
K 2016 Injection Molding: Rapid Pace of Development
Servo drives dominate. Other trends include multitouch screens, adding materials data to process controls, and Industry 4.0 connectivity.


Arburg’s Allrounder 1120 is an entirely new hybrid toggle press with a new-generation Gestica controller. The glass touchscreen accepts multitouch gesture commands, and the angled bar at right allows fingertip control of machine movements— two new trends in controls.

The new Boy XXS tabletop machine has a 6.3-ton clamp and shot capacity of 9.3g.

New screw designs from Engel include the Mixing Barrier Screw (top) and double-flighted Universal Automotive Screw (bottom).
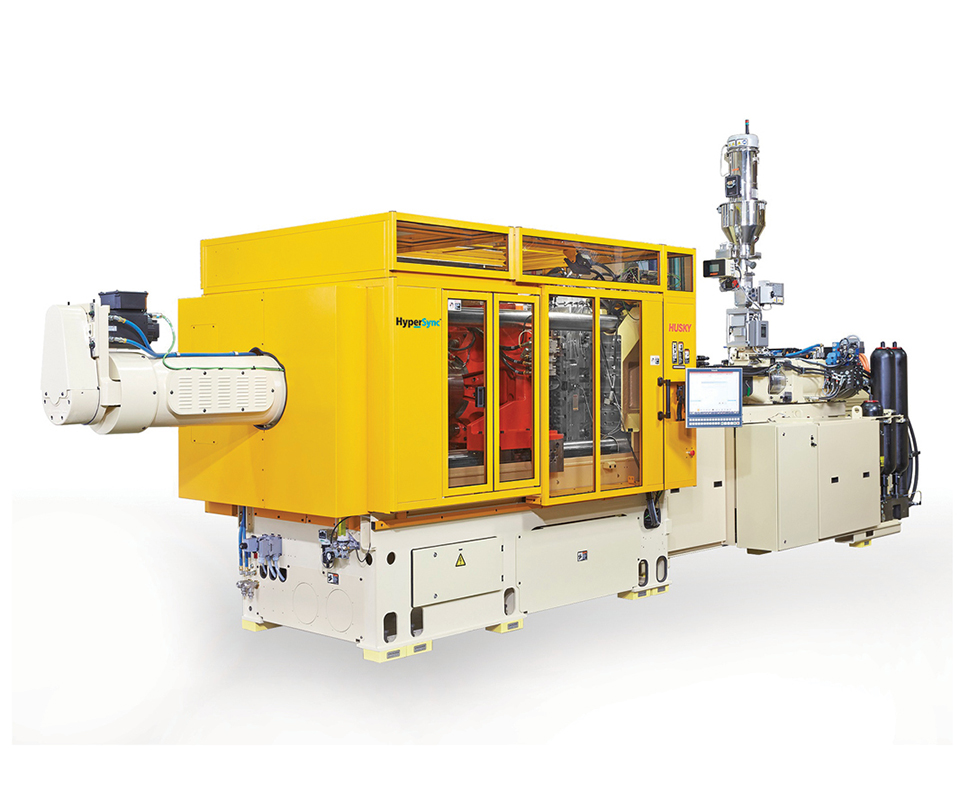
Husky’s new HyperSync is a fully integrated system for specialty closures. It incorporates the updated Hylectric 4.0 hybrid press.

