
K 2013 Preview: Injection Molding
Next month’s mammoth triennial plastics show in Düsseldorf, Germany, challenges injection molding machine builders to demonstrate technological leadership in addressing the needs of the marketplace.

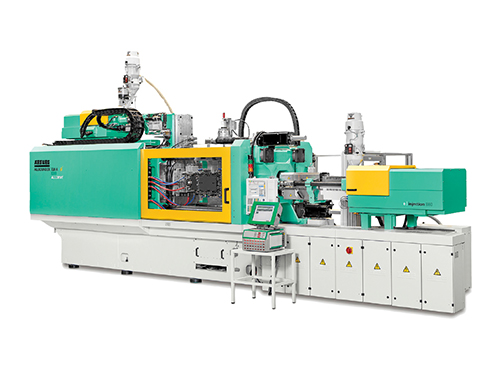
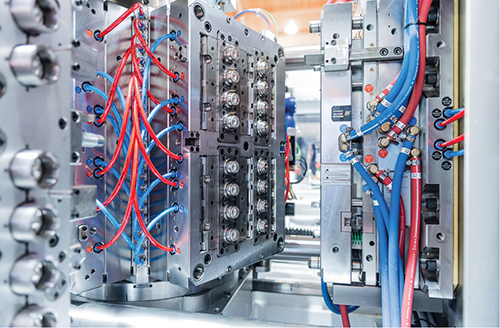
Multi-component molding with in-mold assembly will be performed at two exhibits running Foboha rotating cube molds. Above: Arburg 720A all-electric machine with second horizontal injector on the moving platen produces two-piece, HDPE/PP closures that are cooled and demolded on two sides transverse to the mold axis while the mold is closed, saving cycle time. Below: Foboha cube mold at Ferromatik Milacron’s booth molds two parts of a closure and then screws them together.
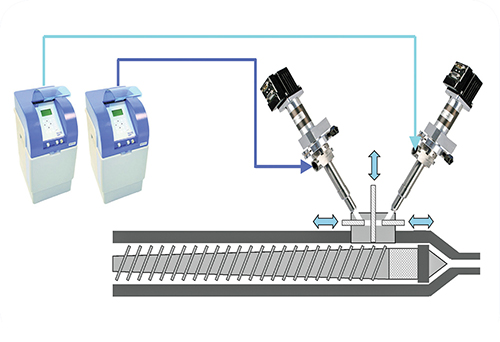
Sumitomo (SHI) Demag will show a new system that mounts multiple liquid-color feeders on the machine and injects colorant at the end of the screw, minimizing the amount of purging necessary for color changes.

New micromolding system from hot-runner supplier MHSMold Hotrunner Systems has a novel, 4-ton magnetic clamping system and onboard robotic parts handling and vision QC.
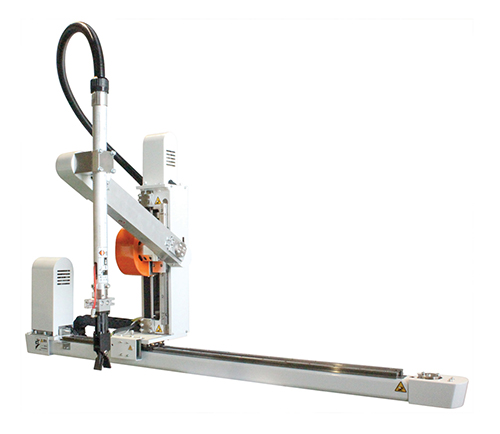
More sprue pickers are going servo, boosting speed and versatility. Above: Star Automation Swing-Axel 150S. Below: Sepro S3.




Next month’s mammoth triennial plastics show in Düsseldorf, Germany, challenges injection molding machine builders to demonstrate technological leadership in addressing the needs of the marketplace. This year, that means shaving down energy costs to the bare minimum, while also achieving ever greater feats of speed and productivity. It also means combining multiple functions into one compact and automated process through integrating multiple materials, in-mold decorating and assembly, foaming or gas assist, insert molding, and quality inspection.
