR & MICRO MOLDING
Two “hot” topics that overlap with each other and with medical molding are LSR and micro-molding. In LSR, Arburg will overmold PBT with LSR in an all-electric, two-component machine. It will produce an automotive part in an automated cell with post-mold laser engraving.
Arburg will also show its new two-stage micro-injection module (18-mm plasticating screw and 8-mm injection screw) producing a part with nano- and micro-scale features (0.5 μ and 100 μ) representing a micro-fluidic dispensing unit. It will be teamed with an Arburg Multilift H robot and 100% inline vision inspection.
Micro and sprueless single-cavity molding will be demonstrated on two Boy XS series servo-pump machines (see above). One will produce thermoplastic parts with a shot weight less than 2.6 g. The other will overmold a medical needle with LSR.
Flashless molding of 64 LSR diaphragms in a 7-sec cycle will be a highlight of Engel’s exhibit, using an e-victory hybrid press with servo-driven hydraulic ecodrive system and electric injection unit. “The need for post-process trimming is no longer acceptable, which means flashless production is a must,” says Steve Broadbent, LSR/Elast project engineer.
Two-shot molding of LSR over PBT will be demonstrated by Wittmann Battenfeld, using an HM-MC hydraulic machine wih servo-drive hydraulics. The company will also operate a MicroPower 5-ton micro-molding work cell with a Wittmann SCARA robot. This machine comes standard with integrated vision inspection.
Milacron will run LSR medical parts on a Roboshot electric machine.
LSR dosing systems will be represented by Elmet of Austria, which has just opened a North American headquarters in Lansing, Mich. It will show its top-of-the-line TOP3000 dosing system (also installed for demonstrations in Lansing) with a Sumitomo Demag press in the booth of Zeiger Industries.
IML IN A FLASH
Another hot-button topic at NPE is in-mold labeling, with emphasis on ever-higher speeds and more complex applications. An example of both is the novel “full-cover labeling” demonstration by Sumitomo (SHI) Demag. Using a two-cavity tool and automation from Marbach of Germany (U.S. office in Elkhart, Ind.,), Sumitomo will show how food packaging can be fully covered by a label to incorporate a barrier function in food packaging. Marbach’s automation places the banner and base label in one stroke. Previous IML solutions required a partition on the container base, so that complete coverage with an in-mold label was not possible.
Arburg will mold two buckets with handles and IML in 4.85 sec on a 350-ton Hidrive hybrid machine. Toshiba will mold deli containers with IML on its new EC-SX 200-ton press. And Engel will combine IML with two-component molding of a thin-wall ice-cream container on an all-electric e-motion T combi press.
Challenging IML requirements, medical molding, and new hot-runner technology all come together at the booth of CBW Automation (cbwautomation.com). The IML cell, integrated by CBW, molds and labels 16 medical syringe barrels in less than 5 sec. The press is a Fanuc Roboshot S2000i165B supplied by Milacron, and the mold comes from Tech Mold Inc., using new Melt-Cube close-pitch linear side-gating hot runners from Mold-Masters.
Typically syringe dosage markings are pad or offset printed or are printed on self-adhesive labels for post-mold application. Challenges in converting to IML to eliminate secondary operations for these small 5-cc syringes included the need for a very small label—less than 2 x 2 in.—with very high-quality graphics (created by Inland Label, inlandlabel.com) and very narrow cut-to-print and label-to-label size tolerances. In addition, the small syringes required very thin labels (45 microns) and very accurate label placement and registration (±0.010 in.).
Wittmann Battenfeld will demonstrate its total-system IML capabilities in production of two butter containers. And Negri Bossi will run IML on its Janus HP (high power) hybrid with accumulator.
Simpler setup of IML label-placement automation and lower costs are benefits claimed for new components from Meech Static Eliminators USA Inc. Its latest high-voltage static generator, the 994 IML works with the Meech Hydra miniaturized IML pinning system for small parts. Meech completely redesigned the static generator for a simplified model that’s light enough to mount on end-of-arm tooling. Pinning heads measure just 15 x 5 mm to fit on the smallest label carriers. The 994 IML generator requires only 24V supply and offers full remote control. Meech says there is no degradation of performance over time, so its useful life is almost indefinite.