KraussMaffei launched the PX all-electric series, designed for maximum modularity and maximum customizability with standard options—such as 44 different clamp and injection-unit combinations and three different injection-speed ranges.
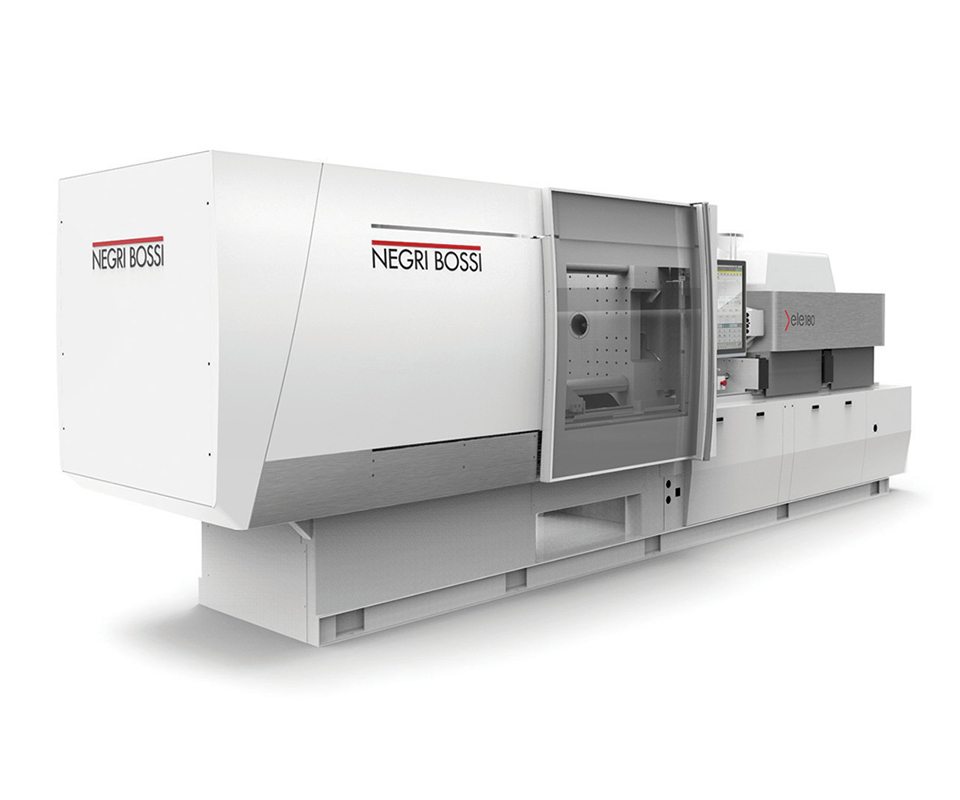
Negri Bossi’s new “ele” series is a high-performance electric machine with high-speed injection.

Sumitomo Demag's new IntElect2 represents a new generation of all-electric machines priced similar to comparable hydraulic machines. It includes a glass touchscreen like a smartphone or tablet.

An unusual molding demonstration used the closing force of Wittmann Battenfeld's all-electric EcoPower 110 to preform a thin steel disc into a cup shape and overmold it with nylon.



