
Plastic-Metal Hybrids Make Headway On and Off the Road
Plastic-metal hybrids are replacing all-steel structures in automotive front-end modules at an accelerated rate.


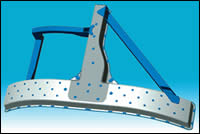
Bayer has devised an assembly method that aligns holes stamped in two or more metal parts, then secures them in place with nylon overmolding. (Photo: Bayer)
A low-cost hybrid approach uses heat staking or ultrasonic welding to rivet plastic and metal parts together. (Photo: Rhodia)

Plastic-metal hybrids are spreading from automotive to other markets such as sporting goods. In bicycle frames, for example, metal would be used in critical load-bearing members, while plastics would reduce part count and weight and increase styling freedom. (Illustration: Bayer)
Plastic-metal hybrids are replacing all-steel structures in automotive front-end modules at an accelerated rate. What's more, technical appproaches to hybrids are multiplying as more resin suppliers develop alternatives to the overmolding method first established by Bayer. Tier One automotive part suppliers, while tight-lipped on their plans, are also working on proprietary hybrid concepts.
Hybrid moldings, which combine thin-wall steel stampings and glass-reinforced thermoplastics into integrated load-bearing parts, are slated to appear on a dozen new car and truck platforms in 2004, doubling North American usage. “This opens the flood gates for other load-bearing automotive parts,” states Paul Platte, Bayer Polymers’ director of automotive marketing and industry innovation. As examples, he cites instrument-panel and bumper cross-beams, door modules, and tailgates. Non-automotive applications, from appliance housings to bicycle frames, are also emerging.



