
New Machines & Processes for Medical, Auto, Packaging, Electronics
Engel’s technical symposium in June attracted 2700 visitors from 35 countries to two days of technical presentations and 18 injection molding exhibits at the company’s plant in St.

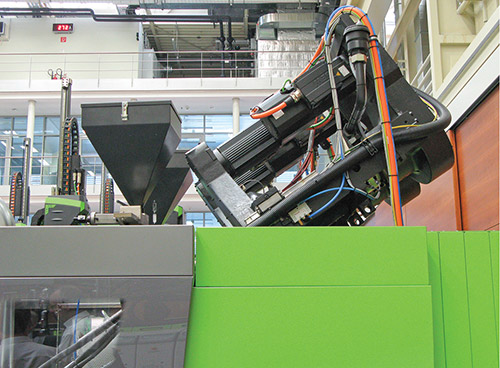
One element of Engel’s new thrust into lightweight composites is this prototype of a nylon 6 reaction molding machine. Based on an electric tiebarless e-victory press, it has two angled screws for melting and feeding caprolactam flake A and B sides to an impingement mixing chamber. Low-viscosity caprolactam easily impregnates preformed glass fabric (below).

Room-temperature UV curing of LSR offers the potential for overmolding silicone onto lower-temperature thermoplastics, like this PP/LSR wine stopper. The LSR comes from Momentive.

Engel teamed up with moldmaker Zahoransky to equip an automated cell for insert molding COC syringes with needles, avoiding post-mold assembly with glue. COC barrier material can substitute for glass in prefilled syringes.

Flomo intelligent water manifold (shown here in new stand-alone version) uses vortex sensors with no moving parts to monitor flow rate, pressure, and temperature. It helps ensure adequate cooling in complex molds.
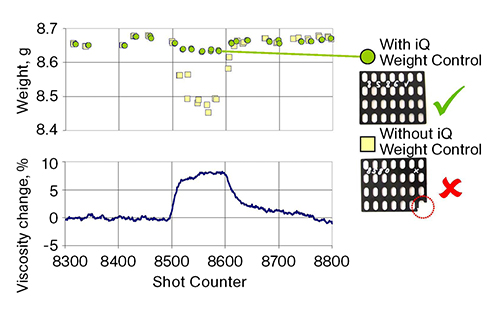
Developmental iQ weight control option for electric machines adjusts injection speed and switchover point in real time—within the same shot—to prevent over- or underfilling. Experiment shows how suddenly changing nylon resin viscosity by reducing the moisture content (where the lower graph rises in a hump) and then returning the moisture content and viscosity to their previous levels causes minimal change in part weight with iQ control—but a short shot without it.



Engel’s technical symposium in June attracted 2700 visitors from 35 countries to two days of technical presentations and 18 injection molding exhibits at the company’s plant in St. Valentin, Austria. On display were the company’s newest machines and process technologies for key markets —automotive, packaging, medical, and electronics/technical molding. Engel (U.S. office in York, Pa.) showcased four new and redesigned presses as well as new technologies for thermoplastic composites, UV-cured LSR, and coinjected barrier packaging—plus new controls, components, and auxiliaries. What’s more, the technical papers gave a peek ahead at even more new developments to come.



