
INJECTION MOLDING AT NPE: Molding Exhibits Show Off Cell Integration with Multiple Processes & Operations
If you’re interested in lightweight composites, IML, LSR, multi-shot, inmold assembly, barrier coinjection, micromolding, variotherm molding, foams, energy-saving presses, robots, hot runners, and tooling—they’re all here in force.

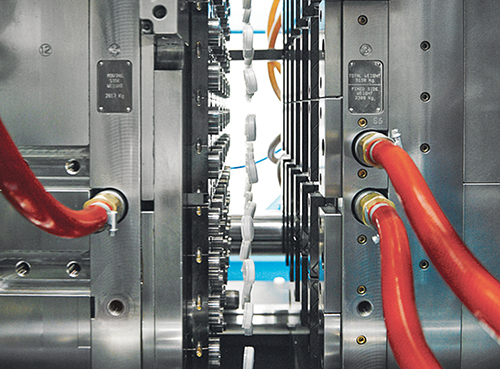
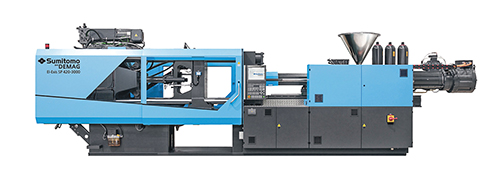
One of the impressive molding cells running at NPE will be production of more than 180,000 still-water caps/hr by Sumitomo (SHI) Demag, said to be a world record.


The 1.3-g HDPE caps with tamper-evident band molded with mechanical slides will run in 96 cavities on a 472-ton El-Exis SP hybrid press (below) with a barrier screw.

Downstream, a 100% quality check will be performed by a IMDvista camera inspection sysem from IMD (North America) Inc.

Nylon composite brake pedal (Engel) and airbag housing (KraussMaffei) will be made at the show from thermoplastic continuous-fiber sheet and injection overmolding with no need for post-mold trimming. Arburg will also do a composite demonstration.

One of two new Sodick V-Line micromolding systems from Plustech is the HC03VRE 3-ton vertical press with four tiebars and rotary table. It will mold a direct-gated, two-cavity microbobbin weighing 0.09 g in a cycle time of only 1.9 sec.
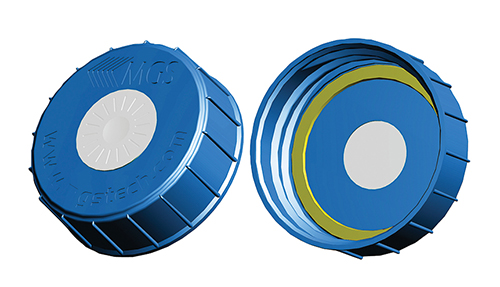
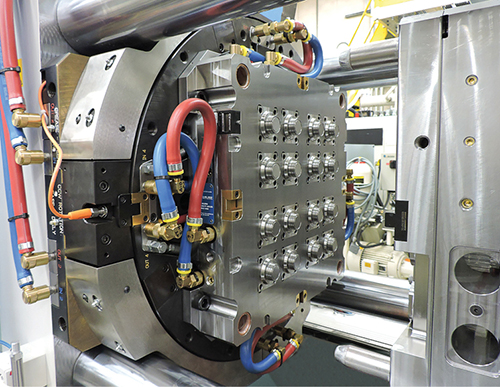
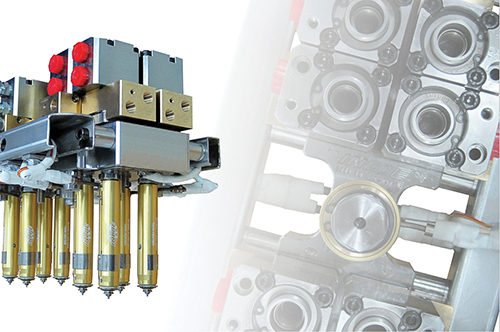
An example of the multi-shot action that will be plentiful at NPE: A three-shot cell molding PP caps with a TPE gasket and TPE septum. MGS built the four-station servo turntable and mold (below) with servo unscrewing while the mold is closed.
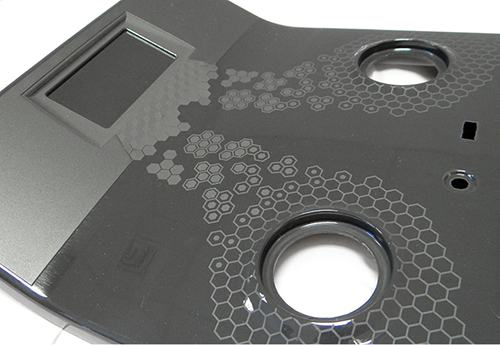
Two of four displays of the surface aesthetics attainable with variotherm molding: Above: an auto center console of PC/ABS molded by Engel using MuCell foam and Roctool induction mold heating shows a combination of laser texturing and glossy surface. Below: a PC part at the Roctool booth has sophisticated texture with a 3D effect, which Roctool says pushes the limits of decoration that can be achieved in the mold without secondary operations.

