
Tooling at NPE: Valve Gates & Multi-Tips Top the News
There’s no letup in development of sophisticated hot-runner nozzles and controls. Here’s news in these and other tooling products at the show.

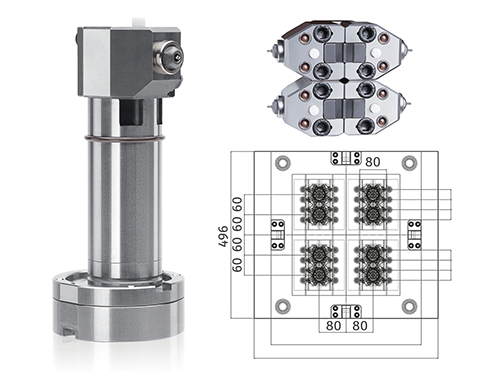
Männer’s new Edgeline valve-gate nozzles are for side injection of long, narrow, tubular parts like syringe barrels. Available with one, two, and four drops per nozzle, they allow for compact, high-cavitation layouts.
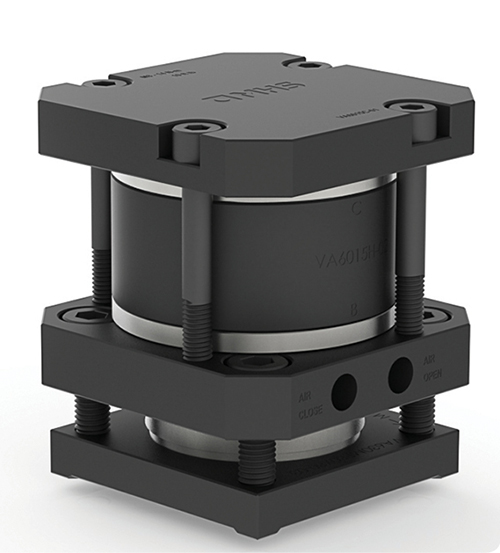
MHS Hot Runner Solutions debuted a larger size of its Rheo-Pro Black Box pneumatic valve-gate actuator, which can process materials such as PEEK, LCP, PSU, PEI, and PPS at up to 450 C (842 F) in the hot runner and 200 C (392 F) in the mold without water cooling.
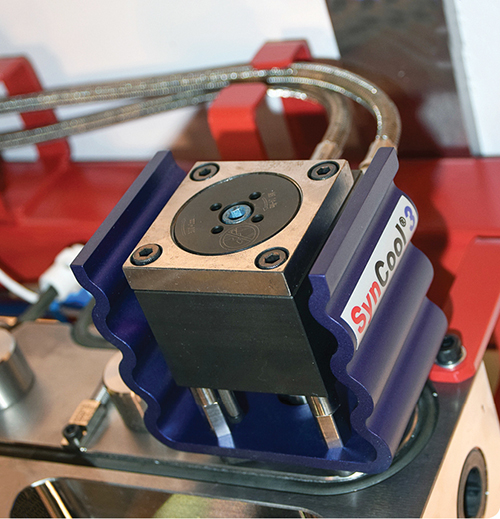
Another passive cooling system for valve-gate actuators is the new SynCool3 from Synventive. The wavy aluminum conductor contacts the top plate or platen. No water cooling needed.
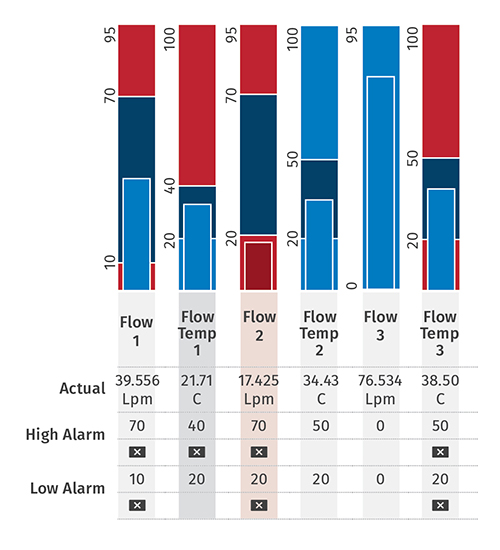
Water flow and temperature monitoring is a new option for the Gammaflux G24 temperature controller. It’s a recommended safety feature to make sure that water and valve-gate seals are protected with adequate cooling.
