
News Highlights from NPE2015
NPE2015: First Report
Here’s a first look at new technology in materials, auxiliaries, and all types of processes.

The all-plastic shopping cart developed by BASF and Bemis will last twice as long as a steel cart.

G3 concentrates from Carolina Color allow for at least 20% more active loadings of pigments, especially organic.

Conair announced a SCADA-enabled ControlWorks system that will allow users to view more than one piece of equipment at a time and to connect with individual auxiliaries.

Prophecy fulfilled: Novatec reports considerable interest from both processors and OEMs in this new predictive-maintenance technology.

This nine-color, eight-durometer LSR demo part was molded by Silcotech on a single-barrel Arburg press.

Sumitomo Demag molded these PP hot-soup cups with PP in-mold label. Fins injected through the label permit safe handling of the hot cups.
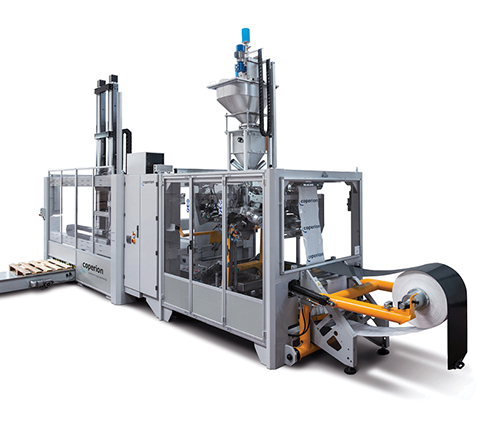
IBP 250 form-fill-seal system from Coperion weighs, bags, and palletizes compounds after pelletizing.

FGH Systems developed tooling for two bottles that lock together. With a special dispensing cap, two ingredients in the bottles can be mixed in different proportions

Erema’s Intarema systems feature new counter-current core technology for improved material intake and higher output.


By virtually every measurement, NPE2015 was a record-breaking show. It had more exhibitors and exhibit space than ever before. The 65,810 attendees (though not a record) represented 23,396 unique companies—22% more than at NPE2012—another record. International participation also set NPE records. Nearly 44% of exhibiting companies and 26% of registrants came from outside the U.S. Nearly 5000 registrants were from Latin America alone.
By all accounts, editors searching for news at the show set records of their own, in miles traveled to cover the 1,128,200 ft² of exhibit space. Here is a first look at some of the more intriguing developments from the show, which took place March 23-27 in Orlando, Fla. Plastics Technology will continue coverage of the show in the June and July issues, as well as online.