Hot-runner exhibits are dominated by valve gates. Here, Incoe’s compact HEM hydraulic cylinder allows 50% closer spacing of gates.
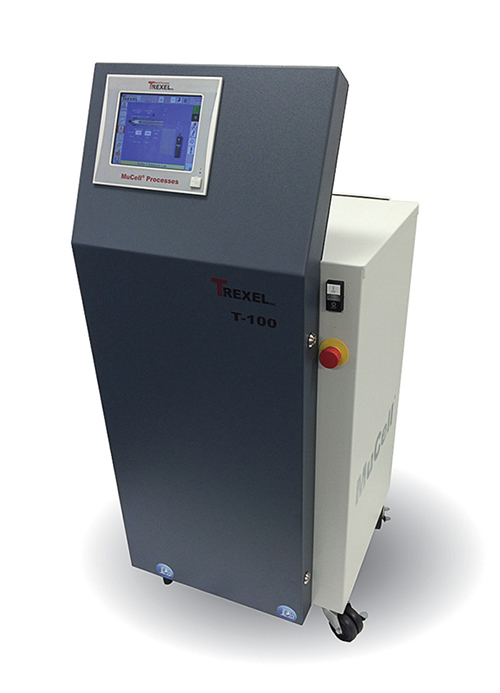
Trexel’s new T-100 SCF metering system is said to make MuCell foaming cost-effective now for small machines (<5-oz shot).

Polyshot’s new hydraulic single-nozzle valve gate is said to be the first self-contained unit of this type that is housed entirely within the locating ring.



If you haven’t been to a major international plastics show recently, NPE2015 may look quite different from what you remember. Injection molding exhibits no longer focus on machines in isolation, but as part of automated cells integrating multiple processes and/or performing post-molding operations like decorating, assembly, and quality inspection. And machine builders are going all out nowadays to relate more closely to visitors’ molding businesses by showing off their capabilities in target market sectors like packaging, automotive, medical, and electronics. Instead of showing a machine and letting you figure out what you might do with it, exhibitors are trying to anticipate what you want to accomplish and presenting live demonstrations of how it can be done.
Coming up March 23-27 at the Orange County Convention Center in Orlando, Fla., NPE2015 has plenty of new machines, robots, hot runners, and tooling fine-tuned for speed, energy savings, and better part quality. But even more to the point, the show emphasizes application-oriented capabilities such as lightweight composites for automotive, micromolding, thermoplastic/LSR overmolding, multicomponent molding with in-mold assembly or multilayer barrier coinjection, in-mold labeling, and smooth-surface foam molding with variotherm (hot/cold) mold cycling. Here are examples of what to look for, based on information supplied by a cross-section of exhibitors.



NEW MACHINES & CONTROLS
New machine models at NPE emphasize energy efficiency as well as speed, accuracy, and consistency. Several of these units first appeared at the K 2013 show in Dusseldorf (see Sept. ’13 and Jan. ’14 reports):
• Absolute Haitian will exhibit new models from Haitian of China. NPE will also be the U.S. debut of the Zhafir Zeres all-electric series (45 to 259 tons) with integrated hydraulics for core pulls, etc. (see October ’14 Keeping Up). Integrated hydraulics save the floorspace for a separate hydraulic power pack. Also running at the show will be new smaller sizes (440 to 1069 tons) of Jupiter II servo-hydraulic two-platen machines, available with new wide-platen options (see February Keeping Up).
• Boy Machines will feature three of the servohydraulic machines that made their debut at K 2013. These include the Boy 25 E, 60 E, and 100 E (a new, larger size for the company). All of them come standard with the new, patented EconPlast barrel, which reportedly cuts energy consumption by 40-60% through embedding the heater bands in deep grooves in the barrel and covering the barrel with insulation, as well as through more-efficient cooling of the feed section.
• Engel will make the U.S. introduction of its e-speed hybrid for packaging, which was launched at the K 2013 show in Dusseldorf. It has an electric screw and toggle clamp and accumulator-assisted hydraulic injection. Special features include the flywheel energy-storage mechanism and the long opening stroke that accommodates large stack molds (see February Keeping Up).
One of Engel’s molding demonstrations will be the North American debut of its redesigned duo mid-sized hydraulic, two-platen machines, shown at K 2013 (see Aug. ’13 Close Up). Engel will also feature its brand-new customer web portal (a worldwide debut). The app lets customers make service requests and order spare parts more easily, and they can also track the status of a service request. The app can also monitor the status and availability of all a customer’s machines.
• Fortune International/Victor Taichung of Taiwan will show its new ES (Energy Saving) hydraulic press line of 50 to 1600 tons (see February Keeping Up).
