
Novel Tooling and Materials Highlight Thermoplastic Composite Advances
Conference showcases new developments in equipment and materials for more efficient production of automotive thermoplastic composites parts.

This carbon-fiber/nylon 12 composite bin was made with RocTool’s new, low-cost, high-speed induction heated vacuum bagging system.
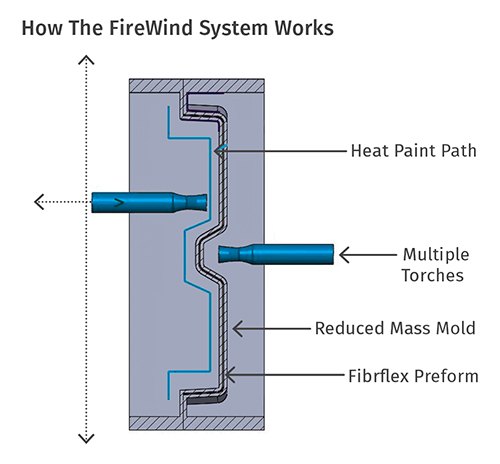
Fibrtec’s rapid mold heating and cooling system uses multiple ramjet gas-fired burners and three-axis computer control to “paint the heat” on a reduced-mass mold.

This hybrid beam features a stamped Evolite nylon 66/woven glass composite element, overmolded with Technyl-SL 30% short-glass filled nylon 6 compound.

ELG’s recycled long-fiber reinforced pellets are available in lengths of 0.315-0.984 in.


The inaugural Thermoplastic Composites Conference (TCC) for Automotive, organized by Plastics Technology and sister publications CompositesWorld and Automotive Design and Production, introduced molders to the latest technologies for making better parts from innovative materials using novel tooling methods.
Held in Novi, Mich., June 11 and 12, and co-located with the Amerimold 2014 expo, TCC attracted more than 250 attendees. Its 17 technical presentations were split among four jam-packed sessions on Materials and Applications, Machinery Systems, Processes, and Continuous and Long-Fiber Thermoplastic Composites. Here are some of the more newsworthy developments from the two-day event.