The latter requires complex and sophisticated tooling and hot runners, as well as robotics, both of which will be front and center at K. Here, then, is a quick rundown of the new developments of interest to North American processors—at least those that exhibitors would reveal in advance.
FAST, EFFICIENT MACHINES
New injection presses at K will be mostly all-electric or partially electric hybrids, but almost all machines using hydraulics will trim energy consumption through use of variable-speed electric motors to drive the pumps.
•Arburg (U.S. office in Newington, Conn.) is introducing the Allrounder 820 A (400 metric tons), which completes its all-electric Alldrive series. It fills the gap between 320 and 500 m.t. The same clamp and injector size will be available later for an additional model of the Hidrive hybrid machine.
•Boy Machines (U.S. office in Exton, Pa.) will bring out the Boy 25 E servo-hydraulic press (25 m.t.) as a successor to the Boy 22 E. Also new will be a vertical-clamp, horizontal-injection version, Boy 25 E VH.
•Several new machines from Engel (U.S. office in York, Pa.) were previewed last month (see Close Up). These include the e-speed 650 (650 m.t.) hybrid with novel flywheel energy-recovery and storage system under the electric clamp. The press boasts injection speeds up to 1000 mm/sec and less than 2.5 sec clamp dry cycle.
Also new is the e-motion 30 TL electric tiebarless press (30 m.t.) with injection speed to 800 mm/sec and dry cycle well under 1 sec. Higher speed is also one feature of the next-generation duo line of hydraulic two-platen presses and is the main attraction of a new series of electric injection units capable of up to 800 mm/sec at 2000 bar pressure. All the new machines—and a few more in Engel’s composites molding demonstrations (see below)—will sport the new CC 300 control with 21.-in. touchscreen.
•Haitian of China (represented here by Absolute Haitian, Worcester, Mass.) will highlight its second-generation machines, such as the all-electric Zhafir Venus II series, now available in additional sizes of 300 to 550 m.t. It’s also offered in a high-speed “p” version for packaging (150 to 380 m.t.) with injection speeds up to 350 mm/sec. But even standard models have higher speeds and acceleration (200 mm/sec for up to 430 m.t. and 160 mm/sec for larger sizes), as well as wider tiebar spacing.
New this year, second-generation Haitian Jupiter II servo-hydraulic models have been updated with new servos and drive technology from the Mars series, new controls, and more compact footprint. Additional models are coming next year—550, 750, and 950 m.t., as well as wide-platen versions of 950, 1200, and 1600 m.t.
•KraussMaffei (U.S. office in Florence, Ky.) will show the newest and largest model in its year-old GX series of hydraulic two-platen machines. Two new models extend the range beyond 650 m.t. to 750 and 900 m.t. The GX 900 will mold industrial packaging in 7 sec, establishing its claim to be “the fastest two-platen machine on the market.” The GX also introduced the MC6 control, now available also on AX and CX models. Together with EAS Mold & Die Change Systems, Menomonee Falls, Wis., KM will demonstrate fully automated horizontal mold change within 3 min, using a preheating table and magnetic clamping plates.
•Negri Bossi (U.S. office in New Castle, Del.) will show off its new Eleos 65-m.t. all-electric two-platen press and a liquid silicone rubber (LSR) version of the Eos 120-m.t. hydraulic machine with electric inverter drive on the pump. The Eos line was introduced at NPE 2012, as was the all-electric Vesta toggle press, a 300-m.t. version of which will appear at K with a new “ultra-rapid” ballscrew designed for fast-cycle packaging. Also new is the Bi-Power VH 1000, the firm’s smallest two-platen machine (100-m.t. hybrid with electric plastication) and a version of the Canbio 210 hydraulic toggle with new Smart Flex clamp boasting improved rigidity and oil-free V-rail platen guides.