ULTRA-FAST ROBOTS
Keep your eyes on the new-generation robots—and you may risk whiplash. “Fastest ever” and “ultra-high-speed” are the phrases attached to these devices, many of them using carbon fiber to trim mass for eye-blink takeout speeds. Typical applications include medical parts, packaging, and IML.
“What is likely the fastest robot on the market today” is the claim made for the new Heku DS side-entry model from Hekuma GmbH. Its main arm and gripper are made of hollow aluminum covered with carbon-fiber composite. Low-friction ceramic spheres in the guide rails and synchronized dual servo drives on the main axis also contribute to speeds of up to 10 meters/sec and accelerations up to 30G.
At the Engel booth, the Heku DS will be integrated into a clean-room work cell utilizing Hekuma’s “Sigma-Inside” concept of cavity separation of parts for quality control. The robot will remove medical parts from a 16-cavity mold in about 0.18 sec with a removal stroke of 450 mm. “Direct blow-off” of the parts into the robot gripper saves a stripper motion. The robot deposits them into distribution chutes leading to pre-staged bags. A light curtain and vacuum monitor on the gripper ensure that all parts are removed from the mold.
Engel, by the way, will be highlighting its own newly completed series of Viper robots, represented by a new Viper 12 model (12-kg payload capacity), said to be “the fastest robot in its load-bearing class.” Intelligent software in these robots uses automatic mass sensing (via measuring the servo motor’s electric current) for vibration control and to adjust the motor’s dynamic values to achieve the needed acceleration.
High speed is also the key to the new telescoping side-entry (TSE) robot from CBW Automation at Milacron’s booth. It was developed to meet U.S. demand for larger, higher-cavitation molds while minimizing the robot’s footprint. Other introductions from CBW include a new high-speed automation solution for case unpacking of lids and containers at filling lines, a “breakthrough” IML cell for small syringes (described above), and new technology for flip-top caps that’s said to surpass both free-drop and in-mold-closing systems in speed and part quality. CBW uses a robot to remove the caps and close them on the fly and then place them oriented on a conveyor for downstream operations such as liner insertion or laser marking for lot traceability. Even with the robot intrusion into the mold, CBW says its system is 0.5 sec faster because the parts don’t have to fall clear of the mold before it can close. CBW claims an average of 10% improvement in productivity.
Star Automation is introducing high-speed top-entry robots made with carbon fiber and linear motion rails on each axis. The five-axis TW-1700HMVIS is a large-payload model with dual arms for stack molds in presses of 500 to 1000 tons. (Single arm is also available.) The new four-axis TW-1100HMVI is a smaller model for presses of 250 to 450 tons.
Also new is Star’s two-axis servo picker, which can release products to different locations, such as a reject chute and a tote bin for good parts. For mold changes, the picker can be “parked” over the injection barrel to allow full access to the clamp area.
Staubli also has a new “ultra-fast” picker, the four-axis TP80. It offers more than 200 picks/min and increased flexibility at lower cost. It boasts high precision throughout the entire work envelope, unlike some competing robots. A simple base or wall mounting eliminates need for a bulky gantry. Its slim forearm can move into slotted machine openings.
Yushin America is also using the “ultra-high-speed” label for its new HSA model. Described as “the fastest, most rigid and repeatable standard top-entry robot on the market,” it has 13% lower weight and 11% faster takeout than previous models. Vibration-damping properties of its carbon-fiber arm are said too eliminate “flutter” at the EOAT. Also new is the E-Touch II-K controller with 10.4-in. touchscreen. What’s more, the HSA saves energy by incorporating Yushin’s newly patented Eco Vacuum feature (standard), which minimizes compressed-air use.
Speed has been boosted on Yushin’s new YC and YCII side-entry robots, which are smaller, lighter, and more rigid than the “value-priced” YA/YAII series they replace.
Sepro says it has increased the payload capacity of its smallest S5 series Cartesian servo robot by more than 66% with no loss in speed on all axes. The new S5-15 is the smallest in the line; it carries 5 kg (11 lb) and has 25% longer strip stroke than its predecessor G4 model.