MATERIALS & ADDITIVES NEWS
What appears to be a first-of-its-kind, all-plastic shopping cart was featured by BASF, Florham Park, N.J. Mark Minnichelli, director of technical development, said it’s one example of collaborative product developments using BASF’s patented Ultrasim predictive simulation technology that reportedly outperforms other analysis tools. Enhanced with empirical data from proprietary material studies, Ultrasim is said to have a 90-95% accuracy in predicting performance in metal-to-plastic conversion, while reducing part mass and development cost and time.
Developed with custom molder Bemis Manufacturing, Sheboygan Falls, Wis., the shopping-cart basket is injection molded from HDPE while the structural parts are made from a 33% glass-reinforced Ultramid nylon 6. The cart has twice the lifetime of a steel cart, with less frequent wheel repairs and maintenance, plus lighter weight and enhanced features; and it’s 100% recyclable. The larger version of the cart has a frame weighing 18.5 lb and the small cart’s frame weighs 14 lb.
Meanwhile, a new line of natural-fiber filled PP compounds aimed at transportation applications was featured by PolyOne Corp., Avon Lake, Ohio. These compounds contain a minimum of 30% biobased content, have densities 5-10% lower than comparable glass-fiber formulations, and are being evaluated by several automotive OEMs. PolyOne has identified more than 15 potential applications, including under-hood components, lighting systems, and semi-structural parts.
Compared with other natural-fiber compounds, these reSound NF grades reportedly offer more than 20% higher tensile and flexural properties, 50-68° F (10-20° C) higher HDT, and an increase of more than 50% in impact strength. Third-party testing showed a 40% filled reSound NF formulation to equal the performance of a 30% short-glass reinforced alternative, but at 7-8% lower density.
Genarex, Alpharetta, Ga., unveiled its new concentrated bioadditives that can be used as resin extenders at 10-30% use levels in PE, PP, PVC, TPEs, PLA, PHA, and PBAT. Newly USDA-certified for biobased content of at least 98%, they are based on a heterogeneous blend of plant-based long-chain proteins and cellulosic components that are said to confer a balance of mechanical properties unlike any other fibrous bioadditive.
Currently produced on a pilot scale, these additives are reportedly distinguished by low odor, easy processing, high heat stability, and ductility. Flagship product Bylox (beige) is characterized by its high ductility, while Bylox HT (black) is a high-performance option with a processing-temperature window of up to 482 F and near-zero odor. They are currently in field tests with processors of molded automotive PP parts and extruded flexible PVC for construction, agricultural/mulch films, and conveyor belts, as well as totes and pallets. Commercial production of these additives (available in neat form or as an up to 85%-active masterbatch) is expected within the next 12 months.
Carolina Color Corp., Salisbury, N.C,, discussed its patent-pending G3 technology that reportedly generates the highest pigment-loaded custom colors in the industry. The preceding G2 versions, launched in 2008, are highly loaded pigment and additive concentrates that were targeted primarily at outdoor applications and packaging. With G3, the company is looking to make a bigger splash in packaging, housewares, lawn & garden, and transportation applications. “G3 offers pigment loadings that eclipse any other colorant technology, including liquid. To be able to deliver colorant that efficiently and in a solid pellet form is a game-changer,” says company president Jeff Smink.
Both G2 and G3 concentrates utilize a metallocene-based olefinic carrier, which makes possible the higher loadings. The G3 concentrates can be used in all polyolefins and engineering resins. A typical G2 concentrate for outdoor use has 40-42% UV and antioxidant and 20-30% pigment. But G3 products allow for at least 20% more active loading, particularly of the organic pigments that are prevalent in packaging.
NEWS IN AUXILIARIES
Picture a cluster of auxiliary equipment in your plant: a bank of dryers, loaders or temperature control units, each with its own human-machine interface (HMI) blinking back at you. Now picture that same group of equipment, but instead of multiple, redundant, and expensive HMIs you have a single tablet that can connect with each piece of equipment via a secure Bluetooth handshake.
That’s the potential future for auxiliary equipment control laid out by The Conair Group, Cranberry Township, Pa., at NPE2015. In the burgeoning “Internet of Things” world that manufacturing industry is entering—where machines communicate amongst themselves, with their operators, and to the Cloud—Conair envisions portable Bluetooth-enabled devices as the portal for all those interactions.
Beginning in 2012, Conair began implementing web-enabled controls for much of its equipment, allowing users with any web-connected device to view control screens and interact with the machinery the same way they would if they were standing directly in front of it using its HMI.
