
- Home
- Conveying Equipment News
- System Types
- System Operation
- System Economics
- System Design
- Installation
- Components
- Controls
- FAQ

Eliminating Hair That's Anything But Angelic
It sounds pretty, but you really don’t want angel hair in your conveying system. Here are some ways to deal it.
Think cobwebs. In houses, they represent messiness, antiquity, and scary. In humans, they symbolize fuzzy thinking. In conveying systems for plastic resins, cobwebs—called angel hair, snakeskins, or streamers, can mean material degradation and contamination, product flaws and discoloration, plugged filters and pipelines, receiver problems, higher maintenance costs, and general inefficiencies in material conveyance, production, and profit making.
Angel hair is primarily a result of frictional heat and abrasion against smooth-walled pipes and elbows. While the best defense is not to have angel hair form to begin with, eliminating all angel hairs (as well as fines and dust) from production might not be possible. What is possible is minimizing the creation of angel hair, and then removing what have been created.
Here are some ways to manage angel hair formation: follow proper piping practices, use specialty elbows, reduce transfer velocities, run at cooler temperatures, and remove what angel hairs come down the line.
The problem
Frictional heat is the primary cause of angel hair. Resin pellets flowing down a pipeline travel primarily in an air stream down the middle of the pipe. That’s true for “straights.” Elbows “bend” the direction of the resin pellets. These bends cause pellets to hit the inner wall of the elbow. Depending on the resin properties, elbow design, and air velocities, some resins get deflected to other areas of the elbow and some get deflected back to the air stream. Most slide against the elbow wall (see Figure 1). This sliding generates frictional heat. Pellets with low melting points, soften and smear along the wall, much like a crayon smears color on a bedroom wall. Smearing can happen fast, and once started, it often grows as incoming pellets rub against the existing smear.
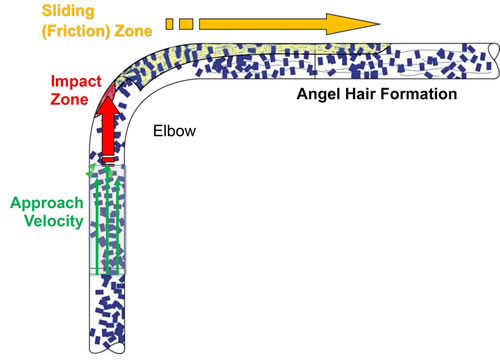
Figure 1: Plastic resins moving through an elbow hit and slide along the inner wall of the elbow, creating both an impact zone and a sliding, or friction, zone.
Incoming conveyed pellets randomly break off the smeared plastic into long, ribbon-like strands, almost like loose bird’s nests. This is angel hair, which is then conveyed downstream, entangling with the unaffected resin already moving downstream, often plugging a feed area and eventually starving a receiver. At the very least, angel hair can contaminate resins at the receiver, including changing the resin’s properties and color. In many cases, the angel hairs plug and contaminate.
Focus on proper pipe design
Piping layouts consist of straights and bends—horizontal and vertical lengths of pipe connected by elbows. An effective way of minimizing angel hairs is to keep piping paths short and with few elbows and fittings. Doing this minimizes the impact and sliding zones in the conveying system. Second, it minimizes pressure drops, which affects air velocity—the transport medium for conveying resin materials. If air velocities drop below the material’s saltation velocity, material will drop out of the air stream and just slide along a pipe or elbow. Last, the source of the air stream (blower or vacuum pump) will be happier: better able to maintain the target conveying speed and transfer rate, fewer hard stops or starts, less energy wasted.
Elbows will always be in a conveying system. For elbows, long-radius elbows should have a CLR six to nine times the pipe diameter. For elbows at the base of a high vertical rise, nine to 12 times is preferred.
Use specialty elbows
Angel hairs formation is worse in standard elbows with smooth inner surfaces. While smooth surfaces reduce minimize friction, material wind up sliding more along those surfaces. This generates the frictional heat that’s an anathema to resins with low melting points.
Several types of specialty elbows deter angle hair formation . One type is based on scoring, etching, or otherwise roughening the inside surface of standard, smooth-walled elbows. The rough surface causes material to roll and tumble, rather than slide, along the surface. The tumbling generates less frictional heat than sliding. Surface treatments include shot peening or rifling (spiral groove). (see Figure 2)
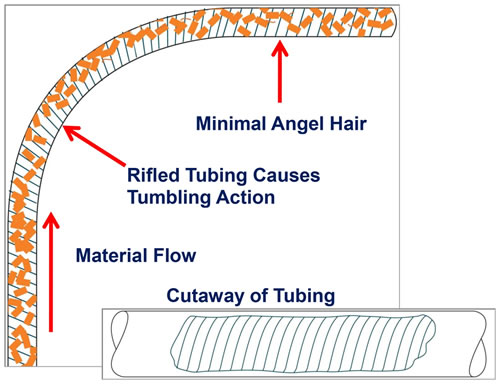
Figure 2: Rifled or spiral-grooved elbows cause resin pellets to tumble through the elbow instead of slide along its walls.