• HPM North America, a new old name in plastics machinery, now under Chinese ownership, will present two new lines of presses—all-electric and servohydraulic two-platen (see Keeping Up section for details).
• KraussMaffei will introduce to the U.S. its newest and largest model of GX hydraulic two-platen presses. The GX 900 (900 m.t.) first appeared at K 2013. The medium-sized GX line (starting at 450 m.t.) arrived in the U.S. in 2013 (see July ’12 and March ’13 Keeping Up).
Also new to the U.S. is the GXH multicomponent press. A GHX 550 at NPE will mold two-component covers for automotive fog lights. The “H” indicates multiple injection units arranged horizontally in parallel.
Also new at the show is the revamped CX line of small two-platen machines (35 to 160 m.t.) with servo-hydraulics now standard. Introduced at last fall’s Fakuma 2014 show, these machines are said to be 15% faster, 30% quieter, and 10% lower in energy consumption.
KM’s machines feature the new MC6 Multitouch control that uses gesture-based commands, like a smartphone or tablet, on its large, 24-in. touchscreen. Each operator can customize the screen display and retrieve the settings with an RFID card. A brand-new feature called SlideX uses a guiding line engraved on the glass to give the operator haptic (“feel”) control over all moving axes without looking at the control panel. Instead, the operator can feel the acceleration on the axes and configure them intuitively.
Also new is the Adaptive Process Control (APC) system that corrects the process during each cycle. This patented development adjusts the changeover point and holding-pressure profile in each cycle to the current melt viscosity and current flow resistance in the mold—compensating for deviations in the same shot. Comparing it to cruise control in a car, KM says this significantly improves consistency of shot weight, regardless of changing plant temperature, climate conditions, or material batch characteristics. It reportedly also can compensate for screw/barrel wear or irregular closing of the nonreturn valve. Other benefits are said to include ability to restart production faster after downtime and to use high quantities of recycled material. Even energy consumption is reportedly improved, since molders can run lower barrel temperatures and backpressures and still ensure stable melt viscosity.
• The newest all-electric series from Toyo of Japan is the Si-6 series (55 to 1050 tons), shown in Orlando by Maruka USA. It’s designed for high-speed molding and simplified setup. Also on display will be servo-hydraulic models from FCS in Taiwan.
• Milacron LLC, whose 25,000 ft2 is the largest NPE booth ever, will bring out two new presses. One is the M-PET 300 servo-hydraulic PET preform system (see PET section below). Also new is the Ferromatik 580 machine (580 m.t.), introduced in Germany last May, which will be shown in a coinjection setup (see below). Ferromatik machines are modular, allowing for electric, hydraulic, and hybrid drive options.
• Two examples of Negri Bossi’s “Evolution” program of redesigns and upgrades (signified by a small “e” added to the name) will appear in Orlando. First shown at K 2013, these include a Canbio eV300 all-electric model (300 m.t.) with new “prismatic” linear bearings on the moving platen, expanded tiebar spacing, and re-engineered
platens to reduce mass. There will also be a Canbimat eV210 (210 m.t.) two-component press with rotary table (more below).
• Niigata will bring two new all-electric machines to the show. The MDVR110S7000 is a vertical 110-ton press with low table height (3.4 ft) for easier operator access. It takes larger molds than most verticals—up to 500 mm square. Table rotation takes under 1 sec. The S7000 also boasts ultralow-speed injection capability (0.1 mm/sec) for thick-walled insert jobs and ability to set different injection profiles for “A” and “B” mold halves on the turntable.
The new MD110S7000 is a horizontal version with FDA-approved grease supply system suitable for medical cleanroom and food-grade applications. Eliminating
lower side tiebar bushings on the moving platens improves cleanliness of the part-drop area. High nozzle touch force (similar to a hydraulic machine) now can be dialed down when appropriate for longer sprue-bushing life.
• A new 7-ton micromolder will be featured by Nissei America (see micromolding section).
• SIPA of Italy will display one of the first XForm 300 hybrid presses (300 metric tons) for molding PET preforms (see PET section).
• Three new Sodick presses will debut from Plustech Inc. All have Sodick’s V-Line system of two-stage injection with screw and plunger arranged in a “V.” Two are 3- and
20-ton micromolding systems (more below), and the third is the GL100, a 100-ton model in Sodick’s new “Global Platform” of mid-size horizontal presses. All three models have Sodick’s hybrid direct-pressure clamping system. Instead of a toggle, it has electric servomotors for opening and closing and for ejection. A short-stroke, hydraulic “pancake” cylinder builds tonnage, and mechanical side locks engage the central clamping cylinder.
• From Sumitomo (SHI) Demag comes a new version of its flagship SE-EV all-electric
model. New “high-duty” (HD) models are designed specifically for thicker parts that require longer and higher pack/hold pressures (see February Keeping Up).
• Chinese machine builder Tederic Machinery Co. (office in Palmetto, Fla.) is bringing its new all-electric Dream-E (DE) Series, based on Japanese technology. These toggle presses have linear guides for the platen and injection unit, which swivels for screw changes.