Wittmann has a new R8.2 version of its R8 robot control with a number of new features. Its Quick Editor offers greater control in editing programs, plus templates for simple pick-and-place jobs. New Easy Start allows the robot to dry cycle with an open mold for testing a program. And Smart Air compensates for clamp-open position drift in older presses by “searching” for the part and then backing off the robot as soon as the vacuum sensor detects contact with the part, so as not to mar the hot part.
WORLD ‘FIRSTS’
Custom automation specialist Waldorf Technik is claiming at least two first-in-the world achievements at NPE:
•IML automation for 32 cavities with the new highflex robot.
•A commercially operating automation system for injection molded PP-EVOH-PP retortable containers to replace metal cans and glass. Based on Kortec coinjection technology, the system is designed for 32 or 64 cavities with 100% inline checking of continuity of the EVOH barrier layer and 100% extraction of rejects. Waldorf’s Check’N Pack system is said to be the first QC inspection system to ensure that EVOH has been injected uniformly throughout the container. It performs 360° inspection of the rim and sidewall and also checks the bottom and injection point.
•Also new from Waldorf-Technik is what it calls “the ultimate solution for injection molded barrier containers”—a process for 3D inline vacuum coating with a thin “glass” skin. The plasma coating process comes from Cavonic GmbH in Germany and Waldorf provides the handling automation.
•In the medical area, Waldorf is also claiming “the most economical and modular automation for pipettes and cups,” which uses the least floorspace and is suitable for Class 10,000 clean rooms. Waldorf will demonstrate pipette molding automation with cavity orientation and camera inspection in the Sumitomo (SHI) Demag booth.
•Waldorf’s new, highly flexible IML robots can handle one to eight cavities and all types of label shapes on a single system.
CONTROLS & EOAT
News in robot controls includes demonstrations by Arburg and Engel of six-axis robot controls integrated with the machine controls and using the same interface.
Meanwhile, end-of-arm tooling (EOAT) specialist SAS Automation will have three new offerings at the show:
•GSZ spring-loaded plier arm, which absorbs the ejector stroke of the mold. It’s used when sprues and runners don’t stay on the ejector pins after ejection.
•Non-marking, non-silicone, high-heat vacuum cups, for use at up to 320 F.
•PGR 25, 32, and 40 pneumatic, double-acting, two-finger parallel grippers, which provide high gripping force in a small package.
New from Star Automation are a magnetic gripper, dual-surface suction cups for parts with holes, a redesigned mini air cutter, and an I/O communication unit that can send and receive up to 32 signals on just two wires.
WHAT ELSE TO SEE
Addressing the growing interest in so-called Variotherm or hot/cold molding, Trexel Inc., will demonstrate Rapid Heat Cycle Molding and its ability to achieve smooth surfaces with the MuCell microcellular molding process.
Machine nozzles are getting a makeover from a couple of exhibitors. Hasco America is newly representing Muller Mekaniska of Sweden, which offers a new MF-200 mixing and filter nozzle with three levels of mixing and low pressure loss. Also new is the ES-2 filter nozzle designed for low pressure drop and easy purging. Muller’s new NM shutoff nozzle is spring-loaded with adjustable spring tension and high heat resistance.
Hot-runner supplier Melt Design, Inc. is introducing a dual-stage filter device that mounts between the machine barrel and the nozzle. It has two melt paths—one for injection, where the melt is filtered and homogenized in two stages through a series of grooves and openings; and a separate backflow path for melt decompression. The latter does not backflush any debris off the filter and has “zero” pressure drop for faster and easier decompression.
In the area of controls, Priamus System Technologies will highlight the North American debut of its BlueLine hardware and FillControl software. BlueLine is an all-digital, modular system consisting of a central control unit and freely expandable amplifier units and machine interfaces. The expandable amplifiers simply plug into each other to handle an unlimited number of signals. The BlueLine core is available with or without a touchscreen.
Likewise, FillControl is modular software. The Measure module is for simple data acquisition. The Monitor module is the heart of FillControl. It can monitor several hundred pressures and temperatures within the mold, as well as various machine signals. Besides standard monitoring functions such as fill time in the cavity, the Monitor module provides new monitoring parameters such as shear rate, shear stress, and viscosity of the melt in the cavity, as well as compression and shrinkage of the part.
