
Nanocomposites Do More With Less
For skeptics who may doubt that nanocomposites have yet proven themselves commercially viable materials, last year’s Nanocomposites 2005 Conference in San Francisco presented plenty of evidence that “nanos” are beginning to live up to their promise.


Nanoclay in this Geoflow LLDPE drip emitter for irrigation tubing ensures timed release of herbicide from the plastic. PolyOne’s Nanoblend MB nanoclay concentrate adds 20% to the cost but doubles product life.
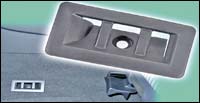
Nanocomposites have scored early gains in automotive. A heater vent for the Audi A3 gains scratch resistance from Putsch GmbH’s Elan XP compound of PP and PS, compatibilized by a Sud-Chemie nanoclay. It replaces painted ABS. Micrograph below shows finely dispersed PS domains in PP matrix.

Nano materials are moving into applications like Nexans’ plenum cable jacketing, the first such product in the U.S.

Nanoclays improve UL ratings in wire and cable by eliminating dripping and promoting char formation at relatively low cost. Sud-Chemie’s nanoclay in polyolefin cable jacket formulation at right does not drip, while unfilled sample at left drips.
PolyOne’s in-situ polymerized Nanoblend nylon 6 chemically ties the resin to the nanoclay in the reactor. It uses half as much nanoclay to achieve better properties than melt blends (see table).

PolyOne’S PP-based Nanoblend LST compound in this material-handling tray replaced a PPO alloy, giving better dimensional stability and cutting the cycle time by 30 sec.
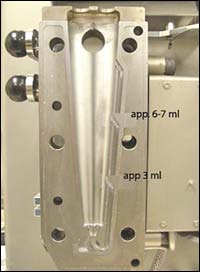
For lab testing of tiny samples, DSM Xplore developed a twin-screw batch extruder that uses inserts to change batch size.
For skeptics who may doubt that nanocomposites have yet proven themselves commercially viable materials, last year’s Nanocomposites 2005 Conference in San Francisco presented plenty of evidence that “nanos” are beginning to live up to their promise. Organized by Executive Conference Management, the conference included reports on a bevy of new commercial applications in Europe and North America, ranging from auto parts and precision moldings to wire and cable jacketing.
These applications demonstrate that just a pinch of these tiny particles can cut weight and cost compared with higher loadings of conventional fillers. The benefits include improved mechanical properties, scratch resistance, barrier properties, fire resistance, and dimensional stability, plus faster extrusion and molding.