• Potential for energy savings through more-efficient drive systems is generally held to increase along with machine size. If you want to explore that proposition, visit Ube Machinery’s booth, where a 950-ton all-electric UN950 and a 1000-ton Servomax
US1000 servo-hydraulic press will demonstrate energy savings claimed to be up to 85% and 70% respectively.
• Among the six molding cells running at the Wittmann Battenfeld booth (see February Keeping Up) will be an example of the new SmartPower servo-hydraulic presses, introduced at the Fakuma 2014 show in Germany (see December Close Up) to replace
the HM hydraulic series.
AUTOMOTIVE COMPOSITES REV UP
With interest still running high in lightweight composites for automotive structural parts, three companies will be demonstrating such processes at the show. Engel, in fact, will make this the main focus of its booth. It will reprise its K 2013 exhibit of molding
a brake pedal, developed with ZF-Friedrichshafen. The part and process have gone through several upgrades since the award-winning debut in 2011. It is molded on a vertical hydraulic press with horizontal injection, using an Engel easix articulated six-axis robot and infrared oven. A continuous-fiber nylon fabric will be preheated and placed in the mold, where it will be preformed and overmolded with more nylon to produce a net-shape part that requires no trimming. Control of the robot is fully integrated into the injection machine controller. This allows the robot to enter the clamp area while the mold is opening, reducing cycle time.
KraussMaffei will demonstrate production of an airbag housing with its FiberForm process. A two-platen, servo-hydraulic CX 300 machine (one of the newly upgraded models) will preheat, form, and overmold fiberglass/nylon composite sheets in 45 sec, with no post-mold trimming. A KM LRX 150 linear robot assists the process.
The newcomer in the composites action is Arburg. Its approach, first unveiled at K 2013 (see Jan. ’14 report), overmolds continuous-fiber thermoplastic sheet with long-fiber
compound prepared on the machine. Continuous glass rovings feed into the barrel after the melting zone, where they are chopped by the screw. The latter approach, known as DLFT (direct long-fiber thermoplastic) saves the cost of purchasing long-fiber pellets and gives the molder flexibility to adjust fiber lengths up to 50 mm.
This process will be demonstrated on a servo-hydraulic Allrounder 820 S. Two reinforced-thermoplastic sheets of different thicknesses are picked up by a six-axis robot with new gripper technology, preheated, and placed in the mold. Total cycle is around 55 sec.
MICROMOLDING AT NPE
Another growing application area will be represented by three exhibitors. Wittmann
Battenfeld will have two all-electric MicroPower machines at the show. One in its booth will mold two-component LSR tear-duct plugs. Another will mold micro parts at the booth of moldmaker Burteck LLC.
One of two new Sodick V-Line micromolding systems from Plustech is the HC03VRE 3-ton vertical press with four tiebars and rotary table. It will mold a direct-gated, two-cavity micro-bobbin weighing 0.09 g in a cycle time of only 1.9 sec.
The other new micromolder is the LP20EH3 (20-ton) horizontal press that dry cycles in only 0.97 sec. It will mold an LCP part simulating a medical-device cover.
And Nissei will introduce its NPX7 Advance micromolder, a 7-ton servo-hydraulic press with a 12-mm inline screw—something previously not thought possible, according to the company. It will be equipped with a Nissei Smart Feeder to help stabilize the cycle and a high-end TACT IV control with 15-in. touchscreen.
Sumitomo (SHI) Demag will run a medical micromolding application on its SE30DUZ direct-drive all-electric press with the unique zero-compression SL screw (see Aug. ’12 Close Up). An acetal gear used in a new cataract surgery device weighs just 0.524 g and measures 0.775-mm diam. with 85 microns between the gear teeth.
LSR EXHIBITS PROLIFERATE
There will be more liquid silicone rubber exhibits than ever this year, several of them involving two-component molding. In addition to the Wittmann Battenfeld two-component LSR medical micromolding demonstration mentioned above, two firms will demonstrate overmolding LSR onto thermoplastics. Arburg will overmold LSR onto PBT to produce suction pads in an electric Allrounder 570 A with a 4+4 cavity mold from Rico Elastomere of Austria. An Arburg Mutlilift Select robot will transfer parts from the PBT to the LSR cavities in the mold. Cycle time is around 40 sec.
Engel also will use robot transfer for thermoplastic/LSR molding, but in this case using two e-mac 170 all-electric presses—one to mold double-ended wrenches in carbon-fiber/nylon and the other to overmold an LSR grip. An Engel viper 12 linear robot will perform the transfer.
Milacron will operate a cell overmolding LSR on nylon with an all-electric Roboshot 165 press, E-Multi secondary injection unit from Mold-Masters, and a Varian rotary turntable instead of robotic transfer.