•Netstal (U.S. office in Florence, Ky.) will launch three machines. One is the all-electric Elion 2200 (220 m.t.), molding 1-ml PP syringes (1.54 g) in a 48-cavity mold with a cycle time around 9.6 sec. Second, the new Elion 4200 hybrid (420 m.t.) with EcoPower variable-speed, synchronous pump motor will
mold HDPE 29/25 water caps in 96 cavities in just 2 sec. It has the high-performance injection unit of the Evos hydraulic series, capable of speeds to 2000 mm/sec. Netstal will also unveil the hybrid Evos 4500 (450 m.t.) with the EcoPower drive of the Elion series. It will mold PS drink cups in 12 cavities in 2.5 sec. Another cell will feature an all-electric Elion 1200 (120 m.t.) molding HDPE irrigation drippers in 64 cavities in 2.5 sec.
•One of the first 150-m.t. hybrid presses from Athena Automation, Vaughan, Ont., the new venture of Robert Schad (founder and former owner of Husky), will appear as part of a PET preform molding system from SIPA of Italy (U.S. office in Atlanta). The machine’s design, with servo-electric and servo-hydraulic drives, is fine-tuned for energy savings, space savings, and high repeatability (see July Close Up).
•SP stands for Speed Performance in the new Systec SP 280 (280 m.t.) hybrid toggle press for packaging from Sumitomo (SHI) Demag (U.S. office in Strongsville, Ohio). It has electric plastication and activeDrive servo-hydraulic clamp. It is a more economical alternative to the high-performance EL-Exis SP hybrid. The new press will mold two 1.2-liter PP buckets(84 g each) with in-mold labeling (IML) in 5.3 sec.
•Two new presses from Wittmann Battenfeld (U.S. office in Torrington, Conn.) are two-platen types. The MacroPower 1500 (1500 m.t.) is a new size in this hydraulic line, shown with optional ServoPower servo-hydraulic pump technology. Also new is the MacroPower E 450 hybrid (450 m.t.) with
servo pump (see June Close Up). It will mold a bucket with IML.
INTEGRATED MULTIFUNCTION PROCESSES
Accomplishing multiple operations within a single machine and mold has brought ever more complex automated cells to recent shows. Next month, Engel, for example, will mold medical drip chambers with three materials and a filter insert. The body of the drip chamber is molded of ABS and TPE in one step; the filter is inserted by a six-axis robot; and the filter is joined to the body by overmolding with PP. The robot then demolds the parts for seal inspection. For automotive, Engel will show a new method of multi-component,
soft-touch molding of interior components. The Varysoft process developed by Georg Kaufmann Formenbau in Switzerland will produce Hyundai Kia dashboards. A decorative, grained TPO film is preheated and preformed in one station of the automated cell, while the rigid substrate is molded of ABS/PC using the MuCell microcellular foam process from Trexel, Wilmington, Mass. The TPO film is then transferred to the mold on a rotating table, where the film is placed in the cavity with the substrate. After the mold closes, PUR foam is injected between the film and substrate by a Hennecke metering system (U.S. office in Pittsburgh).
KraussMaffei will combine thermoplastic and thermoset PUR in a SpinForm process with a swiveling center stack on a GXW 550 press integrated with the company’s RimStar Nano PUR metering machine. The latter delivers a high-gloss lacquer surface. Both Engel and Wittmann Battenfeld will combine gas assist and IML in one process. One of Engel’s new e-duo hybrid two-platen machines will mold beverage crates, while Wittmann Battenfeld will produce a hockey stick of long-glass/PP with a gas channel 1300 mm long, using a new nitrogen and pressure generator developed by the company. The cycle time is 105 sec and cooling time is 60 sec. Motors of the EcoPower all-electric machine are switched off, consuming no energy, during the long cooling phase.
Another Wittmann Battenfeld cell using an EcoPower press will combine structural foam with the BFMold variothermal process and HiP High Precision Opening program to mold an auto-interior part with a high-quality finish.
Both Arburg and Ferromatik Milacron (U.S. office in Batavia, Ohio) will demonstrate multi-component molding with in-mold assembly to produce caps in Foboha rotating-cube molds (see tooling section below). And Wittmann Battenfeld will produce a cosmetics atomizer from PP and TPE using in-mold assembly. In a 4+ 4+ 4 cavity mold, the two half-shells are brought into overlapping position by an indexing platen and a Wittmann robot. The parts are then joined and sealed by overmolding.
