
Materials Handling: New Equipment Emphasizes Efficiency & Value
Visitors to the recent NPE 2009 show in Chicago were looking for materials handling equipment that could do more than dry, blend, or convey resins. It had to do those things while saving energy, providing faster and easier maintenance, speeding product changeovers, reducing labor cost, minimizing waste, and providing better value for money. The new products cited below addressed those needs and more.




Economical new Metronet light bus conveying controller from Motan offers easy expandability and big savings in cabling costs.

Moretto’s new Dolphin valve uses pneumatic toggle arms to connect multiple material feeds to multiple destinations via a common port.

Kreyenborg introduced the first batch-type or discontinuous infrared drum dryer. It can rotate rapidly enough to prevent sticky materials like PLA scrap from clumping. It discharges dried material by rotating in the opposite direction. (Conair now markets Kreyenborg’s continuous IRD.)
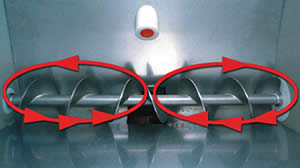
Using more regrind can help processors save money. TSM Controls’ new Opti-Mix gravimetric batch blenders use a patented reverse-flight auger to feed up to 100% regrind flake.

Universal Dynamics’ FACS system for plant-wide monitoring of materials conveying now has WiFACS wireless LAN or internet capability.
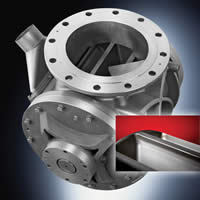
Pelletron’s new rotary airlock reduces air loss in pressurized conveying. The vanes have thickened tips (inset) to provide a tighter clearance.
ENERGY-SAVING DRYERS
New dryers were one of the largest categories of auxiliary equipment at the show, and energy savings and affordability were common themes among the exhibits. For example, as we reported in June (see Learn More), Conair Group showed off its new EnergySmart single-stage ES-1 desiccant-wheel dryer. It’s a less expensive version of the EnergySmart two-stage system, which is suited mainly to high-volume PET processing. The ES-1 uses special sensors and controls to regulate air flow and temperature, reportedly consuming 35% to 45% less energy than most units for drying 400 to 5000 lb/hr of PET. Savings are less dramatic with ABS or PC.
Conair also introduced TouchView controls as standard on all its Carousel Plus wheel dryers. They have 7-in. color touchscreens with plain-English messages instead of cryptic alarm codes. Based on Allen-Bradley or Siemens PLCs, TouchView offers a choice of four levels of control—basic, dewpoint monitoring, hopper-temperature profiling, and blower speed control.