Bob Criswell, Conair’s manager of mechanical engineering, notes that the usefulness of a machine’s HMI often begins and ends with process setup and troubleshooting, leaving the onboard control idle for most of the machine’s operations and leading Conair to question whether or not a full-time HMI is always necessary. Instead, Conair can program a single standard tablet to address the controls on multiple pieces of equipment, allowing it to connect with the machines and become their souped-up HMI—with benefits like live video chats with the service desk and online ordering of spare parts.
Processors could also avoid using their own corporate internet network to connect the tablets to the machines by utilizing a one-on-one Bluetooth “handshake” interface via devices with built-in cellular capability, eliminating potential for IT security concerns.
Color touchscreens are nearly ubiquitous on auxiliary equipment these days, but Conair envisions eliminating many of those individual controls, saving money and limiting the ability of unqualified operators to tinker with settings.
Furthering connectivity, the company also announced a new SCADA-enabled ControlWorks system that will allow users to view more than one piece of equipment at a time and also to connect with them individually. Conair will initially roll out this web-enabled functionality for dryers and was beginning beta testing at showtime.
Another new development at the show was the predictive-maintenance concept, dubbed Prophecy, exhibited by Novatec Inc., Baltimore. Calling the response to the new technology “overwhelming,” Conrad Bessemer, Novatec president, said that “processors fully comprehended the dashboard platform and are looking forward to the next steps in the program.” Prophecy pairs small wireless sensors with Cloud-based data storage to help processors transition from monitoring only process conditions (dewpoint, temperature, etc.) to tracking and responding to machine conditions (see February Close Up). “All components will eventually fail,” Bessemer notes. “But with Prophecy, maintenance won’t be such a firefight anymore.”
Novatec has been running a private beta test of Prophecy since a few months prior to NPE; and this summer, it will open that up to long-term Novatec customers in a public beta. Following that, the company plans to begin shipping sensors and software licenses for its vacuum pumps and central dryers in September. That offering will include both Bluetooth and ZigBee wireless internet-enabled communications. Initially, the software and sensor will track power factor, oil levels, and other internal machine parameters that are presently not recorded by process equipment.
Bessemer noted that his company recently was able to switch a large order over to its equipment on the basis of the customer’s interest in being part of the Prophecy program. Bessemer also said Prophecy has led to meetings with approximately 10-12 plastics equipment OEMs on “the next stage of development,” exploring where else the sensors could be deployed. In addition, the technology is drawing interest in non-plastics general industry applications. Bessemer said, “I expect the next announcements on other licensees and markets to be forthcoming this summer.”
INJECTION MOLDING NEWS
Intensified competition in PET preform injection molding was one headline at the show, reflected by the re-entry into this market of Milacron LLC, Batavia, Ohio, with its M-PET 300 system (see March show preview). Meanwhile, one of the current market leaders is upping its game with a “self-cleaning mold” feature in its latest HyPET HPP5 high-productivity preform system. Husky Injection Molding Systems Ltd., Bolton, Ont., demonstrated this feature on a 96-cavity mold running a 10.89 g preform for lightweight 0.5L carbonated water bottles on what Husky termed a “very aggressive” 5.5-sec cycle.
As explained by Nicolas Rivollet, director of business development, marketing & communications, a mold like this normally must be stopped 100 times a year for cleaning the vent areas of the cavities to remove deposits of PET volatiles. Cleaning with dry-ice blasting and then regreasing takes 4 hr on each stoppage, requires the operator to go into the clamp area, and runs the risk of damaging the delicate tooling. This is no longer necessary, says Rivollet: With Husky’s self-cleaning feature, the vents are cleaned in a single molding cycle.
The secret is “controlled flashing.” During the cleaning cycle, the mold leaves a 1-mm gap in the neck-ring area. Deliberate flashing in that area picks up the volatile deposits and cleans out the vents. The procedure is initiated by a single button on the control panel. That initiates one cleaning shot, which is diverted to scrap, and then normal molding resumes. That alone saves up to 400 hr of maintenance time a year, adding 5% more production uptime, according to Rivollet.
He adds that this requires extremely uniform hot-runner mold balancing so that “the same amount of flash occurs everywhere.” He says Husky achieves less than 8% imbalance over 96 cavities, or about half of the usual amount.