Fully automated production of a 5-in. touchscreen display in a complex automated cell will be a highlight of the Sumitomo (SHI) Demag exhibit. It uses a Systec 210 hybrid press and a six-axis robot to perform both IML and IMD (in-mold decoration) in one cycle. The robot positions the conductive IML touchscreen film on
the fixed half of the single-cavity mold, while the IMD carrier on the moving half positions a carrier foil with a decorative “piano-black” finish for the display frame. The frame is injected in acrylic using variotherm mold-temperature control. The molded part is transported to a sealed station where a laser degates the part and UV light cures the acrylic topcoat on the decorative foil.
MICROMOLDING, LSR, COMPOSITES
There’s a new player in micromolding machines. MHS-Mold Hotrunner Solutions, Georgetown, Ont., is the second case of a hot-runner supplier developing a self-contained micromolding system. (The first was Otto Männer GmbH, U.S. office in Lawrenceville, Ga.; see Aug. 2011 Close Up.) The new M3 from MHS produces 32 direct-gated, runnerless parts with shot weights under 10 mg in less than 5 sec, or over 150 million parts/yr. This all-electric system has a tiebarless magnetic clamp (4 tons) said to embody a new type of clamping principle using embedded magnets. It also uses a novel, patented injection system and non-traditional tooling consisting of four modular inserts, each with eight micro-cavities. That allows molding eight different parts per cycle. Compatible with clean rooms, the compact system comes with onboard automation for robotic takeout and part handling, plus an integrated vision system that inspects each part and cavity in less than 1 sec between shots.
Another micromolding exhibit will tie together two Wittmann Battenfeld MicroPower 15-m.t. machines for two-component molding of “lab-on-a-chip” blood analyzers. Using a two-cavity mold, one machine makes the carrier parts, which are removed by an integrated SCARA robot and vision inspected. Then the parts are placed on an electric linear axis, which transports them to the second MicroPower machine for overmolding with TPE.
As at every major plastics show lately, there will be several LSR molding demonstrations. For example, Arburg will show a twocomponent application in which a metal insert is overmolded with both LSR and thermoplastic. Engel will demonstrate overmolding of LSR onto thermoplastic in a flow-sensor housing. This will be the first showing of Engel’s new, patented iQ weight control software used for LSR. It analyzes the injection-pressure profile and screw position for real-time correction of injection speed and switchover point to adjust for changes in material viscosity.
And Elmet Elastomere, a maker of LSR metering systems (U.S. office in Lansing, Mich.), will address LSR and micromolding with a new mold concept for precision molding of items measuring less than 2 mm and weighing under 1 mg with dimensional tolerances in the range of 10 microns. Elmet will also present new transparent tooling for “cool” molding of LSR with UV light from LED lamps. This approach allows lower-temperature thermoplastics to be overmolded with LSR.
The main feature of Elmet’s exhibit will be its new-generation TOP 3000 metering system, a top-of-the-line model that was shown at NPE2012. It’s now offered in front-loading or side-loading versions to make best use of floor space. Redesigned controls are said to be easier to use and allow production data to be extracted via USB interface in a format compliant with the ISO/TS 16949 automotive quality standard.
Another recurrent theme at the show is the growing interest in injection molding structural composites with very long or continuous fibers. Two of the leaders in exploring this field have been Engel and KraussMaffei, both of which will show multiple examples of composites molding at K.
Engel, for example, will show applications of “hybrid” composites with continuous fibers in preimpregnated organic sheets and tapes, which are overmolded with chopped-fiber or unreinforced material. One will use a vertical press with a six-axis robot and infrared oven to mold a brake pedal.
Another demonstration will use preformed carbon-fiber organic sheets overmolded with PC/ABS to make cases for tablet PCs, smartphones, or e-book readers on a new Engel e-mac 170-m.t. all-electric press. Roctool variothermal (hot/cold cycling) molds will both preform the sheet and overmold them with a high-gloss “piano-black” finish. The automated cell will also perform inline vacuum metallization of parts for EMI shielding.