MGS Mfg. Group will highlight an LSR version of its new servo-driven Universal Multishot Systems (UMS) portable injection units. The UMS Model E-LSR-V vertical, platen-mount will be shown with a Graco dispensing pump and barrel stack. It has 30-cc shot capacity and injection speed of 178 mm/sec.
LSR moldmaker M.R. Mold & Engineering will feature its stuffer boxes for LSR, including a new larger model holding up to 3.1 lb of material, vs. 1 lb for the original unit. These pneumatic devices hold and feed premixed LSR A and B components for short runs, micromolding, or prototyping.
There will be other LSR exhibits at the show from Elmet North America (molds and dispensing equipment); 2KM North America (molds); and Elasmo Systems GmbH (molds and turnkey systems), in addition to LSR materials suppliers.
COINJECTED BARRIER PACKAGING
Another hot ticket at this show will be multilayer coinjection for barrier packaging—whether gas barrier for retorted, shelf-stable foods and carbonated or oxygen-sensitive beverages; or light barrier for milk. Milacron, which acquired both Mold-Masters and Kortec technologies for coinjection, will demonstrate the Kortec (now called Milacron Co-Injection) Klear Can system on a Ferromatik 280 machine with Mold-Masters E-Multi secondary injection unit and Kortec multichannel nozzle for three-layer barrier packages. Milacron will also show a coinjection setup on its new Ferromatik 580 machine.
Husky (which used to partner with Kortec) is the new challenger, with its own turnkey systems based on its HyPET HPP5 system for PET preforms. It will introduce new technology said to provide more even barrier distribution, allowing for savings up to 50% in barrier resin cost (see Close Up in this issue).
MORE MULTICOMPONENT ACTION
Multi-material molding with in-mold assembly will be featured for medical and packaging applications. Engel will show a complex cell that also ran at K 2013, making drip chambers with an integrated filter for blood transfusions. An Engel e-victory 310H combi three-component, tiebarless, servo-hydraulic machine with cleanroom design will simultaneously produce drip-chamber components in ABS and PP, insert the filter, and join the components by overmolding more PP at the seam. It’s a more efficient process for producing hollow bodies with inlays than conventional molding of the two parts and adding the inlay and bonding the assembly in secondary operations. An Engel easix articulated robot handles the filters and assemblies and performs a 100% quality check.
Another cell for in-mold assembly of a closure/cap with molded-in gasket and septum/stopper will be demonstrated by MGS Mfg. Group. Using a KraussMaffei CX 160 hybrid press and a Husky three-shot, valve-gate hot runner, MGS will add its new vertical-mount UMS E Micro servo injection unit with 8-mm screw and horizontal-mount (non-operator side) UMS Micro 10M hydraulic injection unit with 8-mm screw for the TPE gasket and septum. Also part of the system is the new MGS servo-driven rotary platen with four stations, 90° rotation increments, and indexing time of <0.8 sec. MGS also supplies a single integrated controller and operator interface for the two auxiliary injectors, turntable, and hot runner.
The first shot is the gasket (0.36 g of TPE). The second shot is the PP cap (5.2 g). And the third shot is the TPE septum (0.32 g).
The MGS-built mold will provide servo-driven unscrewing of the closure while the mold is closed, during the molding cycle, thereby adding nothing to the overall cycle time. Also, A-side pneumatic ejection of the part will occur simultaneously with mold opening and turntable indexing.
The MGS booth will also display a new UMS Model E750-P rotary platen with servo drive, capable of 180-0-180 alternating-direction or 180-360 continuous-direction rotation. Index time is <1 sec. A lock wedge provides precise positioning. This “Performance model” has heavier mold capacity, four water circuits instead of the standard two, an option to accommodate two additional media circuits for water, oil, or air.
Other multicomponent exhibits at the show will include Wittmann Battenfeld’s molding of a glass-filled nylon and HDPE automotive fuel flange on a two-shot EcoPower all-electric machine. Negri Bossi will mold a two-color PP container. Boy Machines will show off its new 2C XS auxiliary injection unit (introduced at K 2013) on a Boy 25 E press producing marbleized parts (as at Fakuma ’14). Billion of France will perform three-shot molding with in-mold assembly of hollow auto engine components (see Keeping Up).
MEDICAL MOLDING CELLS & MORE
In addition to those medical demonstrations mentioned above, Arburg will mold 64 pipette tips in 4.8 sec on on a GMP-compliant, stainless-steel, all-electric Allrounder 520 A with a Hekuma robot. And Engel will present 96-cavity cleanroom production of needle holders for insulin pens on an all-electric e-motion 440 press with a Hekuma robot and vision inspection, all in about 3.5 sec.
Boy Machines is bound to attract visitors to its molding cell that will produce polycarbonate beer glasses, laser inscribe them, place them on a conveyor belt, and then fill them with beer.