Hybrid conversion in front-end modules has been led by Bayer, whose patented injection overmolding method has been used by Volkswagon, Audi, Nissan, and Ford since 1996. Ten new platforms, including several light trucks, are to appear in North America through mid-2004. Now, alternative hybrid systems developed by Rhodia Engineering Polymers, Dow Automotive, and BASF Performance Polymers are soon to make commercial debuts.
Bob Eller of Eller Associates, a market-research firm in Akron, Ohio, says hybrid systems face stiff competition from direct-compounded, long-fiber (D-LFT) polypropylene composites in semi-structural load-bearing automotive uses. He says all-plastic composites have greater potential for weight and cost reduction than do hybrids, while both approaches increase parts consolidation and foster functional integration.
As all-plastic approaches continue to improve, hybrids seem to be carving out a niche in higher performance applications. Hybrid solutions are potentially aided by more stringent side-impact regulations in the U.S. and a mind-set among automotive engineers favoring metal inclusion in load-bearing sub-assemblies.
Extending hybrids’ reach
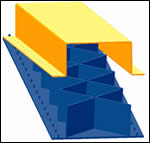
Bayer’s hybrid system exploits the fact that increased side support in open-section, U-shaped steel stampings significantly boosts their load-bearing strength. Metal inserts with flared through-holes are stamped, put in an injection mold and overmolded with 30% short-glass reinforced nylon 6 to create a cross-ribbed supporting structure. The metal and nylon are joined by nylon melt penetrating through-holes to form rivets that provide mechanical interlocks. Because an injection press opens in one direction, Bayer’s system initially limited cross-rib geometry to just two dimensions. Bayer says tooling side actions now open the way for multi-directional ribbing designs.
Bayer’s hybrid structures have an open section, yet the flexural, axial, and torsional strengths reportedly match those of many closed-section, box-like structures. Bayer’s approach can thin-wall and lightweight metal stampings 40% to 60% and yet deliver excellent load-bearing strength. Payoffs are evident in the Audi A6 front-end module and Ford Focus grille-opening reinforcement, which boast weight and cost savings of at least 10%.
A recent refinement is in-mold assembly of hybrids. Two or more metal stampings are robotically placed in the mold with holes aligned, then they are overmolded into one piece with nylon. Bayer says this could reduce the assembly costs of front ends, door modules, and window regulators.
Platte says door “cassette” modules in the U.S. do not at present require sufficient load bearing and parts consolidation to justify hybrids’ cost. But new trends could change that: One is the crowding of more components like sound and climate controls into limited door space. A market shift to door-module carrier design (combining inner and outer door sections with the side intrusion beam) is also taking hold, which favors hybridization.
Brose GmbH, a Tier One automotive supplier in Coburg, Germany, makes around 100 million sub-assemblies annually for door modules, seat adjustments, and window regulators. These generally consist of many low-cost steel components, but a spokesman says hybrids are being explored for specialty applications. Brose has prototyped a hybrid window regulator that integrates parts and reduces secondary operations. However, an impediment to wider hybrid use is that parts consolidation actually makes repair and design modification of complex systems more difficult.
Hybrid use in instrument-panel crossbeams is complicated by different crash requirements for the two sides of the car. The market favors a cost-effective, one-material solution, Platte says. But he predicts a future role for hybrids.
Alternatives gain traction
Dow Automotive sources say extensive testing has validated the adhesive-bonded hybrid system it introduced in prototype form for a Volkswagen front-end module last year (read Long-Glass PP Makes InroadsIn Automotive Front Ends). Luis Lorenzo, Dow’s global director of applications and engineering, says VW has now adopted Dow’s system for front ends of two European 2006 programs.
Dow joins glass-reinforced PP to metal with its proprietary low-energy surface adhesive (LESA). The acrylic-epoxy adhesive works without pretreating the PP and is applied by high-speed robots. Adhesion creates continuous bond lines, minimizing stress concentrations.
The latest version of Dow’s adhesive, grade 74030, trades off a modest reduction in stiffness for a significant boost in toughness (elongation is 60%) as well as improved adhesion and faster cure. The adhesive acts as a buffer or sponge in absorbing stress between substrates. Dow now designs snap features into parts to hold alignment during LESA cure.
Dow’s hybrid creates a closed-section structure offering high load-bearing strength. The box profile opens routes to building more functionality into hybrid parts—like direct mounting of air bags in IP beams or incorporating air or water circulation inside door modules.
Eric Noyrez, Rhodia’s global automotive director, says hybrids typically require parallel sets of machinery, tooling, and materials inventory for forming the plastic and metal, making hybrids more costly than single-material alternatives. He concludes that optimization for specific part designs is critical. Rhodia’s response is a menu of hybrid approaches—all based on its reinforced nylons and free of patent limitations but offering different levels of cost-performance.
One approach is metal overmolding (MOM), which was adopted for the front-end module used on a 2004 light truck in South America. In MOM, a steel stamping is put in an injection mold, where its underside is encapsulated with a reinforced nylon skin. In a secondary step, the plastic surface of the metal insert is then welded to a nylon part using high-speed, robotic methods like ultrasonics. The result is a closed-section structure with continuous bond lines that offer high load-bearing strength. The cored-out structures are dirt resistant and permit functional integration like housing cables and air or water channels.
Rhodia also proposes gas or water injection to put a stiffer, thinner nylon skin on MOM structures. This adds to cost but elevates load-bearing capability and increases functional integration. Rhodia sees potential in front-end modules, brake pedals, and door handles.
Plastic-Metal Assembling is Rhodia’s lower-cost option. It employs U-shaped steel stampings with punched holes. Molded separately are nylon components that incorporate columns or heat stakes that can lock into holes in the stampings. Then, plastic and metal are joined by riveting ends of the plastic columns via ultrasonic or heat staking.
A year ago, BASF introduced metal-collar joining (read 'Collar Joining' Method Makes Plastic-Metal Hybrids), which involves punching 5-mm-diam. “collars” into metal stampings followed by cold pressing the metal part into molded, 30% glass-reinforced nylon 6 or 66 parts. Undercuts in the collars lock the metal to the plastic. Collars can be located anywhere desired.
Initial commercial uses are in the works for front ends and other automotive applications, reports Scott Schlicker, BASF’s manager for advanced development. He says they will appear within a year. A critical benefit of metal-collar joining versus overmolding, he says, is that separate injection molding of the nylon component permits forming closed sections with three-dimensional crossribbing that boosts torsional strength. BASF claims its method is more dimensionally stable and less vulnerable to “metal spring-back” and yields lower reject and scrap rates.
Beyond automotive
Bayer is leading efforts to extend hybrid use into appliance housings, portable computers, sporting goods, exercise equipment, water and oil tanks, and office furniture and shelving. Development programs already under way are expected to bear fruit in a few years. Bayer expects methods used in these markets to differ from automotive, where steel dominates and nylon plays a support role in hybrid systems. “Plastics-dominated hybrid” systems are going to emerge in these other markets, with metal inserts being used sparingly at critical stress points, Platte predicts. In shelving and water-tank suspension systems, metal could end up being used primarily in brackets. In bicycle frames and in-line skates, metal would likely be used in critical load-bearing members, with maximum use of plastics to reduce part count and weight and also to increase styling freedom.
















Related Content

‘Monomaterial’ Trend in Packaging and Beyond Will Only Thrive
In terms of sustainability measures, monomaterial structures are already making good headway and will evolve even further.
Read More
Medical Molder, Moldmaker Embraces Continuous Improvement
True to the adjective in its name, Dynamic Group has been characterized by constant change, activity and progress over its nearly five decades as a medical molder and moldmaker.
Read More
Solve Four Common Problems in PET Stretch-Blow Molding
Here’s a quick guide to fixing four nettlesome problems in processing PET bottles.
Read More
How to Optimize Injection Molding of PHA and PHA/PLA Blends
Here are processing guidelines aimed at both getting the PHA resin into the process without degrading it, and reducing residence time at melt temperatures.
Read MoreRead Next
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More