A third exhibit will use a new 700-m.t. v-duo vertical two-platen hydraulic press with servo-pump “ecodrive” to produce latch covers for a sports car. Dry carbon-fiber and glass fabrics will be impregnated with a new “snap-cure” PUR thermoset resin from BASF Polyurethanes in a liquid reactive molding process, called HP (high-pressure) RTM. The PUR is dispensed by a Hennecke metering system integrated with the Engel press.
KraussMaffei will also demonstrate HP-RTM to produce a car roof shell with carbon-fiber fabric infused in the mold with PUR thermoset resin. It comes out of the mold with a directly paintable surface, free of fiber “read-through.” The automated cell utilizes a new RTM mold carrier with 380 m.t. clamp force and 1300 x 1300 mm mold area. It offers fast movements and access from all sides. PUR is metered by a KM RimStar Nano 4/4 machine.
KM also will demonstrate its FiberForm process for overmolding continuous-fiber organic sheet with thermoplastic on a 300-m.t. CX two-platen press with servo pump. A six-axis articulated robot is mounted on the fixed platen.
Arburg is now jumping into the fray, overmolding continuous-fiber thermoplastic sheets with long-fiber direct injection molding. For the first time, it will show glass rovings chopped inline to up to 50 mm length being added to the liquid melt, rather than starting with more costly long-fiber pellets. Arburg will use a six-axis robot to pick up the sheets, place them in a heating station, and transfer them to the mold.
And the IKV (Institute for Plastics Processing) in Aachen, Germany, will demonstrate in-situ reaction molding and impregnation of complex fiber preforms with a monomer that cures to a thermoplastic matrix in the injection mold.
MORE SPECIALTIES
Sumitomo (SHI) Demag will show off rapid color changes via multiple liquid-color dosing on the machine. Its activeColor-Change system can switch among up to five liquid-color feeders integrated with the NC5 machine control. The colorant is fed directly into the melt-filled metering zone of the screw, bypassing the upstream feed and compression zones, thereby shortening considerably the portion of the screw that must be purged during color changes. The metering zone has a special mixing section. Color changes reportedly take only a few shots.
Sumitomo Demag will also demonstrate the novel SL plastication system from Spiral Logic Ltd. of Hong Kong (see Aug. 2012 Close Up). This zero-compression screw (shown at NPE 2012) works with an upstream dosing screw feeder to provide what’s said to be unprecedented melt homogeneity without
viscosity variations or shear-induced resin degradation.
In optical molding, Engel will show an unusual multi-injection process for auto headlamp lenses. The process requires just one injector to mold the thick lens in two steps to save cooling time and avoid sinks. First, the core is molded and demolded while its center is still molten. After cooling outside the press, it is returned to the mold and overmolded with thinner layers of the same material on both sides. The total cycle is 440 sec vs. 1550 sec for a single shot.
Arburg will show an unusual overmolding process whereby a TPE wheel rim is overmolded onto a tire molded of expanded thermoplastic bead foam. Here are some other specialties to look for at the show:
•Cap molding: Ferromatik Milacron will have three cap-molding demonstrations, including one cell for two-component barrier closures.
•Microcellular foam: KraussMaffei will use the MuCell technology on an all-electric AX machine with a new space-saving gas-metering system from Trexel, shown for the first time.
•In-mold thermography: As at K 2010 and NPE 2012, Wittmann Battenfeld will show this novel system using an infrared camera to “read” the surface-temperature profile of freshly molded parts and adjust the cooling circuits to minimize differentials.
•Process monitoring: Kistler (U.S. office in Amherst, N.Y.) has a new non-contact cavity-pressure sensor that won’t leave marks on Class A parts or optical lenses. This longitudinal measuring pin Type 9239A installs in the mold behind the cavity wall. Its 3 mm diameter suits it to small or complex molds.