With machine sales continuing at a high level, K Show exhibitors pulled out the stops for “world premiere” introductions of new machines, controls, and imaginative applications of automation. Many of these innovations were previewed in our September pre-show report and in other news items over the past few months, but machine builders held back a large number of new products and upgrades for unveiling at the show itself. This post-show roundup focuses on those developments not previously revealed and on additional details about some of the new entries already reported.
The late-breaking news continues certain themes already evident in the pre-show news:
• Servo drives are an almost indispensable feature of new machine systems;
• Multicomponent molding gains ever-increasing attention;
• Controls are adopting gesture-based multitouch commands used on smartphones and tablets; • Stored libraries of materials data are adding sophistication to process controls;
• Connectivity for Industry 4.0 and the “smart factory” movement is a growing imperative.
Look for other K Show news in this month’s Starting Up and Keeping Up departments. Next month, we’ll cover K 2016 news in robots, hot runners, and tooling.
INDUSTRY 4.0 IS COMING
As noted in our September show preview, the push toward “smart factories” under the banner of “Industry 4.0” was a more visible theme than at any previous plas- tics show. One surprise announcement on that theme was the acquisition of Austrian MES software developer T.I.G. by Engel Austria (Engel Machinery, Inc., York, Pa.). The MES (manufacturing execution system) is seen as a hub for communications between machines, which is an essential feature of Industry 4.0. Engel had worked for some time with T.I.G. in developing Engel’s e-factory MES. Now, T.I.G. will be managed as an independent subsidiary within the Engel Group, and two MES solutions—Engel’s e-factory and T.I.G.’s authentig—will remain available and continue to evolve separately. Even so, a competing machine supplier, Wittmann Battenfeld, will discontinue its collaboration with T.I.G. and seek a different partner to develop an MES connection as part of its Industry 4.0 strategy.
Making machines more intelligent is another aspect of Industry 4.0. KraussMaffei (KraussMaffei Corp., Injection Molding Technology, Florence, Ky.) offered more details on its new APC plus Adaptive Process Control software. Unlike the earlier APC, the new “plus” version takes into account stored data on 20 basic materials with different filler types in a dropdown menu. For example, it uses melt-compressibility data to take corrective action in the holding-pressure phase. KM does its own materials testing and can test specific materials for customers.
In addition, an improved algorithm in APC plus is said to predict the closing behavior of the nonreturn valve with greater precision than ever, making it possible to determine the ideal switchover point with additional accuracy.
Interactive services is a third pillar of Industry 4.0. KraussMaffei presented a prototype of “KraussMaffei Analytics,” an effort to derive added value from the abundance of data that modern injection machines already can supply—using that data to optimize production. KM Analytics is an app for smartphones and tablets that can access individual machine data on rejects, cycle times, process stability, etc. It provides key data requested by the user at a glance.
NEW MACHINES, LARGE & SMALL
The big news at the show from Arburg GmbH & Co KG was the debut of a whole new machine design and controller. The Allrounder 1120 H is also a brand-new size for Arburg, its largest yet, with 650-metric-ton clamp, 1120 mm tiebar spacing (20% larger than any previous Allrounder), and 1050 mm stroke. Dry-cycle time is 2.4 sec. This hybrid press has an electric toggle clamp powered by twin servos, plus servohydraulic injection with a gas accumulator. Electric ejection is standard, with hydraulic optional. The sleek new design encloses all electric, hydraulic, pneumatic, lubrication, and temperature-control systems within the machine frame. Safety gates and injection unit run on linear guides. Integrated fold-out steps provide access to the mold area. Arburg had no word on plans for other machine sizes in this new design.
On the other hand, the new Gestica control system on the Allrounder 1120 H will be available on other Arburg machines. During a transition period, both the existing Selogica controller and new Gestica system will be offered for models other than the new 1120 H. Its pivoting and height-adjustable operator panel has a smooth glass front that resembles a tablet computer and accepts multitouch/gesture commands. The 15.6-in., full-HD screen has a new EASYslider element that allows fingertip dynamic control of machine movements during setup. Motions can be speeded up or slowed down with the swipe of a finger on the on-screen bar.
Other new machines from Arburg include the Allrounder Cube series of toggle presses (290 and 460 m.t.) designed specifically to carry rotating-cube stack molds from Foboha (Foboha USA Inc., Beverly, Mass.). They have opening strokes of 600 and 900 mm, respectively; max. mold heights of 1900 and 2400 mm; and mold- weight capacities of 11 and 17.6 tons. These toggle-clamp presses can be all-electric or hybrid with hydraulic injection. The second injector is mounted above the moving platen. The cube mold table has servo-electric rotation.
Also new is the Allrounder 2000 T machine with vertical, tiebarless clamp (200 m.t.) and vertical injection. Its servo-electric, two-position rotary table is larger (2000 mm diam.) and lower (850 mm) than before. Arburg also introduced remote maintenance, whereby its service experts can access a machine’s controller to analyze and optimize processing.
A surprise introduction from the German parent of Boy Machines (Boy Machines Inc., Exton, Pa.) was the world debut of a tabletop micromolder with 6.3-m.t. clamp and shot capacity up to 9.3 g. The all-electric Boy XXS incorporates Boy’s standard cantilevered, two-platen clamp (though with just two diagonally arranged tiebars) and Procan Alpha controller. The system permits offcenter gating, adjustable vertically by up to 25 mm. Integral sprue and parts pickers are mounted under the safety gate.