NEW ELECTRIC & HYBRID MACHINES
Much of the news from June will no doubt be presented also at next month’s Fakuma show in Friedrichshafen, Germany. For example, Engel brought out its next generation of lower-cost, general-purpose all-electric machines, the e-mac series in 50, 75, and 100 metric tons. This is the successor to the current e-max series of economical electric models but with a wider range of capabilities. The e-mac line costs about the same as an accumulator-equipped hydraulic machine and 18% to 20% less than Engel’s e-motion high-end electric presses. But it makes no compromise in molding precision, Engel says, and is more compact. It incorporates the CC 200 control with full robot integration.
Engel also exhibited two new two-platen hybrids that utilize energy-saving, servo-driven hydraulic pumps, which Engel calls ecodrive. One new series is the e-duo large two-platen machine in five sizes from 500 to 700 m.t. They are all-electric, except for the ecodrive-powered clamping cylinders. They are capable of 200 mm/sec injection, twice as high as standard hydraulic versions and matching some accumulator-assisted presses, Engel says.
Also new are v-duo vertical models, hydraulic powered with ecodrive. They are initially available in five sizes—400, 700, 1100, 1700, and 2300 m.t. Engel is offering such large sizes in anticipation that they will assist its thrust into lightweight, continuous-fiber composites. Easy mold access will facilitate loading of reinforcing fabrics and organic (preimpregnated) sheets and tapes. They also offer low height and weight.
In addition, Engel’s largest hydraulic tiebarless unit, the victory 500, has undergone a redesign. It has shed some weight and boasts a faster dry cycle and larger platens, which are supported on linear rails outside the machine frame. A brand-new feature is the two-part safety gate that can be opened fully or halfway, saving effort when full opening is not necessary. Also new is space next to the safety gate for parking a laptop computer or clamping data sheets.
IN-SITU POLYMERIZATION FOR COMPOSITES
At the K 2010 show in Dusseldorf, Engel unveiled one stage in its new program to develop ways to use injection molding machines to produce lightweight, high-strength composites. The first stage was to preheat, preform, and overmold organic sheets of continuous glass fabric impregnated with nylon. Now, Engel is introducing a second avenue of R&D on composites, this one involving in-mold impregnation of continuous reinforcements with low-viscosity reactive resins.
In June, Engel demonstrated a prototype system for in-situ polymerization of caprolactam into nylon 6. It was based on an e-victory combi tiebarless press (120 m.t.) with two angled barrels and a high-pressure impingement mixing chamber adapted from PUR technology.
The system also incorporated new technology for feeding caprolactam flakes. One machine barrel fed caprolacatam plus catalyst, and the other fed caprolactam plus chemical activator. The system produced an insert for a brake pedal. A human operator assisted by a robot preformed two layers of woven glass, which were heat bonded with a spray-on adhesive. A six-axis robot placed the fiber preform in the mold, where it was impregnated by molten caprolactam, which cured into nylon 6. The Engel easix robot was a Staubli six-axis model fully integrated with Engel’s press controls.
Engel sources say this system has an advantage over nylon RIM systems based on PUR technology in that it maintains a much lower inventory of molten material—just enough for the next shot or so. Engel also envisions possible adaptation of this prototype for high-pressure resin transfer molding (HP-RTM) with thermoset epoxy.
A signal of Engel’s commitment to composites was the establishment of its Technology Centre for Lightweight Composites at St. Valentin last December. Engel worked with the Fraunhofer Institute for Chemical Technology (ICT) in Pfinztal, Germany, on the nylon 6 reactive molding system. It also placed the first model of the new v-duo vertical press, a 2300-tonner, at the University of Bayreuth, Germany, for use in composites research. And Engel is collaborating with German automotive molder Rehau on Rehau’s Ultralitec project to develop a composite battery housing for electric cars. The program involves laying up multiple layers of unidirectional thermoplastic tapes, which are fused together and then press molded and simultaneously overmolded with ribs and attachment points.
UV CURING OF LSR
A second new process technology demonstrated in June was in-mold UV curing of liquid silicone rubber (LSR), using new materials developed by Momentive Performance Materials, Albany, N.Y. The two-component LSR system cures at room temperature when exposed to UV light (see April Close Up article). Engel used clear acrylic cavity inserts to allow in-situ curing. Engel says crosslink density of UV-cured LSR at 25 C is the same as conventional curing at 150 C—and in thin sections, at least, the cure times are similar. One benefit of this approach is that it now allows overmolding of LSR onto thermoplastics with relatively low melting points. This was demonstrated by Engel in molding PP/LSR wine stoppers (see photo).
