
Stop Die Buildup
Die buildup, also called die drool, die bleed, or plate-out, can plague any extrusion process.




Thick, fluffy die buildup may be caused by partial foaming in the melt, resin compatibility issues, or high die stress. (Photo: Extrusion Technical Services)
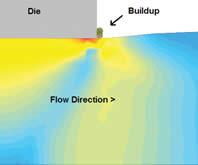
Die flow can be modeled to study stresses on a resin at the die exit, which can lead to die buildup. (Illustration: Compuplast)
Modified die-exit geometries (some patented) reportedly reduce die buildup with certain materials. (Illustration: Extrusion Technical Services)
Die buildup, also called die drool, die bleed, or plate-out, can plague any extrusion process. It causes a variety of problems, from visible surface imperfections on extrudates to process disruption and outright product failure. Processors typically expend time and labor to remove die buildup because they don’t know how to eliminate it any other way.
Simple die shapes allow for cleaning while the line is running. Changing the angle at which the extrudate is drawn away from the die can change the placement of buildup on the die and make it easier to clean. Die buildup can also be intentionally pushed onto the product and removed further down the line. For sheet, mechanical automatic scrapers are available to remove buildup.


But processors often have to schedule costly downtime to remove die buildup. Applying mold release or silicone to the die exit area after cleaning can reduce the rate of buildup and extend the time between cleanings. Slowing down the process also reduces die buildup, but this hurts output. All these approaches treat the symptom, not the problem. A better solution may be to address what causes buildup.
Die buildup is related to stress at the die exit. Resin flowing along the die inner surface moves relatively slowly and then is suddenly accelerated as it exits the die. This sudden acceleration causes stress within the melt. Under stress, low-molecular-weight polymer fractions and other components in the melt can separate and be deposited at the die exit. Solutions are either to reduce die-exit stress or to reduce the tendency for components to separate from the melt. These may involve changes to the process, the material, or the die.
CHANGE THE PROCESS
Higher die and melt temperatures are one way to reduce die-exit stress. But gains may be offset by additional degradation, causing an increase in low-MW fractions. Changes in melt and die temperatures should be explored independently. Sometimes lower die temperatures can create a cool layer of resin on the inner surface of the die that creeps slowly to the die exit and then separates from the bulk flow, causing buildup.
Start by determining the true melt temperature and set the die body to that temperature. Standard melt thermocouples are often wrong, so check the melt temperatures by hand. It’s difficult to do, but worth the effort when troubleshooting. Also, the die exit surface can be significantly cooler than the die itself. Try checking the die exit temperature with a surface thermocouple.
Air sweeps pointed at the die exit can help reduce and control buildup. The air sweep is a wand contoured to the extrusion profile shape, with holes drilled in it to distribute compressed air. The air sweep can direct any smoke and condensables away from the die. Air sweeps also have the benefit that they can cool die buildup so it doesn’t oxidize and turn dark. Nitrogen is also used to prevent oxidation, but take care not to blow too hard or cool the die so much that it distorts the extrudate.
CHANGE THE MATERIAL
Different materials produce different sorts of die buildup, from thin and runny to thick and fluffy. Thin, runny buildup is often caused by low-MW fractions in the formulation, which volatilize at the die exit and condense on the die face. Thick, fluffy, buildup is often caused by partial foaming within the melt, compatibility issues, or high stress inside the die. Check for excessive moisture in the resin and for resin degradation, possible melt fracture, or inadequate venting.
Resins from some suppliers will generate more die buildup than others, even when the resins have exactly the same specifications. If die buildup occurs, try a similar grade from another supplier. If you see an improvement, your original resin supplier may be interested to hear about the performance issue with its material and may be able to help resolve the issue.
Resins from different suppliers can have similar shear viscosity but very different elongational viscosities. If no other differences can be seen between resins, try testing the elongational viscosity. The resin with the higher elongational viscosity will likely have more problems with buildup due to higher stresses at the die exit.
Resins with high die swell sometimes have high rates of die buildup. Resins with narrow molecular-weight distribution can have lower die swell, but this doesn’t necessarily mean less buildup. Resins with narrow MWD are often hard to process, which can generate low-MW components, which in turn can cause die buildup.
You may want to test the die buildup chemically to see what’s in it. Reclaimed scrap usually contains low-MW fractions produced by thermal degradation during prior processing. Additives that reduce degradation or chain extenders that repolymerize degradation components may help. If that doesn’t work, sell your reclaim to someone else.
Sometimes adding lubricants helps reduce buildup. But too much lubricant can actually increase die buildup. Chemical compatibility of different components in a formulation also plays a role. For example, extreme die buildup often occurs when highly incompatible polymers are melt blended. In such cases, use of compatibilizers can help. Fluoropolymer processing aids can also be added in small amounts to reduce stress at the die exit.
Some types of die buildup oxidize quickly and turn brown or black. Adding antioxidants to the formulation can help. It won’t solve the die buildup, but it can make any buildup that attaches to the product less visible.
CHANGE THE DIE
Coating die surfaces with fluoropolymers like PTFE has had only limited success in preventing buildup. More effective is application of metallic coatings that incorporate fluoropolymers to the inside of the die to reduce stress at the die exit.
Die-flow modeling has also been used successfully to study the stresses occurring at the die exit and to evaluate changes in die-exit geometry. Modifying the exit geometry to reduce stress is an area of ongoing development.
Some exit geometries have been patented by processors and resin producers. Modified die exits that claim to decrease die buildup include a sharp square exit, sharp pointed exit, radiused exit, outward-stepped exit, inward-stepped exit, and outward-flared exit (see diagram).
Increasing die land length can also help because it reduces swell. Or you can use a larger die opening to reduce die-exit stress, and then draw the extrudate down to the desired size.
About The Authors
Thomas Cunningham, principal of Extrusion Technical Services, Brodheadsville, Pa., has over 30 years of extrusion experience in compounding, single- and twin-screw screw design, and extrusion troubleshooting. He can be reached at tomcun@ptd.net or visit www.extrusiontechnicalservices.com.
John Perdikoulias is v.p. of Compuplast International in Mississauga, Ont., which develops simulation software. He previously designed screws and dies for a blown film machine builder. He can be reached at jp@compuplast.com or visit www.compuplast.com.
















Related Content

How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More
Fully Automated Extrusion Process Enables Use of Composites for Manufacturing Pressure Tanks
Amtrol was looking for a more cost-effective means to produce thin-wall liners for a new line of pressure tanks. With the help of a team of suppliers, they built one of the world’s most sophisticated extrusion lines.
Read More
How to Estimate and Control Head Pressure
You rightfully worry about melt temperature, but don’t overlook head pressure, because the two are closely linked and will influence line performance.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read MoreRead Next

Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More