News from the conference included new alloys that disperse nanoclays more efficiently, new synthetic nano-additives, and a new naturally occurring nanotube. There was also word of new twin-screw lab extruder that makes test batches as tiny as 3 cc and an infrared test method to verify nanoclay exfoliation and orientation.
Cost and performance
Early applications have been motivated by cost savings relative to conventional glass- and talc-filled resins. Nanomaterials weigh less, mold more easily on smaller presses, process dramatically faster, and produce better properties. For example, Nanoblend MB (Melt Blend) concentrate, a nanoclay masterbatch introduced in 2003 by PolyOne Corp., is used commercially in a TPO automotive rocker panel, replacing talc-filled TPO. Nanoblend has better low-temperature ductility and lower specific gravity. Because of the lower amount of nano-filler, color matching was less expensive with Nanoblend. That plus the lower density, led to a projected savings of over $42,000/yr, despite somewhat higher material cost/lb.
PolyOne’s Nanoblend LST (Light-Stiff-Tough) compound has been used commercially since 2004 in a material-handling tray that requires tight dimensions for use on an automated assembly line. The PP-based Nanoblend tray replaces a PPO alloy and is reportedly flatter, has lower coefficient of thermal expansion, and saved the processor $24,900 on a short production run be cause it trimmed cycle time from 90 sec to 60.
Arthur Fritts, president of NanoSperse LLC, a two-year-old compounder devoted exclusively to nano-materials, cautions against considering nano-materials just for cost savings. “Long-term growth in nanocomposites won’t come from substituting a cheaper material,” he says. “That has actually slowed nano developments. Growth will come from enhancing value.”
In fact, the market is already recognizing how nano-materials enhance performance. An irrigation emitter for landscape and agricultural pipe, developed by Geoflow in San Francisco and molded by the Toro Co. in Bloomington, Minn., uses the nanoclay platelets in PolyOne’s Nanoblend MB concentrate to ensure slow release of herbicide from the plastic into the soil. Nanoblend is dry mixed with pellets of Geoflow’s herbicide, then added to LLDPE at the hopper of an injection press. That part costs 20% more than a part without nanoclay, but it extends the product guarantee from 10 years to 20.
“The most interesting potential application for nanoclays is thin-walling for lightweight parts,” in the view of Suresh Shah, senior technical fellow at Delphi Corp., Troy, Mich. “So far, people have used nanoclays to save money, but they haven’t taken full advantage of nanotechnology to reduce wall thickness. Since nanocomposites are stiffer but lighter than glass- or mineral-filled plastics and also enhance flow, you can reduce part weight and thickness.”
One way in which nanoclays improve material properties is through compatibilizing resin alloys. Putsch in Germany partnered with nanoclay supplier Sud-Chemie AG to develop a new alloy of normally incompatible PP and PS. Called Elan XP, it uses 1% to 2% of Sud-Chemie’s Nanofil to compatibilize 60-80% PP with 20-40% PS. Elan XP was commercialized three years ago for an interior air vent for the Audi A4 and a Volkswagen van. The unpainted part replaces painted ABS. The hard PS component provides scratch resistance and a luxurious surface feel.
Nanoclay also has proved effective as a flame retardant: It improves UL ratings by eliminating dripping and promoting formation of stable char. For example, Sud-Chemie’s new Nanofil SE 3000 nanoclay is used commercially in an EVA/PE compound to provide halogen-free flame retardency in wire and cable coatings. At only 3% to 5% loading, it improves flame retardency enough that ATH or magnesium hydroxide flame retardants can be cut from 65% to about 52% by weight. Mechanical and surface properties improve, and extrusion rates are higher, Sud-Chemie reports.
Nano-materials have been used for about two years by three large European cable companies: Kabelwerk Eupen in Belgium, Nexans in France, and Draka Cable in the Netherlands. Nexans’ Berk-Tek unit in the U.S., with offices in New Holland, Pa., is believed to have the first nanocomposite cable jacketing in North America. Nexan introduced it 18 months ago for its plenum cable used in office buildings.
Still another function of nanoclay is as a barrier enhancer. Early attention focused on food and beverage packaging, but automotive fuel systems are an emerging application. Ube America has developed a coex barrier fuel line with 2% nanoclay in nylon 6. Its gasoline barrier is reportedly five times greater than neat nylon.
In-situ compounding
PolyOne commercialized a new family of nylon Nanoblends made by in-situ polymerization of caprolactam with nanoclay. PolyOne calls them “alloys” because the caprolactam is chemically bound to the nanoclay before and after polymerization. This prevents the possibility of reagglomeration of clay particles in subsequent processing. Reagglomeration effectively negates the potential benefits of a nanocomposite.
PolyOne first functionalizes the nanoclay with a surfactant and then adds caprolactam monomer. The caprolactam is polymerized into nylon 6, which leaves the nanoclay particles dispersed without the work and expense of melt blending, and the nylon is bound to the clay by its affinity for the surfactant chains. This “alloy” technology, licensed from Toyota Corp. of Japan, reportedly achieves better properties than melt blending and uses half as much nanoclay because the alloy doesn’t reagglomerate.
The loss of properties from reagglomeration “turned a lot of people off when they first tried nanoclay materials,” says Roger Avakian, chief technology officer of PolyOne. “They had paid a lot of money for the nanoclay and got worse properties than before. When we gave this new Nanoblend to customers, we didn’t call it a nanocomposite because that had gotten such a bad reputation. We just said, ‘These are property-enhancing.’”
Nylon Nanoblends for injection molding are available with 2.5% and 8% nanoclay, the latter being a high level for a precompounded material. Nylon Nanoblend with 2.5% nanoclay shows better mechanical properties than a melt blend of 5% nanoclay (see table). In late 2004, PolyOne commercialized its first alloyed nylon Nanoblend in exterior trim for two car programs.
Less costly nano-carbon
While carbon nanotubes are considered promising as electrically conductive nano-reinforcements, they are currently hobbled by high cost—up to $550 lb or more. While less expensive methods of producing carbon nanotubes are being developed by Bayer MaterialScience and others, other electrically conductive nano-particles are being introduced as less expensive substitutes for carbon nanotubes. For example, Pyrograf Products makes vapor-grown Pyrograf III carbon nano-fibers that cost around $100 to $150/lb, which is low enough to attract some compounders. Premix Thermoplastics has a new Pre-Elec line of electrically conductive masterbatches containing Pyrograf’s nanofibers in a range of resins from PP to PEEK.