The Switch module detects the melt front in the mold cavity via temperature or pressure sensors. It can then initiate actions such as valve-gate opening, core or pin movement, gas injection, etc. It can also detect bad parts and initiate alarms. The Control module controls flow, compression, and shrinkage in hot- or cold-runner molds. This module makes it easier to transfer molds between machines, even from a hydraulic to an electric machine.
Three new developments from Kistler Instrument Corp. include a firmware upgrade for its Type 2869B CoMo Injection cavity-pressure monitoring system. The upgrade (v. 2.3) now allows for automatic mold identification in addition to 24 channels of cavity pressure. Also new is the Type 4021B piezo melt-pressure and temperature sensor, suitable for mounting directly in the flow of material in an injection molding nozzle or hot runner. It’s designed for simultaneous recording of short-duration pressure peaks to 3000 bar (29,000 psi) and of temperatures to 350 C (662 F) without the time lag associated with indirect measurement systems. An improvement on the field-proven Type 4021A, it includes a pressure sensor with abrasion-resistant, stainless-steel diaphragm and internal amplifier.
The third new product is Type 5155A multi-channel combined temperature/pressure charge amplifier for all types of piezoelectric sensors and Type K thermocouples. It can have one to four channels.
In process and production monitoring, Syscon-PlantStar will show its latest enhancements, including an expanded Overall Equipment Effectiveness Dashboard. This organizes production data into intuitive categories of Availability, Performance, and Quality. For example, clicking on the Quality heading brings up all the quality-related details for a job, such as reasons for high scrap rates.
Also new is an expanded Process Journal, which allows users to enter notes on downtime, scrap, process variables, and maintenance. The notes may be linked to show the progression of action on a problem. Automatic time and date entry for journal entries is important to medical molders because it supports a QC plan as required by FDA. There’s also a new KanBan scheduling module.
The Mattec manufacturing execution system (MES), now part of Solarsoft Business Systems, also has several new enhancements, including real-time monitoring via the Web, a machine odometer thath counts hours of run time since the last maintenance, and ability to quickly call up a cycle history chart for up to 100,000 cycles.
ERP specialist IQMS has a new shop-floor user interface called the RTStation. The size of a desk phone, this touchscreen device is powered by Android technology. Designed for easy data input and operator feedback, it displays machine downtime information, prints work orders, logs rejects for production reporting, allows for operator clocking in/out, and displays job setup information—all from one 7-in. screen. It also shows graphs and color-coded machine performance indicators. RTStation connects to other devices via Ethernet, USB, or RS232.
BMSvision (previously known as BarcoVision) is showing the latest version of its PlantMaster MES for injection and blow molding and extrusion. Based on wireless data collection, it includes software modules for real-time process and production monitoring, production scheduling, SPC/SQC, and traceability.
Also new is the company’s EnergyMaster system for monitoring energy consumption to aid efficiency efforts. It maps different types of energy use—electricity, water, gas, compressed air, steam, etc.—and integrates these parameters with machine and production monitoring data to help relate energy use to production levels (specific energy consumption, or SEC).
Other related exhibits at NPE include Plantnode360 MES from Shoplogix; Microsoft Dynamics AX ERP and Wonderware MES, both shown by Ellipse Solutions LLC; and new v. 10.6 of MIE Trak ERP/MRP software from MIE Solutions.
















Related Content

Custom Molder Manages Growth on Several Fronts
Adding people, plants and machines, expanding capabilities in LSR, high-tonnage presses, automation and 3D printing—EVCO Plastics maintains momentum through challenging times.
Read More
Minnesota Rubber and Plastics Opens Innovation Center
The plastics and rubber compounder and molder has opened the 9000-ft2 center that’s intended to help speed product development with design, prototyping, testing and production capabilities.
Read MoreBeacon MedTech Solutions Names New President
The Massachusetts-based medical molder and contract manufacturer has appointed industry veteran Jim Colony.
Read More
Finding a Niche in LSR Tooling
20 years ago, southern California moldmaker M.R. Mold & Engineering pivoted to LSR tooling, giving it a foothold in a challenging but growing market.
Read MoreRead Next

Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More
How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More