
Dimensional Stability of Subtractive Mfg With the Design Freedom of Additive
IKV to demonstrate additive manufacturing of materials in granular form, including highly filled thermoplastics.






IKV to demonstrate additive manufacturing of materials in granular form, including highly filled thermoplastics.
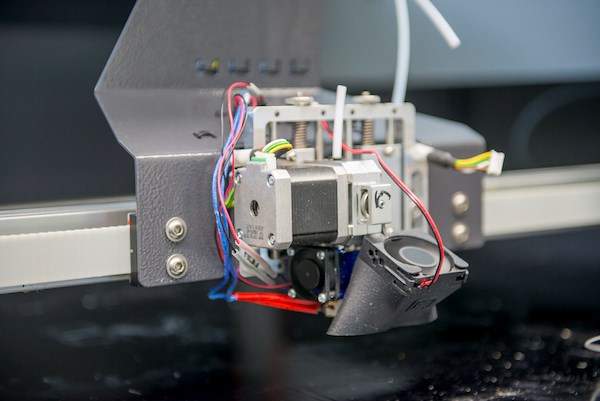
Using a hybrid production strategy, the Institute of Plastics Processing (IKV) will demonstrate the potential automation of additive manufacturing at K 2016 utilizing a screw-based extruder for the application of small melt volumes.
Doing so not only makes it possible to process standard materials in granule form, but the high pressure in the antechamber of the die also makes the processing of highly-filled thermoplastics via additive manufacturing possible for the first time, according to the IKV.
As a result, mechanical properties can be enhanced while minimizing the shrinkage potential and resultant warpage. Here’s more on what show visitors can expect to see:
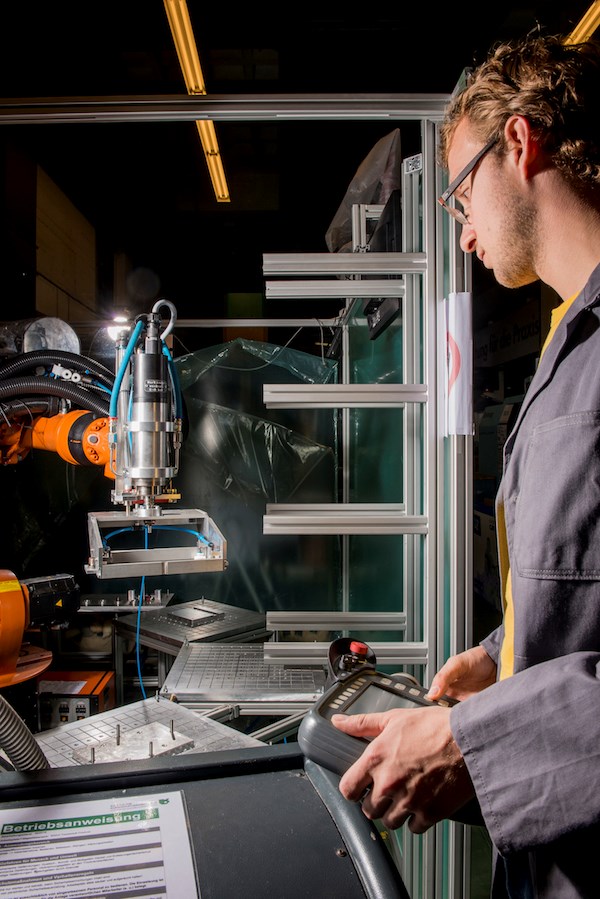
In a production cell, IKV researchers will show the automatic sequential production of different demonstrator parts without manual intervention. The various processes used to achieve this are networked digitally and physically into one unit. The CAD data are generated via its own pre-processing system.
The hybrid system reportedly combines the advantages of the respective manufacturing processes, such as the good dimensional stability of subtractive processing (CNC machining) and the high-design freedom of additive manufacturing.
The order-oriented individual production of “batch size 1” parts can also be implemented. For this, an innovative process is used in which a sequential change is made between the individual product processes.
This bypasses all the current issues and disadvantages associated with additive manufacturing, including dimensional stability, tolerated surfaces, integration of inserts, and multi-material aspects, according to the IKV. At the same time, the freedom of additive manufacturing— such as shaping with complex undercuts—is not cancelled out by the restrictions of other production processes.
To implement the coupling technology, the IKV team uses a drive unit with an automatic mold-changing system. Via a standardized coupling, different molds can be deployed flexibly and use the kinematic power of the drive unit. Possible molds include screw-type extruders, conventional Fused Layer Modelling (FLM) extruders, milling adapters and grippers. Via additional coupling elements, melt and fluid throughputs as well as electrical signals can be transmitted, and the energy supply of the respective tools can be ensured, reported IKV.
Related Content
-
Medical Manufacturer Innovates with Additive Manufacturing and Extrusion Technology Hubs
Spectrum Plastics Group offers customers two technology hubs — one for extrusion, the other for additive manufacturing — to help bring ground-breaking products to market faster.
-
New Tool Steel Qualified for Additive Manufactured Molds and Dies
Next Chapter Manufacturing says HTC-45 — an optimized H-13 — will offer superior thermal transfer and longer tool life.
-
Getting into Plastics Additive Manufacturing? Avoid these Six Common Errors
There are a lot of 3D printing technologies out there, and it’s not uncommon for processors new to additive manufacturing to get tripped up. Here are some typical snafus, along with advice on how to avoid them before you start making parts.