The other big news from Conair is that it now offers the latest IRD infrared drum dryers from Kreyenborg of Germany for crystallizing and drying 450 to 5000 lb/hr of PET pellets or regrind flakes. Faster drying and lower energy use are claimed. Recent improvements include a longer-life ceramic lamp reflector and a laminar-flow air shield in front of the lamps to keep dust away and ensure longer life. Other notable features are a slide-out lamp frame and variable-speed auger.
Meanwhile, Kreyenborg itself is offering a new batch-type IR-Dryer, the first of its kind. Whereas other IRDs provide continuous throughput, the new batch or discontinuous model rotates in one direction to heat the resin while it is retained within the drum, and then reverses the rotation direction to discharge the dried resin. It is designed for small throughputs of very sticky materials, such as PLA thermoforming scrap. The batch IR-Dryer has the advantage of allowing much higher rotation speeds to prevent clumping independent of residence time in the drum. In addition, the batch model is said to be easier to clean, making it attractive for drying small lots of PET masterbatches in different colors.
For high-volume PET drying, Universal Dynamics showed its flagship PCT2 models with a new Adaptive Airflow Optimizer (AAO) control that reportedly cuts energy consumption by up to 25% with a simple method of adjusting the process air flow (via blower speed) according to return air temperature.
Dri-Air Industries aims to push dryer energy efficiency up a notch with its new Eco-Dri series, which is said to use only about one-third as much power as wheel and compressed-air models. These twin-tower dryers have a brand-new “parabolic” desiccant tower that is said to provide fast and more efficient regeneration with smaller heaters and without need for a separate blower, thereby cutting dryer energy cost by 60%. Eco-Dri also uses thermocouples for demand-based regeneration to use the least energy and maintain stable process temperatures. This series is now available for up to 100 cfm, with larger sizes coming next year.
Dri-Air also is now marketing small compressed-air dryers from Moretto of Italy. These span a range of 0.5 to 25 lb/hr to supplement its desiccant dryers, which start at 7 lb/hr.
Dri-Air now offers a free service to monitor and record dryer temperatures, dewpoint, and energy use for all a customer’s dryers, regardless of brand. This helps customers audit dryer performance and energy efficiency.
New energy-saving controls are available for dryers from Matsui. This optional system monitors regeneration air temperature to regulate heater power, and also monitors process return air temperature to adjust both air-flow valves and process heaters.
As reported in May, Motan introduced to the U.S. its new Luxor twin-bed dryer line, which starts at 50 cfm and ranges up to 160 cfm.
Shini USA, the plastics division of Budzar Industries, is bringing to the U.S. two more dryer lines from Shini of Taiwan. These include compressed-air dryers (SCAD Series) with hopper capacities of 12 and 20 liters and a combination desiccant-wheel dryer and hopper loader.
As we reported in May, Universal Dynamics brought out its first desiccant wheel dryers, the Titan TR series (15 to 250 lb/hr), developed by its new corporate parent, Piovan of Italy. It has a special wheel design that allows for high-temperature regeneration with dry air, resulting in lower dewpoint and energy savings. The regeneration exhaust is used to preheat process air for further energy efficiency. Also, the push-on filter has external access for easier maintenance. As with other Una-Dyn dryers, a 24-hr datalogger that can communicate with a laptop or central computer is now standard.
In addition, Una-Dyn has added a membrane to its AutoDry compressed-air dryers. The AutoDry II line comes in larger sizes than before with up to 800-lb hopper capacity.
Una-Dyn also redesigned its GS2 small twin-bed desiccant dryers with more stable and robust valving, upgraded dust filters, and new FCX controls with datalogger.
There’s also a new FCX-MH control for multi-hopper systems. It regulates air flow to each hopper and determines when each material is dried by time and temperature.
Wittmann introduced Drymax E twin-bed central dryers for 180 to 1200 lb/hr. As reported in June (Keeping Up with Auxiliaries), these models have new pneumatic switchover valves to provide faster changes of desiccant beds for a more stable process. Wittmann also expanded its portable dryer line with new Silmax E wheeled carts holding two or three drying hoppers. Each hopper has a microprocessor for monitoring and control, sight glass, and SmartFlow air valve.
Wittmann delivered a paper at the SPE ANTEC (co-located with NPE) on a new standard for rating dryers’ energy consumption and classification of dry air quality. The energy rating method proposed (and already used by the company) can apply to any make or model of dryer and is independent of the type of resin dried. Wittmann’s “Energy Stickers” on its dryers report the basic electrical load to operate the dryer, its capacity to produce dry air of a certain quality, and the energy rating in kwh per 2000 lb of dry air. These data, plus standard tables of data on the energy needed to heat a given resin to drying temperature (independent of dryer type), are sufficient to calculate the dryer’s energy to process that resin at a given throughput, as well as the maximum drying capacity for that material.
WEIGH BLENDERS GALORE
Gravimetric blending was another big topic at the show, with lots of new models, new suppliers, and an emphasis on new controls.
For example, Conair showed a TB250 TrueBlend unit with nine hoppers to illustrate two trends: First, a number of processors nowadays run materials that require that many ingredients; and second, processors are using the blender to stage colors and additives for quick changeovers. The nine-ingredient show model was developed for an automotive molder with frequent color changes. That firm wanted the unit to be essentially self-cleaning, so Conair added automatic blow-out of the weigh bin, mixing chamber, surge bin, conveying valve, conveying lines, and receiver on the molding machine.