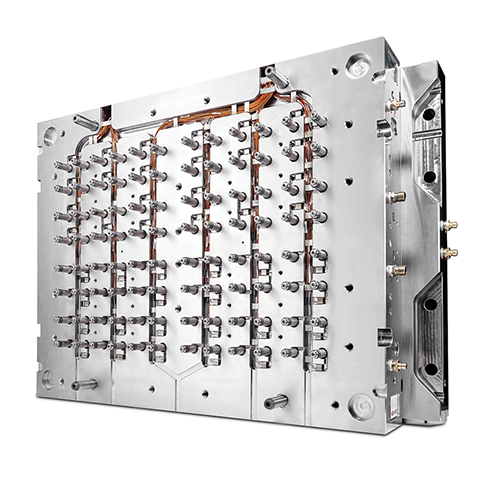
Mold-Masters’ new Summit Series premium hot-runner system is stainless steel with cast-in heaters embedded in copper. With valve or thermal gating, it’s aimed particularly at medical applications and boasts unusual thermal uniformity for trouble-free processing of sensitive resins.

Husky’s new Ultra Helix servo-actuated valve-gate nozzle reportedly offers the least gate vestige, the longest operating life, and easier mold integration than ever before

New line of toolroom products from ToolingDocs includes standardized mold-repair benches with optional utilities and mold-storage space, as well as magnetic mold-status tags and a light bar.



From hot runners to self-cleaning PET preform molds to 3D-printed plastic cavity inserts, there was plenty of cutting-edge tooling technology on display at NPE2015 in Orlando, Fla., in March. In hot runners, key themes were data storage in the “cloud,” individual adjustability of valve-gate opening and closing, and multi-tip nozzles for molding long, thin, tubular products such as medical pipettes and syringes. Valve-gate actuators without water cooling also made debuts. Here is additional news on these topics, supplementing what has been published in previous issues.
HOT-RUNNER NEWS
Alba Enterprises introduced to the U.S. triple-tip nozzles from Thermoplay of Italy that provide radially balanced filling of long, tubular parts such as syringe barrels .


As reported in our March preview, Athena Controls showed off a new version of its Bedros controller with eight to 64 zones and “Cloud”-enabled software. Also reported in March was new Cloud-based software for Ion and Pulse controllers from Fast Heat . Wireless remote access to controllers and ability to predict failures before they happen are key features. Also new are CableXChecker and MoldXChecker, special diagnostic devices that quickly identify bad cables and thermocouple or heater short circuits, respectively, before the mold goes into the press.
An unusual “variable-pitch” manifold (HPS III-FleX) with hinged arms, aimed at two-cavity prototype and short-run production, was brought to the U.S. by Ewikon Molding Technologies. Also shown was the MWB 100 mini fluidized-bed cleaning oven for nozzle tips (details on both in January Fakuma Close Up).
Gammaflux brought out two new options that can be added to its G24 temperature controller. The Water Flow Monitor uses dual-output flow and temperature sensors to ensure proper water flow throughout the mold. Adequate mold cooling is essential to protect water and valve-gate seals from overheating and potential leakage. And consistent cooling is equally critical to consistent part quality. The monitor supports 16 analog channels (eight dual-output sensors) and includes data-logging capability. An optional second module would double the number of channels monitored.
The second new G24 option is a machine-mount bracket to move the controller off the floor, saving floorspace, and especially useful in cleanrooms.
Heitec of Germany, represented in North America by Technoject Machinery Corp., showcased a new two-drop valve-gate system with linear electricVisio-NV-Drive, which can delay valve-opening time by adjustable increments of 0.01 sec and can set valve-pin end position in increments of 0.01 mm.
HRSflow of Italy announced that its Flexflow servo-electric valve-gate system has been integrated into Autodesk Moldflow simulation software. Moldflow now can simulate the gradual opening and closing of nozzles, which are individually programmable for speed, force, and position. Flexflow is aimed at large, thin-wall automotive parts.
Tests with a seven-drop rear spoiler tool outfitted with additional pressure sensors verified the Moldflow prediction that gradual valve opening and closing produced lower and more homogeneous packing pressure than in conventional “cascade” hot-runner molding. The part was 4-mm-thick TPV with 20% talc. Benefits included better surface appearance, lower stress and warpage, and up to 20% lower clamp-force requirement. To demonstrate the value of Flexflow, HRSflow has installed spoiler tools for demonstrations at its sites in Italy, China, and Grand Rapids, Mich.
