
Introduction to Cooling Water Energy Management
A reliable and consistent source of cooling is essential in plastics processing.
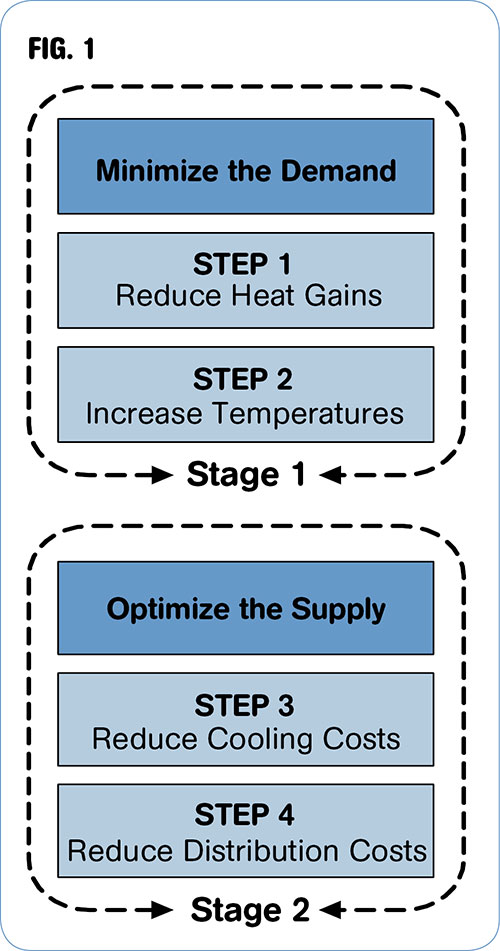
The cooling water program. Stage 1 must be completed before Stage 2
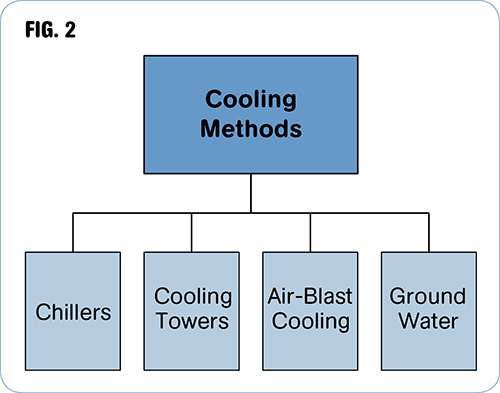
Methods of cooling water. A combination of methods is frequently used, with separate systems for cooling and chilled water.



A reliable and consistent source of cooling is essential in plastics processing. Unfortunately, as with compressed air, this is often a forgotten area of energy use because the equipment is remote from the actual operations. Cooling facilities are hidden away in the services area and rarely receive the attention they deserve. Cooling equipment is reliable and tends to be ignored unless there is a problem.
Regular analysis of performance data is recommended to enable any loss of efficiency to be detected before complete loss of service. This is particularly important because cooling typically consumes 11% to 16% of the energy used in a plastics processing plant and simple actions can significantly reduce this energy use.


