
Combine Technologies for Six Sigma Results
Achieving Six Sigma consistency with respect to high production parts cleaning is a difficult task, but combining spray and ultrasonic technologies can provide the desired results.

During the ultrasonic cleaning process, the conveyor gradually brings the parts into the solution bath.
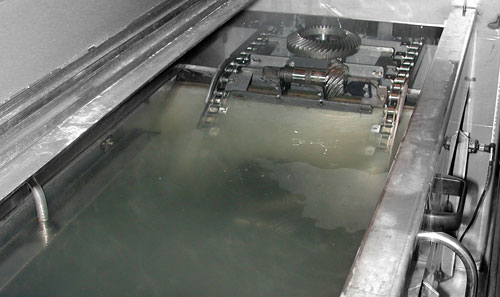
In the quiet ultrasonic bath, both external and internal surfaces are scrubbed by the cavitation of the ultrasonic bubbles.
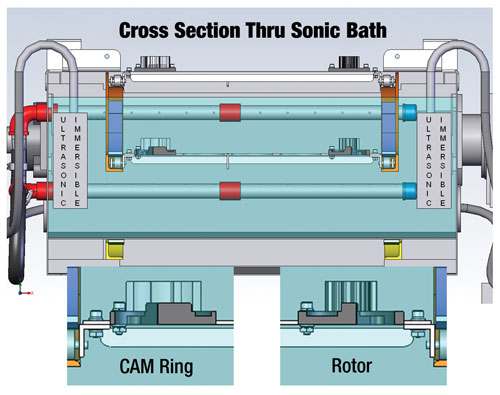
This cross section shows the ultrasonic immersion stage, during which a side-stream filtration loop is used that turns the cleaning solution over approximately every 10 minutes.

How can particle sizes and quantities be minimized in a high production, continuous cleaning system? With more than ninety years of experience in the parts washing industry, and using our knowledge of current industry expectations, we have confirmed exceptional cleaning results utilizing a combination of technologies. Parts can be assured to meet critical cleaning standards at a Six Sigma level of consistency using this unique combination of mechanical impingement, ultrasonic scrubbing under immersion and final rinsing.
Direct Spray
The first process in this powerful combination is a 30- to 50-psi spray wash. Mechanical impingement is necessary to quickly remove gross levels of contamination from parts. Higher pressures can be used to remove greater amounts of debris; however, the limitation of spray technology is that “line of sight” is required to be fully effective. Complicated parts with internal cavities and cross drilled holes are more difficult to clean and typically require dedicated nozzles. Pressure and, therefore, impingement, is drastically reduced when the solution needs to turn corners and fill large internal cavities. That is where the second technology comes in.


Immersion
After scouring the external surfaces of the parts, the second process uses ultrasonic technology and is done in an immersion environment. The mechanical cleaning component of ultrasonics is the cavitation effect. Among nature’s most dramatic amplifiers of energy density, cavitation generates extreme local temperatures and pressures. The following factors are the most important to cavitation:
• Temperature—Cavitation is most effective between 110°F and 180°F
• Degassing—Undissolved gases in the cleaning chamber must be driven out by ultrasonics and heating of the tank. The initial process can take several minutes in a new tank.
• Quiet Chamber—The cleaning solution must be as calm as possible for good propagation of sound waves.
• Chemistry—The chemistry must be formulated to be “ultrasonics friendly” and not absorb the cavitation generated by the ultrasonic transducers.
In this inline process, the conveyor will gradually descend into the heated ultrasonic solution bath, carrying the parts between a set of ultrasonic transducer immersibles. This is a quiet bath with the slow moving conveyor being the only motion taking place. Both external and internal surfaces are scrubbed by the cavitation of the ultrasonic bubbles.
One extremely critical component of this stage is the filtration and periodic solution changeover. In order to avoid the accumulation of contamination inside the cleaning chamber, a purge function will send all of the solution in the ultrasonic cleaning tank back to the primary wash tank on a preset schedule. After the chamber is purged, the tank is flushed down with spray nozzles, and then the chamber is refilled. This would typically be done between shifts or during any other pause in production.
It is imperative that all solution stages also be equipped with “step filtration.” This will consist of a bag filter (to remove larger particles) plumbed in series with a cartridge filter (to remove much smaller particles). It is necessary to include pressure differential indication across each filter to alert the operator of a dirty filter condition. A second filter system often is plumbed in parallel, allowing the dirty filters to be bypassed so that production can continue while the filter media is being replaced. In the spray stages the full volume of solution is directed through these filters before reaching the nozzles. In the ultrasonic immersion stage, we utilize a side-stream filtration loop that turns the cleaning solution over approximately every ten minutes.
Another key variable to consider when designing an ultrasonic cleaning system is the frequency that best suits the part design, material, and cleaning expectations. Ultrasonic frequencies of 20 to 40 KHz are appropriate for most industrial cleaning applications. Frequencies of 40 to 104 KHz are used to clean delicate parts, prone to cavitation damage. Frequencies over 104 KHz are capable of removing sub-micron particles as required by precision cleaning applications such as medical implants or hard drive manufacturers.
Filtered Rinse
The final cleaning process in this sequence is the rinse, using highly filtered solution to flush away any loose contamination. This is a critical step that does not require “line of sight” to be effective. Instead, the objective is to flood the part with clean solution, flushing away any particles remaining on the parts after the ultrasonic stage. As discussed earlier, it is imperative that this stage also have step filtration to ensure that parts are not re-contaminated by the rinse solution.
Depending on the part surface appearance desired, an optional pure water line rinse (typically RO or DI quality) may be necessary. This additional stage would typically be used when a spot-free finish is required and is appropriate for non-ferrous parts. After spraying the line rinse water on the part, flushing the residual rinse solution from the part, the line rinse water would return to the preceding rinse tank, causing a constant overflow and tank surface skimming. This will also help ensure that the rinse tank remains clean.
Before exiting the machine, the parts will typically go through a dryer stage to remove any excess rinse solution. This can either be done using high pressure ambient air, again relying on surface impingent to strip the solution from the part, or with a high volume of hot air, relying on evaporation or flash drying. In either design, the air would be filtered prior to reaching the parts so as to not re-contaminate them.
Combined Effort
This combination of technologies has proven successful in achieving Six Sigma consistency in a number of applications requiring high production outputs and tight cleanliness levels. Parts with complex and internal geometries that need final cleaning prior to assembly are ideal candidates. This cleaning process has proven to significantly reduce or eliminate warranty related failures that would be attributed to inadequate part cleaning. We have been successful in meeting stringent cleanliness specifications down to 50 microns. Recent applications include transmission shafts, turbine blades, fuel rails, compressor parts and medical implants. This technology is well suited for precision cleaning in all industries.
A Six Sigma level of consistency can be realized using this unique combination of mechanical impingement, ultrasonic scrubbing, and final rinsing. Equally important to the process is the level of filtration provided and an effective preventive maintenance schedule.
















Read Next

Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More