Pocket-type elbows also reduce formation of angel hair by creating a mini cyclone or simple barrier of resin pellets; the pellet-to-pellet interaction between incoming material and the pocket area keeps most of the pellets from hitting and sliding along the elbow wall. Blind tees—a standard pipe tee with one outlet capped—acts like a pocket-type elbow; incoming pellets hit those built up in the capped outlet (see Figure 3).
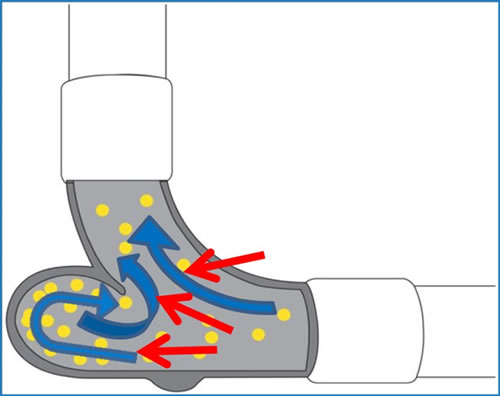
Figure 3: Other specialty elbows for reducing angel hair rely on pellet-to-pellet interaction to keep most of the pellets from hitting and sliding along the elbow’s interior wall.
Run slower
Optimizing conveying velocity falls into the “Goldilocks zone.” Air velocities below the saltation velocity will create instabilities in the conveying system, the worst being the inability to convey material from pickup point to receiver. Just above the saltation velocity, material will get carried and the formation of angel hairs is significantly reduced. With excessive conveying velocities, material travels too fast. This does not lead to higher material transfer capacity, though.
So, regarding the air velocity in pneumatic conveying… less is better. The ideal average conveying velocity for plastic resins that are susceptible to angel hair formation is about 4,000 ft/min.
Run cooler
Frictional heat is just part of the angel hair problem. The operating temperature of your conveying system should be low to begin with—at the source: The air stream that conveys materials, whether positive pressure or vacuum blower systems (or both). Conveying at a typical 6 psi will raise the temperature within the conveying system about 85°F. It’s worth noting that softer materials tend to get sticky at lower temperatures than hard resins.
You may need to install an inline cooler (air- or water-cooled) to reduce the temperature of the conveying air below the resin’s melting point. Coolers may also be necessary to “air condition” the temperature of ambient air in warmer climates.
Remove it
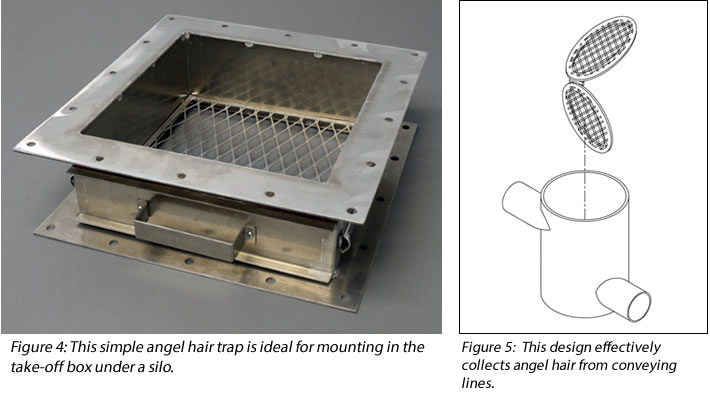
Whatever angel hair that remains should be removed before blenders, feed hoppers or receivers. One type of angel hair trap consists of a drawer with an expanded stainless steel insert that fits into the takeoff box at the bottoms of silos and effectively traps angel hair for later removal. (Fig. 4) There are also in-line angel hair traps that can be used in conveying lines to remove angel hair. (Fig. 5)
The Best Solution
Naturally, the best approach is to stop angel hair from forming in the first place and the good news is that you have several methods of minimizing the formation of angel hair so that its removal is not onerous. Selecting the right method for your plastics conveying system boils down to comparing installation costs vs. maintenance cost, the potential of material contamination, deficiencies in final product and plant shutdown