The Boy XXS is new competition for the well-known Babyplast tabletop hydraulic micromolder from Cronoplast of Spain (represented here by ALBA Enterprises, Rancho Cucamonga, Calif.). The 6.2-m.t. model now has increased tiebar spacing of 122 mm square. It ran a 16-cavity hot-runner mold. In addition, a new 10-m.t. model was on display, occupying the same footprint as the smaller model. It was shown in a two-shot configuration with the firm’s auxiliary injector and an electric rotary table. It molded PEEK parts in four cavities.
K 2016 saw the global introduction of the next generation of Engel’s duo two-platen machines (350 to 5500 m.t.) and victory tiebarless presses (28 to 500 m.t.). Energy efficiency has been improved by making servohydraulic ecodrive standard on both lines. But the major new features are totally revised hydraulic injection units, initially avail- able with screw diameters from 45 to 170 mm. These units are modular, so the nozzle tip can be removed easily without changing the whole nozzle. Special attention has been paid to temperature control of the feed throat to avoid clumping. A thermal barrier separates the cooled throat from the heated barrel zones. The thermal barrier also is said to improve energy efficiency.
The new injection units reportedly provide up to 12% higher plasticating capacity. They also allow for much faster barrel changes—in minutes rather than hours. There’s also improved process control with the new adaptation of Engel’s iQ weight control software for hydraulic injection units (it was originally only for electric injectors). A revised piston design also contributes to improved pressure control.
Fanuc of Japan (represented here by Milacron Plastics Technologies) has added larger horizontal models (26 to 30 mm screw diam.) of Roboshot SI electric auxiliary injection modules to the vertical series (14 to 18 mm) introduced at Fakuma 2015 (see Dec. ’15 Close Up). Fanuc also has integrated visualization of functions such as mold-cooling water flow, cavity pressure, dryers, and more into its new controls.
Husky Injection Molding Systems Ltd., Bolton, Ont., announced an upgrade to its Hylectric 4.0 machine platform. These hybrid machines have electric screw drive and servohydraulic hydromechanical clamp. The new version boasts improved connectivity, control, and energy management. It has a larger display screen and lighting in the mold area for operator convenience. With increasing focus on Industry 4.0, Hylectric machines are now Shotscope NX enabled with networking enhancements for improved plantwide data collection. Hylectric 4.0 machines are part of two new integrated systems for closure molding that Husky debuted at K. More details were revealed about the HyCAP 4 system for beverage closures (see September preview). It has a new Polaris control with 19-in. touchscreen (vs. 13 in. previously) and now can integrate an IMDvista inspection system with seven cameras, from IMD of Switzerland. The HyCAP 4 system at K molded 1.25-g 29/25 mineral-water closures in 72 cavities on a 2.4-sec cycle.
Husky also brought out another high- performance, fully integrated system, which was not publicized before the show. Called HyperSync, it’s aimed at specialty closures. More than ever before, the mold is tightly integrated with the machine. At the show it was molding flip-top shampoo closures in 16 cavities. It demonstrated Husky’s new eIMC servoelectric in-mold closing technology. Using Husky’s Altanium servo controller, it allows safe overlapping of mold functions, providing precise, speed-controlled closing of flip-top closures while still warm. Closing arms come in from both sides of the mold to close the caps; while the arms are moving back out of the mold area, ejection starts and the mold begins to close for the next cycle.
HyperSync reportedly ensures the fastest cap-closing speed at the precise degree of force required. Husky claims 20% higher productivity with savings of nearly 2 sec per cycle, depending
on the application. Like HyCAP 4, the mold has an RFID chip that stores setup parameters, which are recognized by the machine controller.
The J-ADS all-electric series introduced by JSW (JSW Plastics Machinery, Inc., Lake Zurich, Ill.; at NPE2015 (see June ’15 report) has been expanded at both ends of the size range with the addition of 30- and 180-ton units to the previous 220-450 ton range.
The major introduction from KraussMaffei is the all-electric PX series of toggle presses from 50 to 200 m.t. Servohydraulics are available for nozzle touch, ejectors, and extra-high-speed injection for thin-wall molding. Designed for “maximum modularity,” they are said to overcome what have until now been relatively limited options in electric machines and to be the first in the world to offer the degree of customization flexibility with standard options that is available for hydraulic presses. For example, PX models offer 44 different configurations of injection and clamp units, three different injection-speed ranges, and options for larger platens and greater ejector speed and force. This modularity also adds flexibility for retrofitting. To illustrate the varied potential of PX machines, KM exhibited five models at K: one for micromolding LSR, requiring very precise shot weight; one with a special screw for molding flame-retardant electrical/electronic parts; another for medical cleanroom operation, with covered drives and encapsulated lubrication; a version for technical packaging such as flip-top closures; and a 200-tonner for auto- motive and consumer parts.
Milacron showed off two coinjection cells, one making its new Klear Can (read more). It also highlighted its Mosaic+ controller, which debuted at NPE2015 but has continued to gain new features, such as the ability to display hot-runner temperature control on the same screen as the machine controls.
