
Understanding Gravimetric Blender Accuracy & Payback
Tips & Techniques: Gravimetric Blending
Accuracy is one of the least understood aspects of blending. The differences between batch and continuous blenders, how blend accuracy is calculated and controlled, which blender type is more accurate, how much accuracy is really required, and how payback is calculated are discussed here.
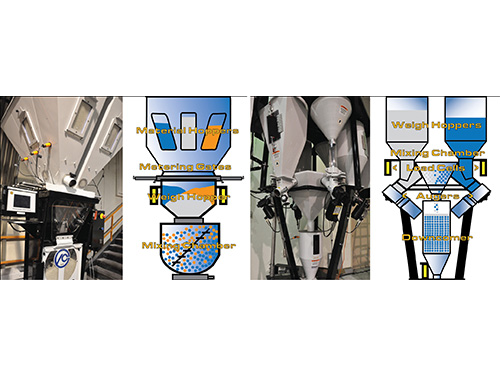
Fig. 1: Batch gravimetric blenders (left photo and schematic) dispense all ingredients into a mixing chamber through a common weigh hopper. The controller adjusts the metering of ingredients according to the gain in batch weight. Continuous gravimetric blenders (right photo and schematic) measure loss in weight of each ingredient hopper with its own load cell.
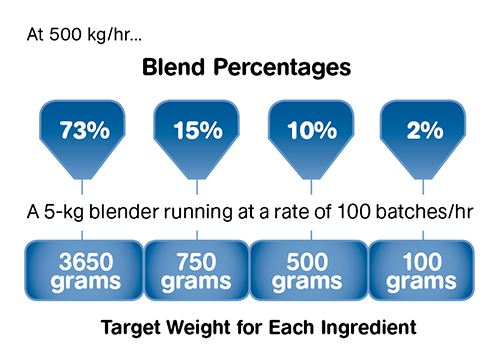
Fig. 2: Batch blenders “think” in terms of weight when metering percentages of each batch.
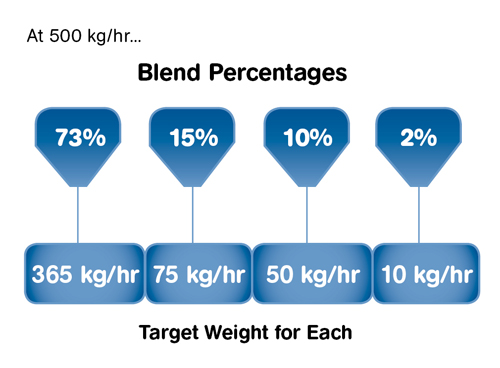
Fig. 3: Continuous blenders think in terms of rate and meter ingredients as percentages of the total throughput rate.


Gravimetric blenders for extrusion and molding are sold based on automation, inventory management, and improved blend accuracy.
However, accuracy is one of the least understood aspects of the blending system. This article will discuss the differences between batch and continuous blenders, how blend accuracy is calculated and controlled, which blender type is more accurate, how much accuracy is really required, and how payback is calculated.



