
New Methods Expand Roles of Gas-Assist Molding
Two variations on gas-assist injection molding were presented in papers at the Molding 2002 Conference held in New Orleans in March.



The new Kool Gas technology from Warwick Manufacturing Technology uses cryogenic gas assist to cool parts from the inside and slash cycle times. The gas stream passes through this chamber, where it is cooled by liquid nitrogen.
CGI’s PEP process uses a new version of the overflow gas-assist process. Shut-off valves allow pre-packing of the cavity with gas before opening the valve to permit overflow. Better control of multiple cavities and better surface quality are said to result.
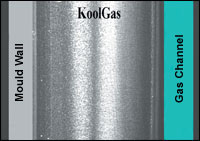
WMT’s Kool Gas makes inner surfaces of parts smoother by preventing foaming.
Two variations on gas-assist injection molding were presented in papers at the Molding 2002 Conference held in New Orleans in March. One applies cryogenically cooled gas as a means to cut cycle times, and another achieves greater control in multi-cavity gas-assist molding. Molding 2002 was sponsored by Executive Conference Management in Plymouth, Mich.


Cool gas, cool part
Although gas-assist molding reduces part wall thickness, cooling remains the largest portion of the molding cycle. Nitrogen gas provides very little cooling effect while it is coring out the part, says Ruis Magalhaes, research fellow at the Advanced Technology Center of the Warwick Manufacturing Group in Coventry, England. Warwick Manufacturing Technology (WMT), another part of the Group, markets technologies developed at the University of Warwick.
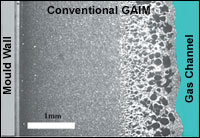
Magalhaes says if the plastic is not cooled sufficiently before demolding, the residual internal heat can cause surface recrystallization and loss of grain texture, as well as stress relaxation and distortion. In extreme cases, internal foaming can occur. Longer mold-cooling time or use of a secondary cooling fixture are possible solutions, but they add cost to the process.
WMT markets a new approach whereby the gas is cryogenically cooled to from -4 to -292 F. The normal gas stream is passed through a chamber where it is cooled by liquid nitrogen. This “Kool Gas” method creates a cold leading edge of gas that results in a plug-flow effect in the mold as the gas cores out the molten polymer. The plug flow can lead to a greater reduction in residual wall thickness than is achieved with conventional gas assist. Kool Gas also prevents foaming and produces smoother interior channels, Magalhaes claims. That is an advantage in parts designed for fluid transfer.
Kool Gas reportedly can be used with any gas-injection equipment and does not infringe on any current gas patents. It requires a compact liquid-nitrogen heat exchanger to be installed in-line with the gas-injection system on the moving platen, downstream of the gas-pressure regulation module but as close as possible to the gas-injection nozzle. Gas from the standard delivery system travels to the cryogenic system, where its temperature is instantly reduced to a user-selected temperature, then the gas continues to the gas nozzle and into the cavity. Cooling does not change the gas pressure, says Magalhaes.
The amount of part cooling achieved by Kool Gas depends on how the gas is handled throughout the cooling stage. Magalhaes says that if the gas is simply injected and held in place until the mold opens, cooling can be accelerated by 10% to 40%. On the other hand, if the gas is vented while the mold is still closed, cooling reportedly can be accelerated by up to 60%. However, the latter approach is harder to implement due to the need for more precise gas-nozzle positioning, venting while the mold is closed, and special controls to monitor internal mold pressure during the procedure.
Multi-cavity control
Conventional gas-assist methods, such as the short-shot and overflow techniques, may be difficult to apply to a multi-cavity mold, especially if the cavity sizes are dissimilar, says Terry Pearson, chairman of Cinpres Gas Injection (CGI) Ltd. in the U.K. The reason is the difficulty in controlling the amount of melt delivered to each cavity. Gas channels or hollowed-out areas in the part may vary in cross-section and be difficult to control. It may also be difficult to obtain the desired surface quality due to the inability to pressurize the melt at an early stage of the molding process.
To address these concerns, CGI developed its new Plastic Expulsion Process (PEP), which uses the pressure generated in the mold by the gas, as well as special shut-off valves, to accurately and repeatably control material displacement in each cavity. With this approach, plastic gate location becomes less critical, Pearson says. Also, there is no need for exact control of short-shot volumes, no hesitation marks, and better mold surface replication. A greater degree of core-out is also said to be possible, permitting reduced wall thickness and cooling times.
Each mold cavity has a secondary overflow cavity and a connecting runner channel. A PEP shut-off valve is installed in the runner channel between the primary and secondary cavities. The PEP valve is closed at the beginning of the injection cycle. When a cavity is filled, the machine nozzle valve is closed and gas is injected into the mold through a separate port. The PEP valve opens at a user-selected time, allowing melt in the cavity to be expelled by the gas into the secondary well. The introduction of gas applies the initial packing pressure to achieve good surface quality. To prevent the gas from forcing melt back into the hot-runner system, Pearson recommends using a shut-off nozzle or hot-runner valve gates, or else just holding the screw forward.
CGI sells a pressure-control console to operate the PEP valves. They can be actuated mechanically, pneumatically, hydraulically, or electrically.
Pearson says the PEP process differs from a patented Melea process (marketed here by Gain Technologies, Sterling Heights, Mich.), which apparently does not use a valve and thereby relies on timing of gas injection to control the amount of melt overflow into the secondary cavity. With PEP, timing of the gas is not critical and does not control the amount of melt displaced. Pearson notes that PEP draws upon Japanese developments dating back to the 1970s but not patented. The Japanese technique was apparently based on injecting the gas after the valves were opened, whereas PEP introduces gas before opening the valves.
CGI also offers its PEP process in a “push back” technique, where material is pushed by the gas back into the plasticating barrel rather than an overflow well.












Related Content

Structural Foam Injection Molding Line Extended
At K 2022, Wilmington Machinery introduced the dual-injection Lumina MP1200 medium pressure molding machine.
Read More
Internal Gas Pressure Molding Offers Sustainability Benefits
Wittmann Battenfeld says its upgraded Airmould 4.0 technology, which features a more compact footprint, saves material and cycle time — thereby also cutting energy use.
Read More
Completely Connected Molding
NPE2024: Medical, inmold labeling, core-back molding and Industry 4.0 technologies on display at Shibaura’s booth.
Read More
Fakuma 2023: Wittmann Battenfeld Expands All-Electric Line, Direct-Current Capabilities
Wittmann Battenfeld will introduce the new EcoPower B8X injection molding machine line and show direct current as an energy source for a concept machine that will power its own robot.
Read MoreRead Next

Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More
How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More
Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More