Arburg is exploring the theme of mass customization with its “Industry 4.0” exhibit, in which individualized toy buggies are produced in a series of independent stations networked by an Arburg ALS host-computer system, recording all the parameters and transmitting them to a web server. The process starts with a personalized chip card that is read by the cell’s Selogica control system. In the following cycle, the corresponding buggy is molded and an individual code is laser marked on its roof. A Multilift Select linear robot removes and assembles the buggy. The product is then checked for correct operation, and the code can be read by a mobile device to give access to all process data for 100% traceable production.
SMOOTH-SURFACE FOAM PARTS
At least three exhibits at NPE demonstrate that structural foam parts need not have the swirly rough surface typical in the past. The secret is use of the ever more popular variotherm process for hot/cold mold cycling. Both Engel and KraussMaffei will produce appearance parts using the MuCell microcellular foam process from Trexel and rapid induction heating and quick cooling of molds with technology from Roctool. Engel will produce automotive center console components of PC/ABS. The foam fills a part with varying wall thickness and surface structures, including undercuts, with no sink marks. Roctool technology replicates a surface that ranges from laser textured to a high-gloss, piano-black finish. The part will be molded on a redesigned duo hydraulic two-platen machine (610 tons, see above).
And KraussMaffei will mold a polycarbonate panel for a coffee machine incorporating both glossy and matte surfaces using MuCell and Roctool technologies.
Wittmann Battenfeld will combine its Cellmould foam process with variotherm molding to produce an ABS automotive bezel.
Meanwhile, Roctool will conduct another demo in its own booth, using a KraussMaffei press to mold a polycarbonate casing for a USB connector that sports a diamond-pattern texture on a piano-black surface that gives a 3D effect. According to Roctool, this special surface is “pushing the limits” of what can be injection molded without secondary operations. Induction heating provides exact, uniform replication of the texture with no flow marks or blushing.
Additional demonstrations of MuCell foam molding will take place at Milacron (automotive bezel), Negri Bossi (gear cam for bowling-pin sweeper), JSW (MuCell plus IML), Plastic Technologies, Inc. (see PET section below), and the German IKV (Plastics Processing Institute). At its own booth, Trexel will show the new T-100 model of its SCF (super-critical fluid) delivery system. First introduced at K 2013 (see Jan. ’14 report), the T series gas-delivery and dosing systems are said to be much simpler, more compact, and less expensive means of converting nitrogen gas (standard) or carbon dioxide (optional) into SCF for mixing with the melt in the injection barrel. The new 8-in. graphical touchscreen control is easier to use: The molder enters only the shot size and percentage of SCF desired, and the system calculates the rest. The T-100 is the smallest of three models, for shot sizes less than 140 g or 5 oz, a size range in which MuCell was not cost-competitive in the past.
PET MOLDING SYSTEMS
SIPA of Italy will display an XForm 300 hybrid press (300 metric tons) for molding PET preforms in up to 96 cavities. Like the XForm 150 that debuted at K 2013, it’s built by Athena Automation in Canada. It’s designed for quick mold changes and to accept legacy molds from all leading manufacturers. Said to have one of the smallest footprints in the industry for its tonnage, the machine can be fitted with Athena’s post-mold cooling system that cools preforms for up to six cycles.
Milacron LLC is also bringing out a new machine for PET preforms. Its M-PET 300 is a servo-hydraulic press designed for low energy consumption, and attractive output-to-capital ratio. It operates with Milacron’s and others’ preform tooling.
More dramatically, Milacron will also demonstrate the oPTI process for foam/solid preforms developed by Plastic Technologies Inc. (PTI). Using a rotating 2 x 4-cavity cube mold from Foboha of Germany, a Ferromatik Milacron K-Tec 200 Cube two-component press (200 m.t.) will mold foamed preforms using the MuCell process. After a 90° turn of the cube, the foam layer is sheathed with a solid outer layer by a second injection unit. Cycle time is 25 sec. The foamed layer produces a decorative metallic or pearlescent effect after blow molding, without pigments, thus preserving recyclability. Milacron, Foboha, and PTI recently joined in a partnership to commercialize oPTI bottles.
Husky will demonstrate its newest PET preform system, the HyPET HPP5, a fully integrated system based on its hybrid machine with an upgraded 19-in. touchscreen controller, improved resin drying system, and special sensors and other provisions to ensure longer mold life. Various tweaks to the system, introduced in late 2013, are said to provide up to 12% faster cycles than the HPP4 system and up to 5% increase in net uptime. Husky also boasts 60% longer intervals between mold maintenance, with tool life extended to 10 million cycles (see Feb. ’14 Keeping Up). A 400-ton HPP5 system will run at NPE.
As noted above, Husky will also introduce its new barrier coinjection system for PET preforms, based on the HPP5 system, though it will not demonstrated at the booth.
IN-MOLD LABELING
Netstal will demonstrate production of 44-oz stadium cups with IML on an Elion 3200 (320 m.t.) hybrid servo-hydraulic machine. Netstal will use this application to demonstrate its technology for thin-wall packaging with long flow lengths (flow length to wall-thickness ratio for these cups is 300:1). Netstal uses a “thin-wall centering” approach to prevent core shift by means of rheological flow paths and varying injection pressures.