Nanosperse, a two-year-old nano-compounder, has developed concentrates with Pyrograf nano-fibers in TPU, epoxy, and thermoset vinyl ester. It uses patented dispersion technology initially developed for the U.S. Air Force at Wright-Patterson AFB and licensed from the University of Dayton Research Institute in Dayton, Ohio. Concentrates are available with up to 20% nano-fiber.
More new nano-additives
Naturalnano Inc., a two-year-old development company, presented at the San Francisco conference recently discovered, naturally occurring alumina silicate nanotubes called halloysite. Naturalnano has patents pending on the process to extract and classify halloysite tubes, which range from 1 to 40 microns long and have inner diameters of 20 to 50 nm.
ENHANCED PROPERTIES OF IN-SITU NANOCLAY ALLOYS | |||
Property | Neat Nylon | Melt Blend | In-Situ Alloy |
Clay % | 0 | 5 | 2.5 |
Flex Str., kpsi | 17.4 | 19.7 | 22 |
Flex. Mod., kpsi | 454 | 604 | 645 |
Tens. Mod., kpsi | 435 | 575 | 623 |
Notched Izod, ft-lb/in. | 0.6 | 0.6 | 0.7 |
| Source: PolyOne. | |||
DDG Cryogenics, a new firm spun off from Boeing in March 2005, is commercializing new cryogenically milled metal, ceramic, and composite nano-powders. Initial applications are in aluminum metal-matrix composites, but DDG’s relatively inexpensive batch process is also suited to plastics. DDG has sampled its nano-powders for two years in nylon 6 and 12 applications.
Sud-Chemie reports that it has ground its nanoclays into smaller sizes that offer better dispersability. Its newer Nanofil 2, 5, and 9 reportedly disperse better than its older Nanofil 15 and 32. Its new Nanofil SE grades reportedly also disperse better in polyolefins, even resins without maleic anhydride modification.
Dyneon LLC is exploring block copolymers with controlled architecture to improve exfoliation of nanoclay platelets in melt compounding. Block copolymers with different levels of hydrophobicity can help disperse hydrophilic nanoclays in hydrophobic resins. The block copolymers are functionalized with amine, epoxy, anhydride, and acid groups.
Nanoclay in PVC
Elam EL Industries of Israel, which makes electroluminescent wires, is using nano-particles of zinc oxide (from Degussa in Germany) and titanium dioxide (from Sachtleben Chemie GmbH in Germany) in acrylic masterbatches for uv protection of fluorescent dyes in PVC and PVDF compounds. Conventional uv stabilizers reduce photo-luminescence, particularly in fluoropolymers. Elam’s nano-additives don’t actually prevent uv degradation of fluorescent dyes, but they keep the dyes from migrating to the surface so they don’t degrade.
Meanwhile, the University of Belfast, Northern Ireland, reports the development of a nanocomposite plasticizer for PVC to replace DEHP plasticizer, which is banned in some markets because of concerns over chemical leaching. The nano-plasticizer is a soft EVA-carbon monoxide terpolymer blended with 0.5% to 4% of synthetic fluorohectorite nanoclay. The clay is sold as Somasif ME from Co-Op Chemical Co. in Japan.
Surprisingly, the university researchers found that adding nanoclay in EVA-CO to PVC actually made flexible PVC clearer. Nanoclays are smaller than the wavelength of visible light, so they typically have no optical effect. But PVC with 2% nanoclay transmits more light than PVC without clay—and more light than EVA-CO with clay by itself.
Researchers found that compounding in two stages was gentler to the PVC and protects it from contact with the fluoro-clay. First they blended 60% PVC with 40% nano-filled EVA-CO, which melts at a lower temperature than PVC. The EVA-CO coats the clay, so it doesn’t come in contact with the PVC. Then 20% more PVC is added a quarter of the way down the extruder barrel.
News in nano testing
DSM Xplore in Geleen, The Netherlands, represented in the U.S. by Dieter Scientific, presented an unusual laboratory device for developing expensive products like nanocomposites. It is a tiny conical twin-screw extruder designed for batch operation, unlike a normal continuous-feed extruder. It is fed by a syringe-like device. A two-position valve either discharges melt at the end of the screws or recirculates it back to the feed end of the screws in a closed loop. DSM Xplore, which originally built lab equipment for materials supplier DSM, became a separate unit two years ago.
DSM’s original lab extruder processed 5-cc batches, so it needed only a pinch of expensive nano-materials to run tests. The latest generation uses inserts to change the effective barrel length and batch size from a minimum of 2.5 cc up to 15 cc. DSM has sold over 50 of the lab units. Prices range from about $80,000 to $100,000.
Elementis Specialties, a supplier of montmorillonite nanoclay, has developed a new infrared spectroscopy test to assess platelet dispersion and orientation. Based on IR absorption by the silicon-oxygen bonds in the clay, a broad absorption band indicates agglomerated clay. A band that narrows and forms a peak indicates the clay is exfoliated.
Elementis’s method can also measure platelet orientation, which is key to barrier properties in extruded or molded parts. A sample is rotated around the Y axis of an IR beam while the beam is successively pointed in Y and Z directions. If the IR absorption band varies in intensity, it indicates non-random orientation of the platelets. Alternative test methods like electron microscopes and X-ray diffraction analysis are much more complex and provide less clear results, Elementis says.
















Related Content

Measuring Technology Specialist Pixargus Acquired by CiTex Group
A global player in optical inline quality control, Pixargus is intensifying presence in U.S. & Asia under CiTex umbrella.
Read More
Redesigned Laser Scanner Boasts Improved Accuracy, Resolution, Versatility, and Efficiency
Nikon Metrology’s new LC15Dx is ideal for efficient measurement and inspection of manufactured components including intricate plastic parts.
Read MoreComprehensive Optical Inspection for PET Preforms
Delta Engineering teams with Intravis to inspect preform mouth, body, thread and color.
Read More
Fast, Simple QC Method Directly Quantifies Recycled Content in Plastics
Novel fluorescence-based spin-out technology provides a rapid and reliable method to measure and certify recycled content in a wide range of plastics.
Read MoreRead Next

Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More
How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More