COINJECTED BARRIER PACKAGING
A third new process for Engel is coinjection or “sandwich” molding of three-layer, thin-wall PP/EVOH/PP barrier packaging. This makes Engel a new competitor for the established leader in this area, Kortec Inc., Rowley, Mass., and recent entrant Mold-Masters Ltd., Georgetown, Ont. Engel demonstrated two-cavity molding with a tool from Otto Hofstetter AG in Switzerland and offline verification of barrier-layer presence using optical inspection equipment from Intravis GmbH, Aachen, Germany. (See our July review of NPE2012 tooling news for the latest in coinjection from other suppliers.)
NEW CHALLENGES IN ELECTRONICS & MEDICAL
At the June open house, Engel impressed visitors with other challenging application demonstrations. Among them, a new e-duo 500 produced a polycarbonate laptop cover using injection-compression molding with in-mold decorating (IMD). The result was what Engel described as a “previously unachievable” wall thickness below 1 mm. The labels and parts were handled by an Engel easix robot. The entire system operated in a portable clean room and used improved label-cleaning technology with a double brush system from Wandres micro-cleaning GmbH in Germany (U.S. Office in Ann Arbor, Mich.). The brushes were moved closer to the mold to minimize rejects from dust on the labels.
Extreme thin-wall molding with high surface quality using Variotherm hot/cold molding was demonstrated in molding an Amazon Kindle eReader case of PC/ABS on an e-motion 200 T. Mold heating was accomplished with inductive heating from RocTool of France (U.S. office in Atlanta). Despite walls as thin a 0.4 mm, the part was free of sinks and flow lines. Cycle time for a single cavity was 29 sec.
A delicate job of medical insert molding was performed on an e-motion 100 T, using a mold and automation system developed by Zahoransky Group of Germany (U.S. office in Sugar Grove, Ill.). The application was production of syringe barrels with needles molded in, instead of post-mold assembled with glue. Zahoransky says well over 95% of syringes are assembled with glue—mostly overseas and using manual labor. In this case the disposable syringes were molded in cyclic olefin copolymer (COC), whose barrier properties could substitute for the usual glass in prefilled syringes.
Designed for a clean room, the Zahoransky needle feeding system (NFS) singulates needles in batches of 16 using a slide plate at the feeder magazine. A two-axis linear servo robot then transfers the needles to the pickup plate, which places them on the ejector side of the four-cavity demonstration mold. At the same time, an Engel/Staubli easix articulated robot removes finished parts from the nozzle side of the mold. Cycle time is 18 sec.Laser inspection units check both the needle infeed and finished parts removal for missing inserts or parts. The finished needles can be siliconized on an integrated downstream station and then packaged automatically to avoid any human contact.
NEW CONTROLS, FEATURES & COMPONENTS
Engel demonstrated a new solution for injection process control that it will introduced at Fakuma as an option for the CC 200 controller. Called iQ weight control, it analyzes the injection-pressure profile vs. screw position and compares the measured values to a reference “good shot” profile every few milliseconds. The result is real-time correction of injection speed and switchover point within the same cycle. It works with switchover based on either stroke or injection pressure for Engel’s electric and hybrid machines (emotion, e-mac, and e-victory). It requires no cavity-pressure sensors, though it can use signals from in-cavity sensors if available, or else just the pressure sensor on the electric injection unit.
The easy-to-use system requires no configuration and works automatically to establish a reference injection-pressure curve in about 20 shots (assuming a stable process has been achieved). Then it calculates deviations of injection volume and viscosity separately. Users can set limits for each, and trend charts are automatically generated. Engel says the system can prevent flash and short shots by correcting in real time for problems with check valves or changes in material viscosity caused by moisture or lot-to-lot variations.
Engel says trials on a variety of parts such as a cellphone covers and keypads show reductions in part-weight variation from 36% to 82%. On a 16-cavity medical part, standard deviation of peak injection pressure narrowed by 54%. And at the June Symposium, an electrical connector of PBT/ASA with 30% glass in two cavities showed a 67% reduction in weight variation—especially remarkable, Engel says, because the part used Trexel’s MuCell microcellular foam process to reduce density by 10-15%.
