In most cases, screw cooling will benefit the process by giving the operator another “zone” of control on the extruder. The main theory of “solids conveying” is that the resin must “stick to the barrel” and “slip on the screw.” By cooling the root of the screw, it will reduce the coefficient of friction between the steel of the screw and the plastic pellet. By cooling the root of the screw, it will reduce the coefficient of friction between the steel of the screw and the plastic pellet.
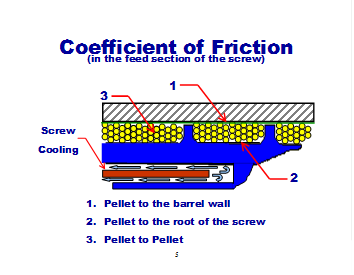
There are basically distinct three coefficients of friction (above) that take place in the feed section of the screw: between the barrel and the pellet; between pellet to pellet; and between the root of the screw and the plastic pellet.
Always install screw cooling on the feed section core of the screw. In most cases, screw cooling will be a benefit to the process. It will give the operator another “zone” of control on the extruder. The main theory of “solids conveying” is that the resin must “stick to the barrel” and “slip on the screw.” By cooling the root of the screw, it will reduce the coefficient of friction between the steel of the screw and the plastic pellet.
Processing will also be enhanced by installing a rotary union to an extruder screw.
One advantage of using screw cooling is when regrind is part of the feedstock recipe because there are always traces of “fines” in the regrind. These fine particles will always melt quicker than pellets and pellet-size regrind particles. Therefore, the fine particles will stick to the root of the screw in the feed section. This resin will eventually degrade and break loose and ultimately exit through the die and find its way into the final product being made. Circulating 100F to 120F water through the feed section of the screw will control the temperature of the steel in the feed section of the screw and reduce the possibility of the fines building up on the root in this area.
Another advantage of using screw cooling is to increase the throughput rate of the extruder. For resins that have poor coefficients of friction in the solid phase, such as polypropylene and polyamides, by increasing the first barrel temperature zone and keeping the root of the screw cooled at 100F to 120F, the differential of the COF between the pellet/barrel and pellet/screw can be maximized. Thus, solids conveying will be maximized.
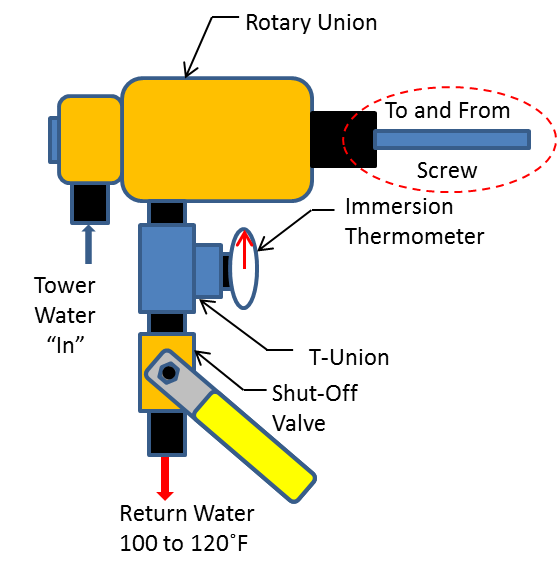
The easiest way to maintain 100F to 120F on the screw is to simply use tower water and control the flow so that the return water out of the screw is maintained. In order to do this, all that needs to be done is to install a shut-off valve and immersion thermometer on the return side of the rotary union as shown above (click on the word next right below the images).
Therefore, by spending about $500 for a rotary union, an immersion thermometer, and the necessary plumbing components, many of the feeding problems may be resolved.
Tim Womer is a recognized authority in plastics processing and machinery with a career spanning more than 35 years. He has designed thousands of screws for all types of single-screw plasticating. He now runs his own consulting company, TWWomer & Associates LLC. He was inducted in the Plastics Hall of Fame in 2012. Contact: (724) 355-3311; tim@twwomer.com; twwomer.com.