The main new hot-runner product of Husky Injection Molding Systems was the Ultra Helix nozzle. This servo-actuated valve gate reportedly permits direct gating parts with a gate vestige so slight as to be “often unmeasurable,” according to the company, which also claims that “this level of gate quality lasts for millions of cycles—longer than any other valve gate currently available.” Husky says tests show the median gate vestige is 0.0 mm in 65% of parts and the maximum vestige is less than on 85% of parts molded with other valve gates, including earlier Husky models. Nozzles should need no replacement parts for more than 5 million cycles, Husky asserts.
What’s more, Husky says Ultra Helix simplifies cold-half machining requirements to integrate the hot runner. That’s because “all the complexity is inside the nozzle,” according to Dave Morton, Husky v.p. Americas for hot runners and controllers. He also notes that new manufacturing technology guarantees stem-to-gate orifice concentricity, virtually eliminating mechanical wear on these components. Ultra Helix also boasts a highly consistent thermal profile, so molders don’t have to worry about altering the balance between cavities after changing a repleaceable heater.
Other news in nozzles from Husky includes adaptation of the Ultra Side Gate, introduced at NPE 2012, for stack molds. The angled tip helps more customers move away from cold runners, Husky says.
Also, Husky’s new Unify pre-assembled manifold system signals the company’s re-entry into automotive technical parts—i.e., precision molding of engineering resins.
In controls, Husky presented the latest enhancements to its Altanium Matrix2, a high-end system for high-cavitation molds (up to 254 zones). Measurement and control accuracy are said to be even better than before, while new H-Series circuit cards provide more features in a smaller footprint. Added safety features enhance diagnostics and fault mitigation.
However, Husky’s big news in controls was the Altanium servo control, which Husky calls “the first integrated temperature and servo controller.” It controls all servo axes in the mold—not just valve gates, but also collapsible cores, slides, unscrewing, stack rotation, and coining motions.
Incoe announced the brand-new GSC mini valve-gate sequence controller. It’s a simple, low-cost device offering pneumatic, timer-based control of up to eight zones. Incoe also showed its compact HEM hydraulic cylinder for valve gates and a demonstration of the value of its SoftGate valve-gate speed controller. An Audi grille suffered from blistering of the chrome plating, caused by tiny air bubbles trapped under the surface of the ABS part. The problem was solved by controlled opening of the gates with SoftGate control.
Edgeline is a new generation of valve-gate nozzles for side injection from Männer of Germany. It’s aimed at long, narrow, tubular parts like syringe barrels. The valve pins move at right angles to the mold parting line. It’s available with one, two, and four drops per nozzle, allowing for compact, high-cavitation layouts (see photo). Multi-drop nozzles have a single pneumatically actuated pin to open and close all gates simultaneously, though temperatures are individually controlled. Edgeline is said to perform well with resins such as COP, COC, PMMA, PC, and TPE.
Also new from Männer is its smallest Slimline nozzle yet for engineering resins, with 8 mm diam. and 16 mm pitch. (This size was already available for polyolefins.) Improved temperature profile allows these small nozzles to be up to 164 mm long.
A third new development from Männer is the MCN-P valve-gate nozzle for thin-wall packaging molded at high injection pressures and speeds. In lengths of 79 to 404 mm (vs. a max. of 304 mm previously), it has a screw-on tip and boasts an improved temperature profile, a highly wear-resistant design, and an additional guiding ring for the pin under the nozzle tip for superior gate quality.
MHS Hot Runner Solutions debuted a larger size of its Rheo-Pro Black Box pneumatic valve-gate actuator, which can process materials such as PEEK, LCP, PSU, PEI, and PPS at up to 450 C (842 F) in the hot runner and 200 C (392 F) in the mold without need of cooling. The initial smaller version was introduced at K 2013.
As reported in March, MHT Mold & Hotrunner Technology showed off cavitation upgrade sets for Husky HyPET preform molds and new pre-engineered manifold systems for quick delivery and modest cost.
At the top of the list of new items from Milacron LLC is the Mold-Masters Summit Series premium hot-runner system. Nozzles and manifold have cast-in heaters surrounded by copper for good heat transfer, sandwiched between a stainless-steel core and sheath for chemical resistance. Aimed particularly at medical and personal-care applications, it boasts less than ± 5% thermal variation, important for running sensitive resins such as PC, COP, COC, PBT, and acetal. At the show, the Summit Series also ran Eastman’s Tritan copolyester in a 32-cavity mold for medical luers.
The Summit Series can be supplied in valve-gate versions with servo-controlled pin actuators using compact stepper motors that allow for individual speed, time, and position control. Synchro Plate actuation of all pins (pneumatic, hydraulic, or servo) is also available. Summit Series valve gates come with a new extended ceramic valve disk for thermal insulation plus improved guidance and leakage resistance. Thermal-gate versions come with the ceramic EcoDisk for thermal insulation.