Engel approached better process control from other angles, as well. One key to improved shot-weight control is a reliable check valve on the screw. Engel is offering a new valve for use with electric injection units (25 to 70 mm diam.), which achieves positive closing by turning the screw briefly in the opposite direction. It’s said to be well suited to low injection speeds and special cases like short shots for injection-compression (“coining”) or optical parts molded without hold pressure. In tests with a 25MI PP, the new valve cut the standard deviation of shot weight by as much as half.
Another new development addresses control of mold cooling, which Engel says has been neglected. Engel’s Flomo “intelligent water manifold,” first introduced at the K 2010 show, is aimed at molds with complex cooling circuits. It uses a vortex sensor with no moving parts to measure both flow rate and coolant temperature so users can verify the appropriate amount of cooling in all circuits. The compact, manually adjusted unit can be mounted on a machine platen, and there’s a new standalone version (pictured) to be shown at Fakuma. The newest model thermally separates the supply and return manifold circuits for improved monitoring. It can be retrofitted to Engel presses brands and can be integrated with Engel’s machine controls.
FUTURE TECH
Engel also provided hints of some things in the works for commercialization in the relatively near term:
•Simpler controls—Engel is working on use of gesture-based touchpads, similar to smart phones and tablet computers. The company also aims to reduce the complexity of control interfaces—without limiting capabilities—by programming intelligent functions to work in the background.
•More energy savings—Regenerative braking energy can now be recovered on all-electric machines with multi-axis drives. Coming next is the additional ability to recover energy for a single machine axis, such as the clamp toggles.
About a year off is another advance that Engel calls an “intelligent heating controller.” It seeks to reduce peak load demand by prioritizing energy use in the machine so that it does not exceed a preset limit for total kW consumption. For example, after barrel heat-up, oil heating gets priority; and during production the servo drives get priority. A further step would be apply this principle of central energy management to all machines in a plant so as to limit the overall plant’s peak demand.
•More dynamic servo drives—Achieving higher injection speeds depends on faster acceleration and deceleration within the limits of the injection stroke. Using the higher dynamic capability of direct (vs. belt) drives, Engel plans to offer in the future injection units capable of achieving 500 mm/sec peak speed within a total shot stroke of 20 mm, as compared with 380 mm/sec max. speed for such a stroke today, or 460 mm/sec within a stroke of 34 mm. This will enable filling of thinner walls than are now possible, Engel says.
•Vibration control of robots—Current mass-sensing software reportedly can reduce swinging of the robot arm by 60%, using tiny opposing movements to cancel vibrations. While this works today for just the vertical axis, Engel is developing vibration cancellation for three or more axes and also to counter vibrations from external sources, like the injection press itself.
















Related Content

In-Mold Labeling Adjustment Head
Beck Automation says the new adjustment head targets production of small medical consumables packaging.
Read More
Kurz Opens New Plant in Vietnam
The maker of decorative thin films invested 37 million euros in the new 60,000-m2 plant in Quy Nhơn, which joins regional production facilities in China and Malaysia.
Read More
New In-Mold Labeling System Launches at K 2022
Muller Technology’s IML production cell will produce a round container in an 8-cavity mold with vison inspection and downstream automation.
Read More
Slimmer All-Electric Press Debuts
A slimmed-down version of Engel’s all-electric, e-mac injection molding machine is among eight displays, which also include LSR micromolding, quick mold changes and a cube mold.
Read MoreRead Next

TOOLING AT NPE: Hot Runners & Coinjection Grab Spotlight
Tooling innovations at NPE focused primarily on multi-cavity closure and medical applications, though there was also a substantial emphasis on large automotive and appliance parts.
Read More
UV Cure Solves LSR Processing Challenges
Extended cure times for thick parts and temperature sensitivity of pharmaceutical additives are two challenges for silicone molding and extrusion that can be overcome with new low-temperature UV curing technology.
Read More
How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More