Kistler also has added new features to its CoMo injection process-monitoring system with firmware upgrade V2.4. These include automatic mold recognition through automatic loading of mold data during mold changes. And the MultiFlow automatic hot-runner balancing function now allows finer control of nozzle-tip temperatures.
ROBOTS: SMARTER, STRONGER, FASTER
Robot displays at K will emphasize easier programming, higher speeds, and higher payload capability. Look for numerous demonstrations of IML and medical applications, as well as utilization of six-axis articulated-arm robots—often in cooperation with linear Cartesian robots.
Arburg will introduce an unusual arrangement of a six-axis robot suspended on a linear axis transverse to the machine. This is said to permit faster mold entry and shorter cycles, as well as greater working area for a small robot (10-kg payload). The robot is an Agilus model from Kuka Robotics (U.S. office in Shelby Township, Mich.), which has integrated Arburg’s Selogica user interface.
Beck Automation of Switzerland claims to set a new standard for IML speed with a system for applying labels to two half-liter, oval food containers in less than 3 sec, using a side-entry robot. The touchscreen-controlled system is supplemented by a vision inspection system.
Engel will show its newest and largest linear robot, the viper 120. Introduced last fall at the Fakuma show in Germany, this unit can carry 120 kg (264 lb) and has a demolding stroke of 3000 mm and reach of 3550 mm. Also new is the C70 compact handheld teach pad with 7-in. high-definition display. It weighs only 850 g.
A patented automation system for filter separation and assembly of medical pipette tips will be demonstrated by Hekuma (U.S. office in Ann Arbor, Mich.). With cycle times of 1.5 sec between bulk-fed filters entering the feeder system and filling the turntable plate, Hekuma claims to have reduced the entire assembly process to just 5 sec. The system has been tested with assembly of 16 pipettes per cycle, but it reportedly can be scaled up to 96 per cycle, or 1100/min, while comparable systems manage only about 500/min, the company says. Such performance is accomplished within a “tiny” footprint.
Another space-saving automation system for pipette tips and blood-test tubes is the Vario TIP system from Waldorf Technik (U.S. office in Geneva, Ill.), which will operate in the booth of Sumitomo (SHI) Demag. The 64-cavity system at K is said to achieve “world record-breaking cycle time of just 4.5 sec” while reducing floor space by 50-75%. Eliminating compressed air as a transport medium reduces operating costs and the risk of product contamination. Instead of compressed air and free-fall, the parts are collected by a patented gripper and placed in a storage unit in cavity groups. Whereas previous methods often damaged parts by impact with the storage rack; Vario TIP avoids such collisions.
Waldorf will also highlight three versions of IML automation—one that’s flexible in terms of cavity numbers and label geometries, one for stack molds, and one that offers low cost with high speed.
KraussMaffei will emphasize new robot programming and control technology. The company’s new MC6 control has a handheld pendant for robot setup and operation that can also directly control the press. In addition, the new WizardX online programming assistant for linear robots is said to guide the user through just four steps to construct basic programs with the aid of a graphic interface.
To simplify programming of six-axis articulated robots, ProgTechX software uses a graphic interface through which commands are selected from a library and added to the program with the click of a button. This eliminates logic and typing errors, the company says. And for operating the six-axis robot, KM’s VisuX software presents an interface with information grouped into seven pages, similar to the interface for a linear robot.
As for hardware improvements, KM will show off a six-axis robot pre-installed on a platform that only has to be docked to the machine to be ready to use. KM will also demonstrate a fast-cycle automation system which pairs up highspeed versions of two linear robots (LRX 250 HS). One robot demolds parts and transfers them to the second robot via a “handshake.” The entire cycle is 7 sec.