It is essential to differentiate between “cooling water” at 60 to 95 F and “chilled water” (below 60 F), as they can be generated by very different methods and are often used for very different applications. Cooling water can often be provided by simple cooling towers and is used for general non-critical machine cooling. For example, as long as the machine or hydraulic oil is kept at a reasonable and consistent temperature, most machines will operate perfectly satisfactorily.
Chilled water needs chillers or similar equipment and is used for more critical mold cooling andtemperature control. This type of cooling needs to be well controlled, as any variations will affect productivity and/or product quality.
COOLING MANAGEMENT
Providing cooling to a plant is expensive and the way to achieve the best savings is to implement a full cooling-water management program. This program is shown in Fig. 1 and is structured into two stages and four steps. For the average plant, the program can deliver savings of up to 25%, mainly by inexpensive measures. The main cost is the labor and time needed to establish the system.
STAGE 1: MINIMIZE DEMAND
Minimizing the demand is the first step in cooling- and chilled-water management and should be completed before any steps are taken to optimize the supply. It is not sensible to optimize the supply for excessive demand based on temperatures that are unnecessarily low or on poor usage patterns.
•Reduce heat gains: It is not sensible to use energy to cool or chill water and then to let the water suffer from parasitic heat gain or to circulate the treated water through inoperative machines. Cooling should be limited to areas where it is actually performing useful heat removal.
•Increase temperatures: Running cooling systems at lower temperatures than are needed is poor energy management. And after heat gains are minimized, then cooling-water temperatures should be maximized. Water temperatures are often poorly understood and poorly controlled. Increasing water temperatures can improve reliability and dramatically reduce costs, especially with chiller systems.
STAGE 2: OPTIMIZE THE SUPPLY
Only after the demand is minimized should the supply be optimized. It is not logical to optimize the supply based on excessive demand.
•Reduce cooling costs: Running the cooling process itself is often the largest energy cost in cooling, and simple measures can reduce costs.
•Reduce distribution costs: Pumping water through the distribution to system is a large cost and simple solutions can easily reduce this.
COOLING/CHILLED WATER MAP
Mapping the distribution network for the plant provides one of the best tools for the program. This is a survey of the complete system for cooling and chilled water. The map should include details of the cooling towers, chillers, pumps, piping, and controls. The map should include the pipe sizes and insulation status for all the main distribution piping and the piping to the actual machines. Note on the map where isolation valves are in the system, both in main piping and at machines.
Do not trust the original drawings of the system. Systems are often changed and modified to meet new demands and the drawings will often be out of date or simply wrong.
Include any portable mold chillers on the map – these also use energy and are sometimes a major load on the system.
THE CHOICES
Cooling and chilling can be achieved by a variety of methods, as shown in Fig. 2. Most plants use a combination of these methods and often have separate systems for chilled and cooling water:
•Chillers: These are generally compression chillers operating on a closed and sealed circuit and can deliver lower temperatures than other methods but generally at a higher energy cost. Note: Old chillers using R22 refrigerant are less efficient than the new generation of chillers. Chillers using R22 are also subject to increasing legal controls (see article in Apr. ’10). New refrigerants to replace older chemicals that are now prohibited are more efficient and can reduce chiller operating costs by between 12% and 30%.
•Cooling towers: These are conventional towers of the type seen in other industries and operate primarily on an open circuit.
•Air blast cooling: This is a sealed circuit that passes the water through a series of radiators that are cooled by fans.
•Ground water: This covers a variety of methods from heat exchangers in rivers to large cooling ponds to “once-through” systems that take water from a ground source and then dispose of it. This option is rapidly disappearing in many countries due to effluent charges and the fact that the cooling water temperature is limited to that of the extracted water.












Related Content

Follow These Best Practices When Working With Heat Transfer Fluids
Effectively choosing, operating and maintaining thermal fluid can positively impact productivity in plastics processing.
Read More
How to Reduce Sinks in Injection Molding
Modifications to the common core pin can be a simple solution, but don’t expect all resins to behave the same. Gas assist is also worth a try.
Read More
Cooling the Feed Throat and Screw: How Much Water Do You Need?
It’s one of the biggest quandaries in extrusion, as there is little or nothing published to give operators some guidance. So let’s try to shed some light on this trial-and-error process.
Read More
System Offers 'Lights Out' Mold-Channel Cleaning & Diagnostics
New system automatically cleans mold-cooling lines—including conformal channels—removing rust and calcium, among other deposits, while simultaneously testing for leaks, measuring flow rate and applying rust inhibitor.
Read MoreRead Next

Energy Miser: Use Less Energy to Generate Compressed Air
Last month, we addressed how to minimize your plant’s usage of costly compressed air.
Read More
Energy Miser: Reducing Compressed-Air Usage
Many manufacturing sites operate on the assumption that compressed air is free. Usage is totally uncontrolled, and open air lines cost real money.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More