The series comes in three sizes—femto, pico, and centi. Manifolds use iFlow technology—curved flow channels rather than straight gun-drilled passages. Full hot halves come with a special coating on valve-pin front ends for corrosion resistance and durability.
Other hot-runner news from Milacron includes a newly optimized dual-gate solution for the Mold-Masters Melt Cube. It feeds long, hollow parts like pipettes and syringe barrels from two sides. Previously, each Melt Cube contained one nozzle for each part, but now it contains two nozzles facing in opposite directions. Lower capital investment is said to result.
Osco Inc. showed its new mini valve-gate sequencer for up to eight zones. It’s pneumatic and time-based. Also new in the past year is the Quick Set mini hot half, a drop-in manifold with standard, off-the-shelf components. Osco also showed a hybrid application of its MGN Multiple Gate Nozzle. It combines two Osco systems: Its MGN multiple-gate nozzle body is used for the manifold, and the CVT-20 Series externally heated nozzles serve as the drops, instead of using nozzles embedded in the MGN manifold. This provides design flexibility and longer nozzle lengths for applications with close-pitch requirements.
Plastic Engineering & Technical Services brought out the EvenFlow variable-speed programmer for valve gates (see April Keeping Up for details). And Polyshot Corp. showed its new single-nozzle valve gates .
Synventive Molding Solutions introduced nuGate and hGate controls (pneumatic and hydraulic, respectively) for full control of valve-gate pin speed, acceleration, and stroke in both opening and closing. These complement its eGate electric version. Also reported in March was a new line of modular Plug’n Play actuators for valve gates that are pre-plumbed, prewired, and pretested. A third new product is SynCool 3 passive cooling for Synventive’s new hydraulic and pneumatic valve-gate actuators.
Unlike SynCool 1 and 2, it uses no water-cooling plate and thereby both improves manifold temperature control and eliminates seal failures caused by clogged cooling circuits. This patent-pending system uses an aluminum heat conductor with a wavy geometry that contacts the top plate or platen. In addition, a titanium standoff inhibits thermal transfer to the cylinder (see photo). It’s aimed at polyolefin applications up to 250 C (482 F).
Hasco America showed its newly improved Z3281 version of its Multimodule for mounting multiple nozzles in a round manifold block. It now accepts screw-in TechniShot series 20 nozzles for leak-free operation. Each nozzle’s temperature is individually controlled. Nozzle lengths run 50 to 125 mm, and pitch diameter is from 17 to 42 mm.
Yudo of Korea recently began using fusion bonding to manufacture complete hot halves. This approach combines two separate plates and allows for polishing the flow channels in both plates so there are no dead spots, which facilitates quicker color changes. Similarly, Yudo has begun using brazing to produce core and cavity inserts by bonding two pieces. This enables cooling channels to be introduced in places that would not be possible with conventional gun-drilled channels.
MOLDS & COMPONENTS
Interesting news for PET preform molders was Husky’s self-cleaning mold. As reported in our May show Close Up, controlled flashing of the neck-ring area cleans up mold deposits in one cycle, saving hundreds of hours of maintenance per year.
Two exhibitors demonstrated prototype or short-run molding with 3D-printed cavity inserts made of modified ABS using a Stratasys Polyjet machine. Such inserts are said to be durable enough for 500 shots, though cycles are relatively long, due to limited heat transfer. Milacron showed how cavities can be printed in 5 hr and then cleaned, inspected, and loaded into a quick-change DME MUD mold base, which was run in a 17-ton Roboshot all-electric press. Cycle time was around 100 sec.
Toshiba also molded parts in 3D printed cavities. What’s more, it used a six-axis robot to switch out plastic and steel cavities in a quick-change mold base.
Although not new, Mitsubishi Heavy Industries demonstrated an interesting technique called Sequential Cavity Separation (SCS), which uses valve gates in a family mold to inject two similar or different parts in sequence. This “shared tonnage” approach uses less clamp force than if both parts were injected simultaneously. At the show, a 720-ton ME2+ all-electric machine molded 16-in.-diam. PC relish trays using no more than 400 tons of force for a job that would normally require 900 tons. SCS can permit independent injection profiles for each cavity. And even if both parts are identical, SCS can be valuable for weight-critical applications, such as fan blades, because separate injection provides tighter shot control for each part, according to MHI.