Negri Bossi (Negri Bossi North America, New Castle, Del.) made two major introductions at K. One was a completely new, high-performance electric machine, called “ele.” Among details not available before the show, the standard version has high injection speed of 300 in./sec, while the packaging version will achieve 1000 in./sec. The 180-m.t. unit at the show molded four round lids with IML in 2.94 sec. The initial launch includes sizes from 50 to 200 m.t. In the second quarter, the range will be extended to 450 m.t. and will include a variety of multicomponent configurations that can employ the company’s own servo rotary platen or cube- type table. In the second half, Negri Bossi plans to introduce a line of plug-in, servo-driven auxiliary injection units.
One developmental project is the “X platform,” that includes a new toggle design that’s said to provide exceptional rigidity in an unusually compact format competitive with two-platen designs. For example, the new 800-m.t. X clamp has the tiebar spacing and stroke of an 1100-ton unit with the footprint of a 650-tonner; and the new 700-m.t. clamp has the specs of an 800-m.t. unit in the size of a 650-tonner. The X clamp is designed for either hydraulic or electrical actuation. It will be accompanied by a new injection unit with higher standard injection speeds and pressures and a compact, modular servo power pack that incorporates regenerative energy-storage capability. The unit will accept either electric or hydraulic plastication.
A longer-range development is the Motus touchscreen controller with gesture commands (swipe, zoom, etc.) for both navigation and input. It also will have a “virtual object” for movement of various axes using hand gestures to control speed and direction.
In addition, Negri Bossi noted that last year saw the introduction of its ST platform from 70 to 500 tons for the company’s Eos, Canbio, and Janus ranges. This platform incorporates the Tactus full touch- screen controller and servohydraulics.
A second generation of its IntElect all-electric presses was presented by Sumitomo (SHI) Demag. It features the NC5 plus control with a glass touchscreen similar to a smartphone or tablet, integration of MES connectivity, and a price similar to comparable hydraulic models. The new IntElect will be available in two versions—standard models for cycle times greater than 10 sec, and a high-performance packaging version for cycles from 3 to 12 sec. The company also announced an upgrade of energy efficiency for its El-Exis SP hybrids.
Victor Taichung of Taiwan (represented here by Fortune International Inc., Injection Molding Div., Somerset, N.J.) demonstrated the first of a new high-speed series for thin-wall parts. The VM-280E (280 m.t.) has servo-valve hydraulics; a servo pump is optional.
Wittmann Battenfeld, Inc. (Torrington, Conn.) introduced several new machines, which were previewed in September and elsewhere. One of these was the EcoPower Xpress, intended to fill the need for a high-speed electric machine that can compete in thin-wall packaging. The initial 440-ton model boasts injection speed up to 600 mm/sec, and—more important, Wittmann says—acceleration of 1.5 G, which reportedly is 40% faster than accumulator-assisted hydraulic injection. This press, which costs about 20% more than a standard EcoPower model, was developed together with a large European molder of IML packaging, which bought the first machine that was on display at K.
In addition, Wittmann revealed that it has a patent on braking-energy recovery from servohydraulic machines. When SmartPower machines decelerate the clamp, for example, the pump acts as a generator, sending energy to the heaters or the controller.
Also new were the first multicomponent versions of two types of Wittmann Battenfeld presses. One was the MicroPower micro-molder. It has twin injectors for overmolding or for injecting two independent molds. There was also the first Combimould version of the SmartPower machine. Each injection unit has its own servohydraulic drive, which are integrated within the machine frame, so the Combimould version is just as compact as the standard SmartPower.
Both machines came with the company’s brand-new Unilog B8 controller—now standard on all its presses—which is well suited to multicomponent processing because its larger screen can display two pages simultaneously to keep both injectors in view.
Another new feature of the Unilog B8, not mentioned in previous reports (September K preview and August Close Up), is the QuickSetup program, which enables fast initial machine settings for a new mold. Utilizing stored materials data in the controller, the user enters a dozen pieces of data on the part and mold dimensions, and the B8 system calculates initial machine settings.
HIGH-EFFICIENCY MIXING SCREWS
Engel provided more details on the first fruits of its new investment in screw development. One is the Universal Automotive Screw G18 (UAS), a double-flighted screw with two serial mixing heads. It comes in 80 to 120 mm diam. with 25:1 L/D. It’s designed to process a wide range of automotive materials, from HDPE and PP to glass- filled PP and nylon and shear-sensitive PC/ABS and PC/PET blends.
Also new is the Mixing Barrier Screw G16S (MBS), available in 35 to 90 mm diam. and designed for high-speed packaging. It’s a mixing-type barrier screw for mixing color Masterbatch with PE and PP. Both new screws use a new method of laser welding metal carbides onto the screw flights. It’s said to create a lattice effect with very homogeneous distribution of the carbides that increases the hardness and durability of the hard facing.
















Related Content

Fakuma 2023: Wittmann Battenfeld Expands All-Electric Line, Direct-Current Capabilities
Wittmann Battenfeld will introduce the new EcoPower B8X injection molding machine line and show direct current as an energy source for a concept machine that will power its own robot.
Read More
Compact Hybrid Injection Molding Machine Launched
Sumitomo Heavy Industries Ltd. (SHI) has introduced the iM18E, promising the smallest footprint in 20-ton machines.
Read More
Arburg Marks Anniversary with New Generation of Machines
The Hehl family company, which grew into Arburg, marks its centennial this year with a new generation of energy and resource efficient hybrid injection molding machines.
Read More
50 Years of Headlines … Almost
I was lucky to get an early look at many of the past half-century’s exciting developments in plastics. Here’s a selection.
Read MoreRead Next

People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More