LOW-COST, HIGH-SPEED TOOLING
RocTool Inc. North America, Charlotte, N.C., unveiled a new application for its electromagnetic induction technology for rapid heat-and-cool molding. RocTool North America president Mathieu Boulanger described new Light Induction Tooling (LIT) technology, which consists of a low-cost, high-speed, induction-heated vacuum bagging system for molding thermoplastic composite parts in one shot. This approach eliminates the steps of preheating a pre-impregnated or fully consolidated composite sheet and transferring it from an oven to the mold. It uses only one-sided heating and cooling of a steel cavity tool with a soft silicone vacuum bag as the core, and a silicone clamp with aluminum frame and pressure plate to seal the tool. The patented inductor tool allows rapid heating of multiple layers of composite materials up to 280 C (and soon to more than 400 C).
Materials molded by this process can be stacks of dry reinforcing fabrics and resin films or commingled fibers or powder-impregnated fibers. Examples tested include linen fibers with PP, PLA, or nylon 12 resins with carbon, co-woven glass and PP fabrics, and “self-reinforced” fabrics consolidated from PET or PP fibers. Boulanger exhibited examples of such parts produced with only 8 bar air pressure plus vacuum in overall cycle times of 2 to 5 min. Heating times were 45-90 sec, cooling times 1-2 min. Part thicknesses were around 1 mm with no warpage and no parting lines, said Boulanger.
RAPID MOLD HEATING AND COOLING SYSTEM
Calling it a “game-changing consolidation solution,” Robert Davies, CEO of Fibrtec, Atlanta, Texas, described the company’s new patent-pending FireWind process, a rapid mold heating and cooling system for production of thermoplastic or thermoset composite parts.
Fibrtec is currently the sole commercial producer of a flexible, continuous-fiber thermoplastic prepreg, which is highly conformable and available in a wide spectrum of thermoplastics ranging from PP, PET, PC/ABS, and nylons 6 and 66 to PEEK, PEKK, PPS, PEI, and PSU. It can use carbon, glass, and aramid fibers. According to Davies, FibrFlex tow is prepared by proprietary extrusion coating process for encapsulating a fiber yarn with resin. The partial prepreg (50-60% fiber volume) is later consolidated with heat and pressure. The tow can be woven or braided and is suited to tailored fiber placement of 3D preforms and production of
complex parts. The thermoplastic tows are recyclable by grinding them up and remolding.
Davies says this technology is gaining traction in the automotive and aviation industries. In automotive bumper beams and crash structures, FibrFlex has been shown to offer 30-40% weight savings over aluminum and 70-80% over steel.
Davies described the FireWind molding system as using multiple ramjet gas-fired burners manipulated in three axes with computer control to “paint the heat” on the back side of a reduced-mass mold only 0.375 to 0.500 in. thick. He said the process is adaptable to compression molding of very large thermoplastic parts, for which tooling until now has been prohibitively expensive.
Davies says FireWind with FibrFlex prepreg tow opens up opportunities for production of structural composite parts, using modular work cells that are adaptable to any size mold. The
system’s four-stage work cell is comprised of the setup station, where the mold is prepared, preform is inserted, and the mold is closed; the gas-burner station where the mold is heated by the articulated torches; the press station for compression molding and cooling; and the demolding station, where the finished part is removed and the mold is returned to the queue. A minimum of three molds, which need not be identical, are required for optimum throughput.
Davies cited an example of a complex-shaped nylon 66/glass part weighing 6.9 lb made in molds measuring 42 x 26 x 6 in. and weighing 810 lb. Compared with an electrically heated compression mold, Davies said his FireWind system showed a productivity advantage of 2000%, producing 20 parts/hr in a 3-min cycle, vs. 1 part/hr and an approximately 55-min cycle. Cost of energy per part came to $6.06 with gas (assuming a cost of 82¢/CCF) vs. $13 worth of electric energy per cycle (at 11¢/kWh). This translates into a savings of $6940 per 1000 parts with FireWind.
ULTRA-HIGH-FLOW NYLONS
Designed specifically for use in composites is a new line of ultra-high-flow nylon 66 and 6 compounds from Solvay Engineering Plastics, Cranbury, N.J.. Hans Miltner, program manager at the Solvay Advanced Innovation Office in Belgium, who leads the company’s corporate program on thermoplastic composites, discussed these high-flow polymers that are said to
allow for superior roving impregnation and increased fiber content and part performance in short-cycle processes.
Evolite resins, a recent addition to the Technyl line of high-end nylons that Solvay acquired from Rhodia in 2011, are said to be well suited to continuous glass- or carbon-fiber composites. Commercially available as powders or pellets, but also supplied for application development purposes as pre-impregnated fabrics, tapes, or consolidated plates, they are said to provide new opportunities for automotive and transportation as well as industrial, construction, and sports/leisure applications.
These tailored nylons are said to achieve an optimal balance between weight reduction and outstanding mechanical performance and crash absorption, easy hybridization with inserts or
overmolding for function integration, and cost optimization. Miltner sees future processes aiming at further reducing cycle times. “We are developing suitable resins for those processes for testing with selected partners. Our focus is on non-reactive thermoplastic RTM and pultrusion to meet future needs.”
Miltner showed the example of a hybrid beam of a stamped Evolite nylon 66/woven-glass composite element (with 50% continuous glass fiber), overmolded with an impact-modified
Technyl-SI 30% short-glass nylon 6 compound. This combination, he says, is optimized to provide the best possible compromise between high stiffness and maximum energy-absorption properties for crash-relevant automotive parts.
Miltner revealed that ongoing developments in automotive with this technology include structural and semi-structural parts such as car seats, under-seat beams, fire walls, transmission tunnels, McPherson triangles, and local reinforcements based on pultruded tapes and profiles.
RECYCLED CARBON FIBER PLANTS PLANNED
Within the next two to three years, expect to see two commercial-scale recycled carbon-fiber plants operating in the U.S. That forecast came from Alex Edge, sales and business development manager at U.K.’s ELG Carbon Fibre Ltd. Since its 2011 acquisition of Recycled Carbon Fibre Ltd., the company has been operating the world’s first commercial-scale carbon-fiber continuous recycling operation, which reclaims long carbon fibers for new automotive applications. The firm’s patented pyrolysis technology is capable of recycling close to 4.5 million lb/yr of carbon-fiber waste.
In his TCC conference presentation, “Closing the Loop on Automotive CFRP Waste,” Edge noted that the company is equipped to recycle all carbon fiber waste, not just dry materials,
including prepregs and monolithic laminates. Its Carbiso product range includes dust-free, granulized milled fibers; easy-to-handle, low-dust pelletized long fibers; and, fleece/mat products that boast good drape and low-cost stiffness enhancement.
Short, random fibers of milled carbon for thermoplastic compounds and injection molding offer increased mechanical reinforcement and higher modulus. The added dimensional stability is said to result in components that are distortion-free. Carbon fiber is both electrically and thermally conductive, so thermoplastics containing these short carbon fibers can be customized for resistivity from antistatic to conductive. The binder used in the milled fiber granules is said to be an effective coupling agent for nylons 6 and 66 and PBT.
More interesting are applications for recycled long-fiber granules (pellet length of 8-25 mm or 0.315-0.984 in.), which offer higher structural and conductive properties than those of shorter milled fibers. Their use in thermoplastics allows for higher fiber content, added strength and stiffness, lighter weight, and molding of thinner parts. New applications emerging include automotive PP underbody shields. ELG is currently seeking project partners and customers for developmental collaborations.
















Related Content

How to Stop Flash
Flashing of a part can occur for several reasons—from variations in the process or material to tooling trouble.
Read More
Are Your Sprue or Parts Sticking? Here Are Some Solutions
When a sprue or part sticks, the result of trying to unstick it is often more scratches or undercuts, making the problem worse and the fix more costly. Here’s how to set up a proper procedure for this sticky wicket.
Read More
How to Get Rid of Bubbles in Injection Molding
First find out if they are the result of trapped gas or a vacuum void. Then follow these steps to get rid of them.
Read More
Know Your Options in Injection Machine Nozzles
Improvements in nozzle design in recent years overcome some of the limitations of previous filter, mixing, and shut-off nozzles.
Read MoreRead Next

Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More