TrueBlend units have new control software that displays for each ingredient the target percentage, actual percentage dispensed, and start and finish weights.
Moretto of Italy, which is making a push into the U.S. market, introduced its Gravix batch blender, which is said to have increased accuracy due to faster-acting solenoids. Instead of slide gates, Moretto uses a “double eyelid shutter” dispensing mechanism. For small amounts of additives, the Rotopulse rack-and-pinion mechanism turns the dispensing insert back and forth—in one direction to weigh and the other to dispense. Different inserts are sized to various dispensing ranges.
The weigh hopper has no air lines, cables, or other devices attached, so as not to interfere with weighing accuracy. This all-digital system weighs each ingredient 100 times/sec. The PC-based touchscreen control has internet access, direct input of ingredient percentages, and recipe searches by customer or part name or number.
Plastrac brought out its first continuous loss-in-weight blender that uses its economical metering disc. Gravitrac uses a proprietary digital-output magnetic load cell that is said to be more robust than strain-gauge load cells. The load cell is sealed to allow no entry of material that could interfere with weighing. The shear-blade metering disc is said to be very insensitive to shocks from a molding machine. Transparent side walls provide visibility, and the top section containing the disc feeder and hopper are removable for quick changes. Some users have a separate top unit for each color concentrate, so no cleaning is necessary.
Plastrac also offers a GPET version of this system for blending colorant at low levels with PET for bottle preforms. It is water jacketed for feeding wax-based colorants.
Process Control Corp. showed a prototype of its Guardian II batch weigh blender that’s said to be more versatile and easier to clean and maintain. It handles up to eight ingredients and has a color touchscreen control, which will be available next on the company’s continuous loss-in-weight blenders. Process Control also showed its largest batch blender ever, Model WXA250, for up to 10,000 lb/hr.
A new factor in gravimetric batch blenders is Shini USA, offering SGB models for up to eight components.
TSM Control Systems aims to help processors cut costs by using more regrind. Its new Opti-Mix gravimetric batch blenders use a reverse-flight feed auger (see photo) to cram regrind into the throat of the processing machine. This reportedly allows use of up to 100% low-bulk-density flake. The Auto-Clean feature on these blenders allows the entire unit, from vacuum receiver to machine throat, to be cleaned from floor level without climbing on the machine.
Universal Dynamics has a new and more compact linear arrangement of ganged sequence valves on its four-component blender.
Wittmann showed updated versions of the gravimetric batch blender design it gained with the acquisition of Mould-Tek two years ago. Model GMX 14V, the first of Wittmann’s Gravimax series, can blend up to four components with a total batch size of 2.2 lb and throughput up to 170 lb/hr. The Gravimax line ranges up to 11,000 lb/hr. Its new modular design includes “clip-on” corner windows for each hopper that provide visibility and detach for easy cleaning.
These blenders retain the Real Time Live Scale (RTLS) approach, which continuously monitors the load cells during incremental dispensing to achieve correct weights on each cycle, rather than using time-based dispensing and adjusting for errors on the next cycle. The new design replaces rubber pinch valves with wear-resistant stainless-steel flapper valves to withstand abrasive materials. The metering valve is now integrated into the hopper outlet and has a self-closing mechanism to retain material when the hopper is removed. The weigh bin also is now self-closing to prevent release of material in case of a loss of compressed air. Two load cells are now used for higher accuracy. The mixing chamber was redesigned to eliminate dead spots or material hangup. A new laser sensor measures material level in the mixer.
Schenck AccuRate has added the new high-rate Model 6000 to its ProFlex C gravimetric feeder line. Designed for extrusion and compounding, it feeds up to 212 ft3/hr. The auger feeder’s AC motor and material discharge positions can be exchanged for flexibility in clustering up to eight feeders on a blender. The angular-cut discharge nozzle is said to reduce pulsation at low speeds. The flexible PUR hopper has an external agitation system that is adjustable independent of screw speed.
CONVEYING INNOVATIONS
Moretto of Italy presented two unusual materials conveying solutions at NPE. One (which was displayed in the Dri-Air booth) is the Dolphin Valve, a new alternative to conventional manifolds for distributing multiple materials to multiple destinations. Feeds of different materials are arranged in a bottom ring, and distributor tubes to various destinations are in a ring on top. In the center is a common port. With a reaction time of 0.5 sec, pneumatic toggle arms move the supply and destination hoses to mate with the port via gasketed couplings. A touchscreen controller programs up to 36 in/out feeds.
Also new from Moretto is KruiseKontrol, a pneumatic conveying system that continually adjusts the vacuum level during a conveying cycle to maintain constant velocity through the system in order to reduce generation of streamers and angel hair and cut wear on conveying tubes, especially at bends. The system uses a built-in knowledge base plus user entry of data such as material type, bulk density, pellet size and shape, volume to be conveyed, distance to be conveyed, and number of bends in the path in order to determine the appropriate vacuum level and conveying speed for each material and delivery path. Conveying profiles for 40 materials are programmed into the system.
Dri-Air introduced the Sentinel central dry-air conveying system for up to 33 machines. It uses the company’s closed-loop conveying principle as well as line purging.
