
When Do-It-Yourself Robot Tooling Is Not the Way to Go
Many injection molders have met their parts-handling needs by building their own robot end-of-arm-tooling (EOAT) with off-the-shelf modular components.




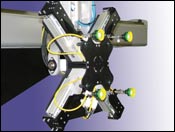
Custom end-of-arm tooling for robots is typically built to perform multiple oper-ations. This system (pictured with a Fanuc robot) secures inserts with custom-machined jaws on a gripper, while custom slide assemblies adjust the position of certain grippers.
Programmable EOAT, built with either custom or standard components, can take the place of multiple tools and tool changers.
Many injection molders have met their parts-handling needs by building their own robot end-of-arm-tooling (EOAT) with off-the-shelf modular components. But this approach reaches its limits when dealing with complex parts. Tough-to-handle parts require EOAT systems with more sophisticated multi-function capabilities, but molders commonly fail to grasp how the part actually needs to be removed from the mold until the tool is run for the first time.
Ironically, this failure may be due to the very success molders have had with do-it-yourself EOAT systems using modular components in the last 10 years. Molders have acquired confidence in their understanding of how to configure simpler EOAT with standard components like vacuum cups, frame profiles, frame connectors, quick-change chucks, pneumatic connectors, mounting clamps, gripper mounting arms, gripper fingers, part/sprue pliers, sprue cutters, cylinders, and control systems.



But assuming that modular components always can fill the bill can be a costly mistake when it comes to more complex applications. So it is important to know when your molding application needs the special benefits that are available with a custom-engineered tool.
When To Go Custom
Molding operations that typically benefit from custom EOAT have one or more of these issues:
- Parts that stick or are otherwise difficult to remove.
- Parts that need to be rotated.
- Parts that must be removed in a specific direction.
- Part weight or bulkiness that makes it awkward to handle.
- Class-A surfaces that need protection from damage.
- Applications involving insert molding and overmolding.
- Multiple cavities.
- Jobs with secondary operations like degating, assembly, or packing.
- Parts where vacuum cups cannot be used.
- Jobs that require a stronger tool but also lighter weight.
- Pulling different sized items with just one EOAT.
Custom-built EOAT can combine several functions that can operate simultaneously or in sequence, which a standard EOAT cannot do. An example is a custom system designed to pick a molded part and then place steel inserts in the mold for the next part. The robot and EOAT first pick the inserts from a rotary table, then demold the finished part, then index down and insert the steel inserts into the mold in three different paths that are not parallel to each other. (Do-it-yourself tooling might suffice if the inserts were loaded in a straight line.) This tool eliminated excessive cycle time from having an operator manually place 12 inserts in the mold and remove the molded part. It also reduced workers’ compensation issues associated with an operator pulling the very heavy and hot part from the mold.
A custom-engineered tool not only offers more features, it can be—and usually is—less expensive than the costs incurred from production downtime or requiring manual parts removal and/or secondary operations. Sometimes a combination of off-the-shelf and custom components are used to make a tool, and sometimes the entire tool is custom fabricated. Custom tools are tested before they go into production, adding another level of confidence. However, molders should note that a custom tool takes more time to build than an off-the-shelf kit.
Other Considerations
Molders should consider a programmable EOAT system to eliminate dealing with multiple end-of-arm tools and tool changers. It can be built from modular or custom components, depending on the application. For example, if four separate parts are picked up at one time, the programmable EOAT will allow for sequencing and re-positioning the parts before releasing them.
Sensors and wiring are another area that deserves attention for proper EOAT operation. It is common for a custom tool to have multiple sensors, but not an off-the-shelf do-it-yourself system. Vision, pressure, or position sensors confirm that a part is present or communicate that something has happened, such as gripper closing or placement of inserts. Sensors can be used for tool identification and can detect whether you have the correct EOAT for the installed mold and or tooling plate. Changing sensors—often a problem with custom-built tooling—can be made easier by using convenient connectors.
On the wiring side, molders should be aware that custom-engineered tools usually come with a logic junction box, which provides built-in protection to minimize damage when changing sensor wiring. Off-the-shelf tools do not usually use a junction box, but it ensures that if wiring needs to be changed, it can easily be switched from PNP to NPN format or vice versa with a simple switch of the jumpers. This also means a custom tool can easily be moved from one robot to another.
About The Author
Tim Thatcher is production manager at SAS Automation in Xenia, Ohio. Thatcher has been with SAS since 1998 and is in charge of production of all modular components, custom tooling, degating equipment, custom machinery, and robotic automation cells. He can be reached at (888) SAS-EOAT.












Related Content

50 Years...600 Issues...and Still Counting
Matt Naitove marks his first half-century in plastics reporting, with a few of his favorite headlines.
Read More
Processing Megatrends Drive New Product Developments at NPE2024
It’s all about sustainability and the circular economy, and it will be on display in Orlando across all the major processes. But there will be plenty to see in automation, AI and machine learning as well.
Read More
Five Ways to Increase Productivity for Injection Molders
Faster setups, automation tools and proper training and support can go a long way.
Read More
An Automation 'First' for Non-Servo-Eject Trim Presses
Compact, flexible and configurable robotic system is said to be the first to enable thermoformers to fully automate product handling after a non-servo trim press.
Read MoreRead Next

Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More
Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More
How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More