
EXTRUSION: Here’s Why You Shouldn’t Run Your Extruders Dry
At least not for longer than a few minutes. The thin film that’s captured between the screw flights and barrel wall supports the screw and acts as a lubricant. Without it, galling can occur.
.jpg;width=70;height=70;mode=crop;format=webp)
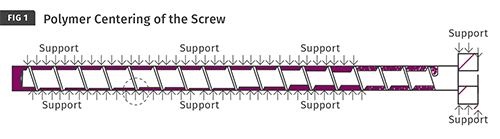
The screw is kept largely centered in the barrel by the support of the polymer surrounding it.
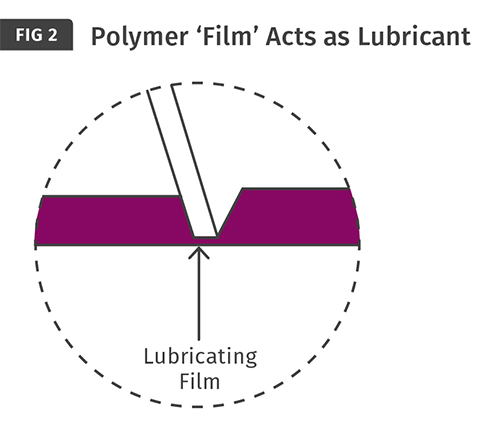
Because of the relatively high viscosity of most polymers, the film captured between the flight and the barrel wall provides a substantial support or normal force against the screw flight and acts as a lubricant.
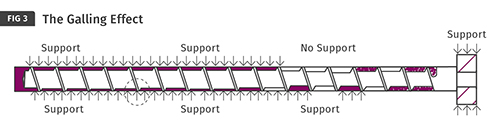
Unbalanced pressure will aggressively force the screw to the opposite side of the barrel. This usually happens in the compression section. The lack of supporting polymer opposite the force—and possible lack of a lubricating film (see areas labeled No Support above)—magnify the contact force, and galling can occur very quickly.


The radial clearance between the screw flights and barrel is typically set at 0.1% of the diameter for screws sized from 2 to 10 in. This gap allows for very good barrel wiping action while providing some tolerance in the screw/barrel manufacturing process. Additionally, this clearance allows for a thin melt film to form between the screw flight and the barrel wall, functioning as a lubricant.
The screw is kept centered in the barrel by the support of the polymer surrounding it, as shown in Fig. 1. But even with this “hydraulic” centering, due to various pressure fluctuations, the screw still tends to wobble and as a result comes into contact with the barrel surface intermittently over much of its length.


The lubricating film between the screw flight and barrel provides support in that case, preventing full metal-to-metal contact.
That’s why it’s very risky to run an extruder dry for more than a few minutes.
In the solids-feed area, where there is little melt, the screw is centered by the gear reducer far enough downstream to prevent contact in that area. Yet such centering may be inadequate when crammers or stuffers are used, or when grooved-feed sections, which can develop very high side loads, are deployed. The centering effect of the reducer also does not provide support over the entirety of screw length, putting the flights in direct contact with the barrel.
LUBRICATING EFFECT LOST
If the screw is run more or less empty, the melt film can be quickly scraped off, losing the lubricating effect. Consequently, abrasive wear will quickly develop between the two unlubricated, sliding metal surfaces. Ultimately this leads to adhesive wear, where the two sliding metal surfaces actually fuse or gall. During galling the two surfaces actually pull metal from one another, leading to very rapid or catastrophic wear. Numerous metal alloys have been developed to minimize the effect of galling, but none totally eliminate it.
Because of the relatively high viscosity of most polymers, the polymer film captured between the flight and the barrel wall provides a substantial support or normal force against the screw flight, minimizing the contact between it and the barrel, as shown in Fig. 2.
Additionally, the polymer film is being constantly renewed as the screw rotates, and it absorbs some of the heat from any sliding friction to further reduce the onset of any adhesive wear. In the absence of the film, there is nothing to prevent metal-to-metal contact and frictional heating, causing rapid wear.
Consequently, screws should never be run for an extended time (more than a few minutes) without polymer. Sometimes the screw is run empty accidentally, such as when the feed is interrupted by bridging, loss of material, or purging.
However, in most cases, the extruder is run “dry” because of inattention or lack of understanding of the machine. Many operators would never expect a machine bearing to run very long without lubrication, yet they will routinely run the screw dry.
A less obvious but much more destructive effect is when the screw is run intermittently filled. This can happen when the screw fill is very inconsistent because of uneven feeding. This often occurs in recycling operations, where some polymer— a tight bundle of film scrap, a large piece of purging, or an uneven feed from a stuffer or crammer—can pass through the screw more or less as a lump. In this case, the screw is largely empty in one area, and the centering effect of the polymer is removed. In some instances this may even result in the lubricating film being scraped off.
UNBALANCED PRESSURE
As a result, a significant mass of unmelted polymer will pass around the flight helix with no supporting polymer on the opposite side. This presents an unbalanced pressure that aggressively forces the screw to the opposite side of the barrel.
This will happen most typically in the compression section, where the channel will be filled primarily with solid polymer. Once melting is complete, the polymer will tend to flow to the low-pressure areas, reducing the magnitude of any unbalanced force. The lack of supporting polymer opposite the force and possible lack of a lubricating film magnify the contact force, and galling can occur very quickly. This situation is shown in Fig. 3.
Although the melt film between the screw flight and the barrel wall acts like a bearing lubricant, it cannot be considered the same for several reasons, the most important of which is that the polymer shows non-Newtonian behavior.
But it’s the high viscosity and viscoelasticity typical of non-Newtonian polymers that provides a very strong normal force under shear stress. And this supports the flight and separates the metal surfaces, acting like a bearing fluid and preventing rapid wear due to galling.
It’s important to remember that a screw and barrel have the same sliding metal characteristics found in a shaft rotating in a bearing surface, and they require lubrication to reduce wear. Running an extruder dry eliminates the support and lubrication, whether it is run continuously in a dry mode or in the intermittent dry condition.












Related Content
Why Compression Ratio is Important
Compression ratios have been pretty much standardized over the years, based on what has typically worked before. But there are quite a few variables that must be considered in order to get the optimum performance from your screw.
Read More
Fully Automated Extrusion Process Enables Use of Composites for Manufacturing Pressure Tanks
Amtrol was looking for a more cost-effective means to produce thin-wall liners for a new line of pressure tanks. With the help of a team of suppliers, they built one of the world’s most sophisticated extrusion lines.
Read More
The Importance of Viscosity in Melting
The calculations required to determine the right melt temperature for each polymer are complicated. Knowing the power-law coefficient and the consistency index of the polymer you run might prove useful.
Read More
How Much L/D Do You Really Need?
Just like selecting the extruder size and drive combination, the L/D should be carefully evaluated.
Read MoreRead Next
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More
Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More