Meanwhile, Conair showed off its new FLX material-handling control, said to provide high-end capabilities in a simple, low-cost package. This building-block system allows a user to start with as few as eight loaders and two pumps (with one back-up) and then add I/O cards as needed to build up to as many as 32 loaders and 10 pumps. It can accommodate such high-end functions as multi-source/multi-destination loading, ratio loading, reverse convey for regrind recovery, and fill sensing. The PLC-based system has a central controller with a 5.6-in. color touchscreen. Remote touchscreen interface units can communicate via Ethernet. The system also has a built-in web server for communication to remote PCs.
Motan uses cost-saving Ethernet “bus” technology for its latest conveying control system, called Metronet light bus. It is operated via a compact color touchscreen, and control of components like hopper loaders, blowers, and purge valves is embedded in decentralized I/O modules on a bus cable. Modules can be added as needed for up to 32 loaders, two blowers (plus one standby), and 32 conveying-line purge points. The controller itself is economical, and installation costs are cut significantly with reduced cabling requirements and no expensive cable tray. The bus cable can follow the vacuum conveying line and be attached to it by a special Motan clip. The I/O modules fit in a simple holder that can be attached to the conveying line’s mounting brackets.
A new factor in central conveying systems will be Shini USA, which plants to introduce systems from Taiwan.
Universal Dynamics has updated its plantwide FACS (Factory Acquisition and Control System) with interface modules for all makes of SPI-based dryers, blenders, and silo inventory systems. Also new is WiFACS capability for wireless communication to a smart phone or PDA. It can use the internet or a local network to communicate alarms and system status to remote personnel.
Una-Dyn also has a new “24/7” economical, stand-alone loader control for 24 loaders and seven pumps. Its icon-based touchscreen display can be integrated with a FACS system.
Among a host of new conveying components displayed by Una-Dyn were the Powermax HP triple vacuum-pump package in a single compact frame with all valving and piping included for rapid installation. All three pumps can be active or one can be held in reserve. Una-Dyn has also come out with a datalogger for its vacuum pumps, similar to its dryers.
The company showed the new PS series of self-contained vacuum loaders from parent company Piovan. It has an all-stainless body with a self-cleaning filter, magnetic level sensor, 360° rotational flange, and soft-start control for longer motor life. It comes with a blowdown tube, pick-up lance, and a simpler controller.
The firm’s AutoLoad Jr. loader has been redesigned for lower profile, faster maintenance, and lower cost. Also, the new GTC vacuum receiver for central systems is a small unit for 50 to 100 lb/hr. It has one valve instead of the usual two, and the sequence valve and dump throat come in one piece. The loader is stainless with a clear tube and tilts for cleanout.
Finally, Una-Dyn presented an upgraded Easy-Flow hopper for hard-to-feed materials such as PET and PLA. It has a vacuum takeoff with integral valving, sight glass, and ability to eject plastic agglomerates.
As reported in May, Wittmann introduced its easy-cleaning, stainless Feedmax B loaders for central systems. Now, the company had added an optional clear glass section. There’s also a new Feedmax B100 series of very small units for 250 to 300 lb/hr with a clear tube and minimal inventory.
K-Tron Process Group brought out the ActiFlow “smart” hopper agitator to prevent bridging and rat-holing in gravimetric feeder hoppers without need for flexible-wall agitators, aeration pads, or mechanical agitators with secondary drives and gearboxes. It has a compact vibratory drive that bolts onto the outside of the hopper and a self-tuning control that adjusts vibrational frequency and amplitude to maintain uniform flow.
For conveying regrind, Motan offers new Metro HCG vacuum loaders, including models designed for flakes. They handle very dusty regrind with special filters, discharge aids, and big discharge flaps. The large hinged lid is free of hoses for easy cleanout.
Pelletron has come out with a lower cost, more compact, and energy-saving replacement for its P1 and P5 DeDusters. The new RC-Series CentraCone DeDuster uses the same electromagnetic principle to remove dust and angel hair from pellets, but it handles from 10 to 500 lb/hr, matching the capacity of the P5 within the 12-in. height of the smaller P1. It also uses a smaller fan, which saves energy.
To save energy in pressurized conveying, Pelletron has come out with new rotary airlocks that reduce air leakage. They have expanded tips on the rotor vanes for tighter clearance, as well as more vanes and pockets than before.
Shini USA is now offering rotary airlocks from Taiwan for bulk conveying. And as reported in May, Lorenz Conveying Products has a new InLine Angel Hair Trap.

Related Content

Mini Vent Provides Dust Separation in Bin or Feeding Applications
Separates dust from displaced air when a vessel is filled with bulk solids.
Read More
Tilt-Down Conveyor is Flexible, Convenient
Offers a low center of gravity and full accessibility from standing height.
Read More
Conveyor Controller Ideal for Expanding Plants
Billed as the most flexible and reliable discrete wired conveying controller on the market.
Read More
Cut Loading Time Through Direct Charge Blending
Direct charge blender loading, a vacuum-powered automation process, can dramatically improve loading time and reduce material costs. In this article, we address ten common questions to help you determine if the systems are right for your facility.
Read MoreRead Next

NPE 2009 News Flash
Injection MoldingHybrid Press Has Electric ClampNew injection presses that combine servo-electric and hydraulic movements to achieve high performance with energy efficiency will be discussed by Arburg Inc., Newington, Conn.
Read More
Energy-Saving Dryer Pays Off In an Uncertain Economy
Plastics processors struggling through the recession need to save energy costs where they can, they need an affordable means to do so, and they could use energy-saving technology that pays for itself during times when plant throughputs are variable and below optimum capacity utilization.
Read More