
Induction Heated Molds Produce Class A Thermoplastic Composites
Though not widely popular, induction heating has long had its advocates as an efficient method of heating plastics molds.


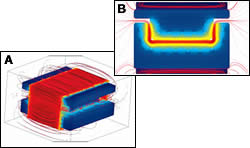
Special RocTool software simulates electromagnetic flows around the mold halves (A), helping to choose optimum mold alloys and inductor and cooling-line positions. As shown in (B), only the surface of the mold gets hot.

Azdel molded a full-size thermoplastic car hood with a Class A surface in 4 min, down from 6 min with conventionally heated molds. The goal is 2.5 min.
Though not widely popular, induction heating has long had its advocates as an efficient method of heating plastics molds. Electromagnetic induction is now getting another look, thanks to RocTool, a six-year-old technology-development company in Le Bourget-du-Lac, France, with a U.S. office in Atlanta. It is using induction to heat molds for long-glass thermoplastic composites to produce large parts with automotive Class A surfaces.
RocTool’s patented approach heats and cools only the mold surface for much faster cycles than are possible with conventionally heated molds. Turning on electric power to the inductors for only a few minutes heats just a 0.2-mm-deep section of the tool surface while 99.9% of the mold stays cold.


RocTool’s technology has been licensed by three major companies so far. Azdel, Inc., a joint venture of GE Plastics and PPG Industries, is exploring it to compression mold Class A car parts from SuperLite glass-mat thermoplastic (GMT) composite sheet. Royal Lankhorst Euronete Group in the Netherlands is looking to demonstrate forming of consolidated tapes of its high-strength, high-stiffness PP fabrics. And Marubeni in Japan wants to demonstrate the technology for development partners in Japan. In addition, Krauss-Maffei in Germany has worked with RocTool to adapt K-M’s long-fiber thermoplastic injection molding system for use with induction-heated molds.
Class A thermoplastics
Azdel has worked with RocTool’s system developmentally for two years. Last year, RocTool supplied its largest induction heating system yet for use on the 5500-ton “Alpha 1” injection and compression molding machine (built by Krauss-Maffei) at GE Plastics’ Polymer Processing Development Center in Pittsfield, Mass. There, Azdel scaled up induction molding from a 1/16-scale car hood to one-quarter scale and finally to a full-size hood. The glass-filled thermoplastic hoods reportedly have the same stiffness as steel or SMC hoods with less than half the weight and better pedestrian impact-protection properties.
The results looked so good that earlier this year Azdel took a full commercial license for Class A thermoplastic transportation parts. Azdel is now optimizing low-density SuperLite GMT panels for the RocTool process.
In recent molding trials, Azdel has tested a developmental SuperLite sheet that is a three-layer ABA sandwich of a Valox PBT core with skins of glass tape impregnated with Xenoy PC/PBT. The tape consists of two layers of unidirectional glass fibers at 90° angles to each other.
This is a conductive version for on-line electrostatic painting. Azdel is also developing a nonconductive version with a core of Noryl PPX (PPO-modified PP). Azdel aims to commercialize the new products by the third quarter of 2007.
Azdel preheats the GMT blanks to make them easily drapeable in the mold. RocTool’s almost instantaneous induction heating to high temperature is essential to getting the Class A surface, so the thermoplastic coating on the unidirectional fiber skin stays on the surface and none of the fiber shows through. Rapid cooling makes the process economical. Even with a preheated blank, compression molding in a conventional oil-heated tool reportedly would take much longer.
Induction’s evolution
RocTool began experimenting with induction heating in 2001, at first casting induction coils into a ceramic tool with a thin (1 cm) metal skin. This heated the mold surface rapidly when the power was on. And when power was shut off, the tool cooled rapidly with chilled-water channels under the skin.
But the conductive skins didn’t last long, needing replacement after only about 100 cycles. Also, a cast ceramic tool couldn’t be modified, so any design change would mean a new tool. And there were design limitations on using ceramics. However, this initial work showed what induction could do and won an innovation award at the big Paris JEC composites show in 2001.
By 2003-2004, Roc Tool had developed a more flexible induction molding system with the coils outside the tool in a non-conductive wood frame or “cage” around a conventional steel mold block. This meant that induction could be used with conventional tools built by any tool maker. Induction coils are mounted with quick disconnects, so that they can be reconfigured for a tool change, which can be done by two people in half a day, RocTool says. This development won RocTool a second JEC innovation award in 2005.
Although RocTool’s current technology is more flexible than before, the mold block must be made of a magnetic steel alloy containing chromium or nickel for efficient electromagnetic conduction. Aluminum and P20 tool steel aren’t conductive enough. Some alloys heat fast by induction and reach temperatures up to 750 F. Others heat more slowly and peak at temperatures as low as
480 F.
RocTool can use different mold surface materials with different degrees of conductivity to heat certain areas of a mold hotter than others for a part that might require Class A surface only in one area. Mold temperature is controlled by means of the current output from the electromagnic generator to the inductors, with thermocouples in the tool surface giving temperature feedback.
The inductors use a frequency of about 100 kHz and are located on opposite sides of the tool. Current flows in opposite directions around each mold half separated by the plastic molded in between. If the two mold halves made contact without an insulator between them, a short circuit would result.
Water cools the mold, inductor coils, and the electromagnetic generator. RocTool uses water-cooled generators supplied by EFD Induction Group based in France (U.S. offices in Michigan), which vary in size from 50 kw for molding small shoe inserts up to 300 kw for Azdel’s hood.
RocTool has customized simulation software for designing induction-heated molds. It simulates the electromagnetic field, displaying mold temperature, heating time, cooling time, where to place inductors and cooling channels, and what tool alloy is best suited to the part design and molding material.
New GMT market potential
GE sees RocTool’s technology as reinvigorating opportunities for Azdel GMT sheet. Once unchallenged in non-cosmetic automotive under-hood and underbody parts, GMT has lost ground over the past decade to a variety of less costly “direct” long-fiber compounding-and-molding processes. Azdel now envisions brand-new markets for SuperLite sheet in Class A automotive parts.
RocTool envisions that a molder of Azdel material would obtain a sublicense from GE to use the induction heating process. RocTool would show the molder how to assemble the cage system itself.
















Related Content

Research Suggests Path From Waste Plastics to High Value Composites
Flash joule heating could enable upcycling of waste plastic to carbon nanomaterials.
Read MoreRead Next

Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More