This cell will premiere a new concept from Beck Automation of Switzerland that greatly reduces the opening stroke of the clamp. Beck’s side-entry robot rearranges the cups during extraction from the 2 + 2 cavity arrangement to a 4 inline orientation that fits between the long mold cores.
Other IML demonstrations will be by Arburg (PP lids in four cavities), Wittmann Battenfeld (stadium cups), and Niigata (drink cups, using automation from Campetella of Italy). Verstraete IML of the Netherlands, a maker of IML labels, offers a free, downloadable guide to more than 35 IML-related exhibits at the show.
While on the subject of thin-wall packaging, as reported in last month’s Keeping Up section, Nordson Xaloy will debut the Quantum barrier screw, said to reduced screw recovery time by 10-15% for high-speed molding of thin-wall packaging. It comes with a special poppet-style non-return valve designed to prevent resin degradation and ensure consistent shot size.
ROBOTS GET SMARTER, FASTER
AGS Automation Greifsysteme Schwope of Germany will show something unusual—a weighing system that mounts on the robot EOAT to detect short or damaged parts or missing inserts during the cycle. The quick-disconnect measuring cell has resolution of 0.33 g.
• Among a host of new components introduced in the past year, AGS also will highlight a double-acting, round-clamping, self-retaining gripper finger that stops loss of parts in case of pressure drop. The GFI-DW-E gripper remains in closed position if there is an emergency stop.
• Boy Machines is now offering robots under its own label. At Fakuma 2014 these included a side-entry pneumatic model and an overhead servo model—both integrated with the machine controls (see December Keeping Up).
• CBW Automation will debut the SSE side-entry robot with a strip stroke added, so it can handle more complex mold and part geometries and undercuts. It also allows the robot to follow the motion of the mold for unscrewing or more complex ejection sequences. This super-fast model has an intrusion time of less than 0.5 sec and can recognize that vacuum has been achieved in as little as 60 millisec.
• New from Engel is the e-pic servo robot with an unusual hinged swivel arm. It was introduced at Fakuma 2014 (see Dec. ’14 Close Up and Feb. ’15 Keeping Up). Engel also has overhauled its viper linear robot, adapting it for integration with the new CC300 machine control and adding the new, lightweight C70 touchscreen pendant.
• Hekuma provides the automation for the cell producing needle hubs for insulin pens in the Engel booth, noted above. Besides 20% higher productivity for this application, Hekuma notes that its EOAT handles all 96 parts at once, instead of 16 at a time. Vacuum sucks the parts into the gripper. Light barriers ensure that all cavities are clear. Camera inspection of the holes in the hubs can recognize whether any pins have been damaged. The system will demonstrate simultaneous production of hubs with holes of 0.3 and 0.5 mm through cavity-specific handling.
• Ranger Automation Systems has two new servo robot lines and a new teach pendant (see Keeping Up section).
• SAS Automation will highlight its new eCommerce Center for online ordering of EOAT components and its Quick Tool program for fast shipping of simple EOAT using stock components in one to two weeks and more complex custom tools in three to four weeks.
• Among the 20 robots at Sepro’s booth will be units previously introduced at Fakuma 2012 and K 2013: 5X Cartesian robots with servo wrist (five axes total), 6X articulated robots (six-axes), and the S3 servo sprue picker.
• Sytrama of Italy will demonstrate Cartesian robots that debuted at K 2013 (see Feb. ’14 report). Operating in the booth of sister company Negri Bossi will be models of the new S Series all-servo robots that handle higher payloads and higher speeds with less vibration than the older G Series. Also on display will be the low-cost, all-aluminum One Series all-servo units for small machines (50-250 tons).
• Wittmann Battenfeld will highlight its new W8 Pro series robots with stiffer arms, LED status display, high-efficiency proDrive, and R8.3 control system. Among them is the new, larger model W843 introduced at Fakuma 2014 (see October Keeping Up). Also new at Fakuma was the WP80 pneumatic picker with Net 8 control, which will also be at NPE.
• Yudo of Korea will show its broad range of capabilities beyond hot runners, including Cartesian robots.
• FIPA is bringing its latest suction cups for robot grippers. Varioflex cups have very soft sealing (30 Shore A) backed up by firmer bellows (60 Shore A). The soft cup reportedly keeps its grip on grained or irregular surfaces, while the bellows balances out height differences in parts.
HOT RUNNERS & CONTROLS
One of the more unusual developments in hot-runner control will be Husky’s introduction of Altanium Servo Control as an extension of its Altanium Matrix2 system. Beyond controlling just hot-runner valve-pin movements and temperatures, it can control speed, positioning, and sequencing of any servo actions in the cold half—such as unscrewing or collapsing cores, slides, stack rotation, and coining movements (see January Close Up on Fakuma 2014).