An “automation ballet” teaming two six-axis jointed-arm robots with three five-axis linear robots will enliven Sepro’s exhibit. The company (U.S. office in Pittsburgh) will exhibit 23 robots, several of which were introduced at last fall’s Fakuma show. For example, the 5X and 6X Visual robots in the “ballet” were developed last year in partnership between Sepro of France and Staübli Robotics in Germany (U.S. office in Duncan, S.C.). The 5X line is based on Sepro three-axis Cartesian servo robots plus a Staübli two-axis servo wrist. Both 5X and 6X models use the Sepro Visual 3 control (new at Fakuma), which increases data-processing speed via double-CPU architecture, in which one CPU is dedicated to the operator interface and one to real-time control of the robot. Digital vacuum switches (standard) can be set on the control pendant rather than on the robot.
Shown for the first time will be the Sepro Multi-Inject 20 robot for multi-component injection presses. It’s designed not to interfere with a vertical injection unit on the press. It will operate on a 210-ton Sumitomo Demag machine with a two-position rotating mold for making ice scrapers with soft-touch grips. In this demo, the robot picks a decorative label from a feeder and places it on the molded scraper body before the soft gripper material is overmolded. Then the robot demolds the finished parts.
Sepro will also show its smallest linear robot, the S5-15, which appeared at NPE 2012, as well as the Success range of affordable, general-purpose linear servo robots. The line includes four models, three of which were introduced at Fakuma, and the S3 all-servo sprue picker, also new at Fakuma. Compared with pneumatic pickers, the S3 offers higher speed, accuracy, and repeatability with less maintenance.
Meanwhile, Sumitomo (SHI) Demag will demonstrate an IML system combining a Sepro side-entry robot and modular label-handling automation from Machines Pagès of France. Sumitomo will also demonstrate an SDR 11S linear robot, which is a private-labeled Sepro Success robot whose control is integrated with the Sumitomo Demag press.
Star Automation (U.S. office in Menomonee Falls, Wis.) will show two new high-speed units for presses up to 200 tons. One is the SWA-150S full-servo sprue picker and the other is the SWA-3K-R5 robot for payloads up to 3 kg. The picker is mounted on a traversing beam, while the robot has a jointed arm for vertical travel.
Also new from star is its Y-3 top-entry robot, which has a T-shaped traverse beam so it can “jump over” the traverse axis to deposit parts on either side of the beam and on both the operator and non-operator sides of the press. This quadruples the usual area available for release of parts. The Y-3 is for presses of 100-350 tons.
At K, Star will show a new pendant said to have a unique design “very similar to a modern smartphone.” Two other new developments will include a brand-new user interface for easier programming and a new robot series with dramatically lower price for its performance range.
Among three new products from Staübli Robotics is the TX340 SH shelf robot, a lightweight, six-axis articulated model suitable for mounting on a press platen. It can heft 165 kg and reach out to 3.68 meters, while maintaining repeatability of ±0.1 mm over its entire working range.
Also new are the Fast Picker TP80 (shown at NPE 2012), a four-axis model capable of up to 200 picks/min, and the RS170 hsm machining robot for trimming carbon-fiber composites. Its reach of 1835 mm can handle large parts with repeatability of ±0.04 mm.
Wittmann Battenfeld will show off its new W842 robot, which has larger payload (25 kg) than the W832 model. Suited to presses up to 800 tons, it has a rack-and-pinion drive for the vertical axis and a horizontal axis up to 20 meters.
Sytrama (U.S. office in Windsor, Conn.) will showcase its new Cartesian-S robots together with sister company Negri Bossi (see above).
HOT RUNNERS & TOOLING
Sophisticated valve-gate control and new approaches to turning-stack molds for in-mold assembly top the advance billing for show news in tooling. There will also be some new mold components.
Electrically actuated hot-runner valve gates have been in the headlines of late. One new entry of this type is the FLEXflow system from HRSflow of Italy. Aimed especially at large Class A automotive parts, it offers completely independent management of each valve pin’s position, acceleration, velocity, and stroke. Placing the electrical cylinder alongside the flow nozzle reduces the height of the manifold. Pin position can be set with accuracy of 0.01 mm, and system operation can be monitored remotely via WiFi.