Due for release in the third or fourth quarter is a technology being developed by Milacron called SmartMold. It reportedly will be able to provide a wider range of information about a mold than has been available before—contactless wet-cycle counting, over-pressurization, overheating, over-tonnage, and abuse of the mold, such as slam closing. SmartMold will be able to communicate with the press, dryer, and chiller; and it will allow remote monitoring of the mold via “Cloud” reporting to automatically notify both the user and supplier of pending need for parts or service.
Several new standardized mold components from Hasco America were reported in March Keeping Up, as were new components from DME, quick-change mold clamps from Lenzkes Clamping Tools, unscrewing devices from Superior Die Set Corp., and a rust preventive for molds from MetalRustGuard,, shown by DMS Components. New air poppet valves for part release were shown by Cumsa USA, as reported in February Keeping Up. New sensors with replaceable cables—or no cables at all—were introduced by Kistler.
Alba Enterprises showed several new hydraulic cylinders for mold actions/slides, supplied by Vega of Italy:
• V450CM compact heavy-duty cylinders have a new option whereby mechanical switches are built into the cylinder. They send a signal to the machine so that it knows their position. These units withstand temperatures up to 320 F and pressures up to 6500 psi.
• Also new are internally self-locking cylinders for the stationary side of the mold. More compact than competing units, the smallest holds 10 tons and the largest 70 tons, with air or hydraulic actuation.
• A new waterproof connector plate plugs into all cylinders on a mold. Indicator lights show the position of each cylinder, solving the problem of identifying which cylinder is not in position and is holding up the cycle, without the need for a skilled electrician.
• There’s also a new electric cylinder for use with all-electric machines. Another alternative to hydraulic actuation is high-pressure air.
New from Progressive Components and its sister company Roehr Tool Corp. are tiny Dove Tail (DT) collapsible cores (7-10 mm I.D.) to permit releasing very small threads and undercuts in caps, connectors, and medical parts. Also new is that Z-Series alignment locks are now guaranteed for the life of the mold.
HANDY ITEMS FOR MOLD SHOPS
ToolingDocs, PCIC Group’s mold-maintenance training specialists, has come out with its first line of hardware products for tool shops. These include toolroom benches with standardized design, developed to enable more efficient mold assembly and disassembly. Optional features include tool storage, water manifold and flowmeter, air manifold, and electrical hookups.
Other new products include a mold light bar with magnetic mounting and color-coded magnetic status tags for molds to indicate whether they are awaiting maintenance, obsolete, or ready to run. ToolingDocs also offers a food/medical-grade mold grease, as well as the latest v6 of its MoldTrax mold-tracking software (see April Keeping Up).
Dinamec Systems showed the latest fluid-bed cleaners for tooling parts from Schwing Fluid Technik of Germany.
SIMULATION & MOLDING ANALYSIS
Besides the integration of valve-gate sequencing into Autodesk Moldflow, as noted above, other news in mold simulation includes a new Moldex 3D software release (R13.0) from CoreTech System of Taiwan and improved simulation of metal or ceramic powder injection molding (PIM) in Sigmasoft from Sigma Plastic Services. As reported in May Keeping Up, the software now predicts particle segregation in the mold.
In addition, Beaumont Technologies showed off its new Therma-flow software for “mapping” the moldability of materials (see March Keeping Up).
















Related Content

Tunnel Gates for Mold Designers, Part 1
Of all the gate types, tunnel gates are the most misunderstood. Here’s what you need to know to choose the best design for your application.
Read More
Where and How to Vent Injection Molds: Part 3
Questioning several “rules of thumb” about venting injection molds.
Read More
Why Shoulder Bolts Are Too Important to Ignore (Part 2)
Follow these tips and tricks for a better design.
Read More
Best Methods of Molding Undercuts
Producing plastics parts with undercuts presents distinct challenges for molders.
Read MoreRead Next

INJECTION MOLDING AT NPE: Molding Exhibits Show Off Cell Integration with Multiple Processes & Operations
If you’re interested in lightweight composites, IML, LSR, multi-shot, inmold assembly, barrier coinjection, micromolding, variotherm molding, foams, energy-saving presses, robots, hot runners, and tooling—they’re all here in force.
Read More
INJECTION MOLDING AT NPE: Molding Exhibits Show Off Cell Integration with Multiple Processes & Operations
If you’re interested in lightweight composites, IML, LSR, multi-shot, inmold assembly, barrier coinjection, micromolding, variotherm molding, foams, energy-saving presses, robots, hot runners, and tooling—they’re all here in force.
Read More