• Ewikon also has something unusual to offer in its variable-position HPS III-FleX manifold with hinged arms that can be repositioned for molds with different cavity spacing. Also new is the MWB 100 portable mini fluidized bed for cleaning up to 24 small tips at a time. Both were introduced at Fakuma 2014 (see January Close Up).
• Alba Enterprises will show the new DN5/3 multi-tip nozzles for balanced filling of long, tubular parts, which comes from Thermoplay of Italy (see February Keeping Up).
• Athena Controls is highlighting the new version of its Bedros controller, originally introduced at NPE 2012 for 8-32 zones but now available for 8-64 zones. Both Bedros and Athena’s RMB series controls are now “Powered by ThingWorx,” enabling them to rapidly develop custom software to connect controls to servers and the cloud.
• Fast Heat is emphasizing new software for its Ion and Pulse controllers that allow for cloud-based computing. Said to be a first in the industry, a wireless chip allows remote access to the control from a PC or mobile device. Predictive analytics in the software reportedly anticipate problems in the mold before they happen and send out alerts if there is an actual failure. Also new are special diagnostic equipment—the CableXChecker that quickly identifies bad cables without using a labor-intensive multimeter, and the MoldXChecker, which quickly identifies thermocouple and heater short circuits before the mold goes into the press. It also identifies leaking tips before major repairs are needed.
• As at Fakuma 2014 (January Close Up), Incoe will show expanded utility for its SoftGate valve-gate sequence control in direct gating onto in-mold decorating (IMD) films without wrinkling the film. Incoe will also show its compact HEM hydraulic cylinder for valve-gate actuation. Half the size of other hydraulic actuators, it allows closer gate positioning (see Feb. ’14 Keeping Up). The company also has a new, low-cost pneumatic valve-gate sequence controller, the GSC-Mini, for up to eight valves.
• New from Mastip Technology of New Zealand is the TL-35 threaded nozzle to expand its product line into larger sizes. It has flow bores of 14-18 mm and lengths from 150 to 600 mm.
• MHS-Mold Hotrunner Solutions will show Rheo-Pro Black Box actuators and second-generation iVG internal valve-gate nozzles that are both able to operate at temperatures up to 450 C/850 F without cooling or seal damage. They accommodate high-temperature resins like PEEK. (See Feb. ’14 Close Up on K 2013).
• MHT Mold & Hotrunner Technology is featuring upgrade sets for Husky’s HyPET preform molds. Through more compact cavity spacing, they allow twice as many cavities as the machine could previously handle. The newest additions are upgrade sets for HyPET 120 and 225 at the small end of the range. MHT also has new pre-engineered, economically priced manifold systems for quick delivery (see January Keeping Up).
• Mold-Masters is introducing its new premium hot-runner line, the Summit-Series. This stainless-steel system reportedly has one-fourth as much thermal variation from setpoint as typical nozzles with heater bands, suiting it to heat-sensitive resins like PC, acetal, and PBT and to medical markets. It offers new servo-actuated gating methods. Also on display is the Fusion G2 nozzle in larger sizes, such as the 7000 model introduced at Fakuma 2014 with bores up to 22 mm and lengths to 1000 mm (see January Close Up).
• Polyshot Corp. will feature its new single-nozzle valve-gate line, with greatly reduced stack height and very high pin force to handle the stiffest filled or engineering resins (April ’14 Keeping Up).
• New from Synventive Molding Solutions are hydraulic and pneumatic valve-gate controls and compact hydraulic actuators (see Keeping Up).
















Related Content

Plastic Compounding Market to Outpace Metal & Alloy Market Growth
Study shows the plastic compounding process is being used to boost electrical properties and UV resistance while custom compounding is increasingly being used to achieve high-performance in plastic-based goods.
Read More
Molder Repairs Platen Holes with Threaded Inserts
Automotive molder ITW Deltar Fasteners found new life for the battered bolt holes on its machine platens with a solution that’s designed to last.
Read More
Automotive Awards Highlight ‘Firsts,’ Emerging Technologies
Annual SPE event recognizes sustainability as a major theme.
Read More
New Technology Bonds Aluminum With Polyamides
With many benefits for numerous potential applications, including in the burgeoning electric vehicle market, Celanese’s Zytel Bonding Technology achieves stronger bonds than overmolding or welding.
Read MoreRead Next

Higher Speeds, More Integrated Processes at K Show
“Go faster” and “integrate more functions” look to be the guiding principles of new injection molding developments to be shown by Engel Austria at K 2013 in Dusseldorf this October.
Read More
A Challenger Tackles Coinjection For Barrier PET Preforms
Barrier PET containers for beverages, sauces, and other sensitive products become more cost-effective through more efficient use of expensive barrier resins.
Read More
Injection Molding at K 2013: Doing More with Less
More productivity with less energy consumption and capital investment; more operations in the machine or manufacturing cell with less time, labor, energy, and capital—these were the common themes of injection molding exhibits at October’s K 2013 show.
Read More