Despite the buzz about electric valve-gate actuation, don’t count pneumatics out yet. MHS-Mold Hotrunner Solutions is introducing the Rheo-Pro VA4010 Black Box pneumatic valve-gate actuator. It reportedly performs under even the most extreme operating conditions by doing away with elastomer seals, lubricants, and cooling. That suits the Black Box to molding high-temperature resins like PEEK, LCP, PSU, PEI, and PPS. MHS also calls it “the first economical alternative to electric valve gates for clean rooms.” Suitable for sequential valve gating, the Black Box offers “instantaneous switching accuracy in the millisecond range.” Height of the valve stem is adjusted with the easily accessible, 1-mm thread in the piston for quicker fine-tuning than with standard valve gates, MHS says.
Two innovators in cube-mold technology for multi-component molding and in-mold assembly will demonstrate new systems at K. Foboha of Germany (U.S. office in Beverly, Mass.) will show what it calls the first cube system with all-electric drive on all axes, from the ejector to the turning unit to
parts removal. One example will be running at the Ferromatik Milacron booth, a 4 x 8 + 8 mold for making a
two-piece cap for drinks or food supplements. Eight top and eight bottom parts are injected for each parting surface. In the 90° position, transverse to the machine and mold axis, a handling system built into the mold removes the upper cap parts and screws them onto the bottom parts remaining in the cavities.
A second Foboha all-electric stack mold will run at the Arburg booth, making a two-component cap for juice carton packs. This 12 + 12 pilot mold for a high-volume project uses two incompatible materials—PP and HDPE—that are freely movable relative to each other in the final product. Parts are ejected to the side while the mold is closed.
Zahoransky Formenbau of Germany is presenting its new TIM Light system, described as “the little brother” of its TIM (Total Integrated Manufacturing) cube concept. As reported in March (see Close Up), this is a lower-cost version with flexibility to accommodate different parts. It mounts two standard single-component molds on a turning stack with a common hot-runner adapter plate and ejector plate. It can mold two parts and assemble them outside the mold—either above or below, instead of on the sides. The system is less complex than a standard cube system and requires no tiebar extension, allowing use of standard presses.
In mold components, Hasco (U.S. office in Fletcher, N.C.) promises to have several new items. Among them will be Z 57 and Z 571 support pillars for larger mold bases, a new thermal insulating sheet, components with DLC “diamondlike coating,” new cooling hoses and couplings, and refined mounting tolerances for location elements.
AST Technology, represented here by sister company Progressive Components, Wauconda, Ill., will show an upgraded version of its CVe mold monitor with new features such as tamper evidence and maintenance countdowns. It also incorporates the new CVe Live system allowing users to view mold activity in real time. A web interface provides access to data such as cycle times, cycle counts, and tool maintenance. It can generate graphs and reports on individual or groups of tools, and can provide alerts when maintenance is overdue.
















Related Content

Solve Four Common Problems in PET Stretch-Blow Molding
Here’s a quick guide to fixing four nettlesome problems in processing PET bottles.
Read More
Get Color Changes Right In Extrusion Blow Molding
Follow these best practices to minimize loss of time, material and labor during color changes in molding containers from bottles to jerrycans. The authors explore what this means for each step of the process, from raw-material infeed to handling and reprocessing tails and trim.
Read More
Reversing Logistics for Plastic Film Recycling
Learn how Mainetti built a circular supply chain for clear film packaging.
Read More
Flexible-Film Processor Optimizes All-PE Food Packaging
Tobe Packaging’s breakthrough was to create its Ecolefin PE multilayer film that could be applied with a specialized barrier coating.
Read MoreRead Next

New Machines & Processes For Macro to Micro Parts
In late April, Wittmann Battenfeld GmbH hosted around 1100 visitors at its headquarters plant in Kottingbrunn, Austria, for a comprehensive demonstration of its latest injection molding technologies.
Read More
New Injection Screw Breaks the Rules, But Fixes Many Molding Defects
“Revolutionary” screw design turns conventional plastication theory upside down.
Read More
Novel Molds & Machinery for Medical Molding
The combined MD&M East and Plastec East shows in N.Y.C. in June presented intriguing developments for medical injection molders.
Read More