BATCH VS. CONTINUOUS BLENDERS
Figure 1 shows the basic mechanical setup of batch and continuous blenders. Batch blenders “think” in terms of weight. All batch blenders start the weighing process with the total batch size, multiplied by the percentage required for each ingredient to get a target weight. Through various dispensing methods, including feeders, slide gates and plungers, the blender control will try to dispense as close to the target weight for each ingredient as possible. After each ingredient is weighed, the batch is dropped into the mixing system and on to the process. Assuming the mixing system thoroughly homogenizes the batch (which is not always the case), the accuracy of the dispensing system will reach the process (Fig. 2).
Continuous blenders, on the other hand, think in terms of rate. A continuous blender is comprised of a group of loss-in-weight feeders, each running at a prescribed rate. In the correct ratios, the ingredients simultaneously feed into a cascade mixing system.
If the blender is mounted directly on the extruder, a second weighing system is often used to measure the total rate of the process so that the output of the feeders is matched to the process rate.
If the blender is mounted off-line, then the system will run in on/off mode at a fixed total rate. From the total system rate and the percentage required, the target rate for each ingredient is calculated and set for each feeder. Considering the cascade mixing in the continuous blender, the percentages coming out of the feeders are preserved and fed to the process (Fig. 3).
CONTROLLING BLEND ACCURACY
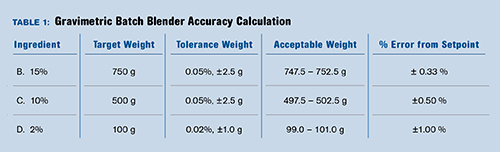
State-of-the-art batch blenders operate with a target tolerance percent per ingredient, which defaults to 0.05% and is adjustable by the user down to 0.02%. This percentage is of the total batch weight and is applied to the target weight of each ingredient in terms of a plus-or-minus dispensing-weight tolerance. Using the three minor ingredients in the example in Figs. 2 and 3, the weight target for each would be as shown in Table 1.
Ask whether your blender supplier has a control method that uses a multi-shot dispensing logic to ensure that each material is dispensed within the prescribed range for every batch. Some systems use a single-shot approach and mix several batches to try to average out errors in this simpler batching process.
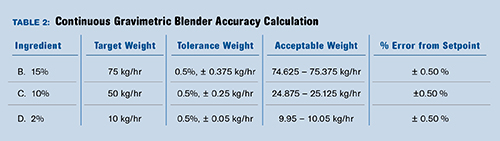
At the rate ranges given in our example, leading-edge continuous blenders are able to control the feed rate of each ingredient to within ±0.5% of the target rate, or better. Using the three minor ingredients in the above example, the rate target for each would be as shown in Table 2.
In a continuous blender, with every element hopper on a load cell, the control system monitors the change of weight in the hopper as material is metered out. Based on this, a feed rate is calculated every few seconds and compared with the desired rate. If the actual rate is outside of the control dead band, the controller will adjust the output of the feeder to match the set rate.
Assuming each blending system is in good working order, the accuracy of either batch or gravimetric systems can be controlled precisely for each ingredient through the system setup. This includes the configuration of the alarm system for blend “out-of-specification” situations.
The allowable blending error, the duration of the error, and the subsequent actions can all be set up by the processor to fit the needs of the end product.
WHICH BLENDER IS MORE ACCURATE?
This is a complicated question. We will have to look at both of the key elements of the blending process: weighing/proportioning and mixing. Let’s start with mixing. The mechanical mixing of a well-designed batch blender works quite well for materials that are of similar particle shape, size, and density.
For materials that are dissimilar, like powder and light regrind, mechanical mixing can be very difficult and significant de-mixing can occur under the agitation of the mixer. For these types of materials, cascade mixing, which is only possible with a continuous blender, can provide a big advantage.
Batch blenders weigh all the ingredients in a single batch hopper, so the weighing resolution is limited to the total batch weight. By comparison, a continuous system has a separate weighing system for each ingredient. In the example shown in Figs. 2 and 3, the continuous gravimetric system starts to have a weighing advantage below an ingredient target of 4%.
However, at very low processing rates, the batch blender can start to have an advantage over the continuous system. At metering rates below 5 kg/hr, the accuracy of the loss-in-weight feeders in a continuous blender can begin to drop off. At rates down to 0.25 kg/hr, the metering accuracy error can be up to ±2.0%. For a batch blender, low processing rates do not really matter. The blender can make one batch per hour or 100, with equal precision.
WHAT ACCURACY DO YOU NEED?
After conferring with a leading screw-design expert, Dr. Chris Rauwendaul of Rauwendaul Extrusion Engineering, it became apparent that very little machine-direction mixing occurs in a single-screw extruder or molding machine.
That means that within a period of just a few seconds, what comes out of the blending system and into the process is more or less what winds up in the final product. Some critical additives can simply be overfed to compensate for the normal errors of the feed system, but at the expense of higher cost.
Other additives must be controlled within a precise range, with very little allowable error, either over or under, to produce an on-specification product. For applications like that, it is critical to be able to control and alarm to a very specific set of parameters and even shut the process down if an error in blending is detected.
HOW IS BLENDER PAYBACK DETERMINED?
In most cases, critical additives are overfed to allow for normal fluctuations in blender accuracy. The more accurate the blending system, the smaller these fluctuations will be, and the closer to the minimum amounts of critical ingredients the blender can be set up to run.
Assuming these additives are more expensive than the main ingredient, the closer to the minimum you can run, the lower the overall cost of your formulation. This saving constitutes most of the payback for justifying a more accurate blending system.
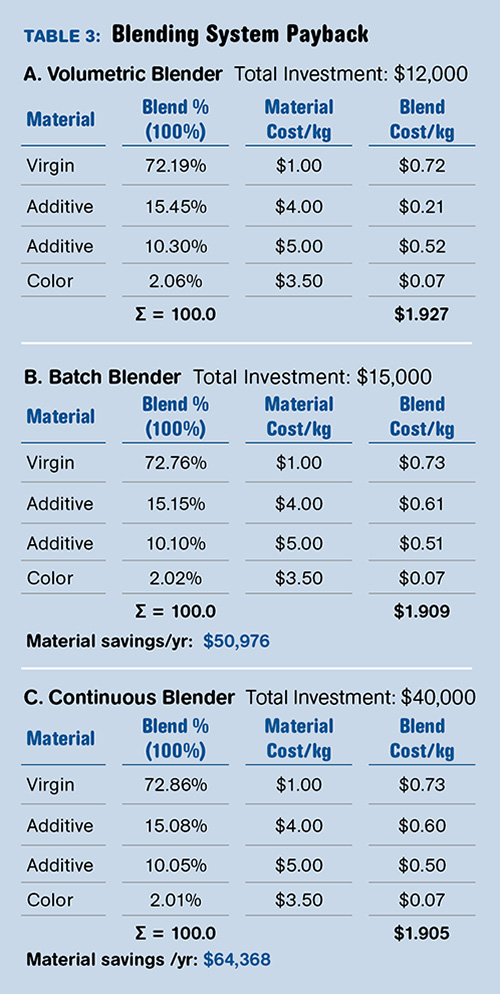
Table 3 shows that both a batch and continuous blender will typically pay for themselves in well under a year, compared with a volumetric blending system, based on conservation of expensive additives. This assumes that the volumetric blender would be set at 3% above the desired minimum for the additives and color, the batch blender set at 1% above minimum, and the continuous blender set at 0.5% above minimum.
EXTRUDER WON'T MIX PROBLEMS AWAY
Besides accuracy advantages and cost savings over volumetric systems, both batch and continuous gravimetric blenders also provide process automation and inventory control features to further enhance productivity. In the right application, typically with all pellets and/or heavy regrind, batch blenders can perform similarly to their continuous counterpart.
For applications with dissimilar materials, like powders and flakes mixed with pellets, the cascade mixing of the continuous blender can have a big advantage. The total output level of the process can also affect accuracy, with a batch blender having an advantage at very low rates and a continuous system having advantages at higher rates.
The extruder cannot be expected to mix away errors in the blending system, and ingredient percentages need to be accurate within a time frame of one to two revolutions of the screw.
About the Author
Dana Darley is general manager for Process Control Corp., Atlanta. Previously, he was founder and president of Extrusion Auxiliary Services, a consulting and technical services company. Darley has spent more than 25 years in plastics machinery. Contact: (770) 449-8810; email: ddarley@process-control.com; website: process-control.com.
















Related Content

Understanding the ‘Science’ of Color
And as with all sciences, there are fundamentals that must be considered to do color right. Here’s a helpful start.
Read More
Avoid Four Common Traps In Granulation
Today, more than ever, granulation is an important step in the total production process. Our expert explains a few of the many common traps to avoid when thinking about granulators
Read More
Fully Automated Extrusion Process Enables Use of Composites for Manufacturing Pressure Tanks
Amtrol was looking for a more cost-effective means to produce thin-wall liners for a new line of pressure tanks. With the help of a team of suppliers, they built one of the world’s most sophisticated extrusion lines.
Read More
Formulating LLDPE/LDPE Blends For Abuse–Resistant Blown Film
A new study shows how the type and amount of LDPE in blends with LLDPE affect the processing and strength/toughness properties of blown film. Data are shown for both LDPE-rich and LLDPE-rich blends.
Read MoreRead Next

Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More