There was also a dramatic innovation in liquid silicone rubber (LSR) at NPE. One LSR part, nine colors, eight durometers—all from one injection press with a single barrel—was the eye-popping demonstration that caused a good deal of head scratching at the booth of LSR molder Silcotech North America Inc., Bolton, Ont. Without revealing the proprietary technology (developed in cooperation with Dow Corning Corp., Midland, Mich.), Dan Morris, business development manager, explained that the show exhibit was intended to open people’s eyes to a new range of capabilities in LSR molding. Up to now, the firm had molded up to three LSR colors or durometers in one part.
The demo part at the show was a cellphone case with eight lozenge-shaped features of different colors and durometers from 20 Shore A to 75 A. The eight lozenges are molded in one cycle and the case in a second cycle, using a rotating mold plate. A finished part was demolded every 41 sec. The machine was a standard single-barrel Arburg Allrounder 37A Alldrive. The mold, and its cold-runner valve-gate system, was designed and built by Silcotech. The LSR metering system comes from Germany’s Dopag Group.
From Japan comes a new approach to microwaveable cups for hot soups and beverages. The patented SH (Safety Handling) Cup combines a decorative in-mold label with projecting fins that allow a comfortable grip on the hot cup. What’s remarkable is that the fins extend outside of the label, as if molded over it. In fact, the fins are molded through the label, which is PP, like the cup. The two weld together seamlessly, as the label does to the cup. Besides providing thermal insulation, this approach makes the full surface of the cup available for the label. Licensing is available from KM Planning Ltd., Tokyo.
SH Cups were molded at the booth of Sumitomo (SHI) Demag (U.S. office in Strongsville, Ohio) on a new SE-EV-HD all-electric machine. Two different cup sizes were molded at once, demonstrating the effectiveness of Sumitomo’s Flow Front Control in handling this unbalanced flow situation.
EXTRUSION & COMPOUNDING NEWS
One of the more unusual machines on display for compounders was a form-fill-seal system from Coperion, Ramsey, N.J., that weighs, bags, and palletizes compounds after pelletizing. Called the IBP 250, it features a small footprint and intuitive touchscreen controls. Modular design allows easy upgrades without replacing the complete system. Options such as a check weigher, metal detector, bag-marking system, and automatic cleaning can be integrated into the system. The machine also has self-cleaning functionality.
Coperion reports that four such units are up and running at customer facilities. The system can operate at speeds up to 500 bags/hr. In development are higher-speed systems suited for bagging at polyolefin plants.
Twin-screw compounding machine builder Steer, Uniontown, Ohio, introduced at NPE2015 a new series of screw elements that reportedly can replace kneading blocks in certain applications. Called Melt Formation Elements (MFEs), they will be used on Steer’s Mega and Omega co-rotating twin-screw platforms to provide compounders with improved reliability, reduced wear, and increased uniformity of melting and mixing.
Steer says the elements are designed to combat several problems faced by compounders of masterbatch, engineering plastics, and difficult-to-process materials. They include high wear, degradation during melting, uncontrolled breakdown in the process and transmission section, and pressure/shear peaks that create torque instability and re-agglomeration.
As Steer explains it, while conventional kneading blocks (right- or left-handed or neutral) are effective at dispersive mixing, they are too harsh for many applications. This is because they present a perpendicular face to the flow, causing melt stagnation and large pressure and shear peaks during melting.
Notes Dr. Babu Padmanabhan, Steer’s managing director and chief knowledge officer, “The MFEs are designed to create turbulence in the melt flow without stagnation. They can replace conventional kneading blocks that suffer from lack of shear uniformity, completely removing any right-angled face to the melt flow.”
As was the case at NPE2012, Italy’s Macchi was the only machine builder to run a production-sized blown film line. A five-extruder “polyolefin dedicated” system equipped with a 12-in. die was producing a five-layer structure for collation film and other applications at rates up to 1500 lb/hr.
BLOW MOLDING NEWS
Something unusual in blow molding was demonstrated by FGH Systems Inc., Denville, N.J. FGH developed the tooling package for Sonoco Plastics, Hartsville, S.C. On a Uniloy Milacron UMS 4ES all-electric shuttle, FGH was blowing an EPET copolyester bottle with one flat side containing a tongue-in-groove lower feature that allows the two bottles to engage and an upper lock that snaps them together into one compact unit.
They are fitted with a single dispensing cap designed by VariBlend, Greenville, S.C., to allow the user to adjust the relative proportions of different ingredients in the two bottles. Examples on display were a hair-coloring system whose shade could be lightened or darkened, and a hot sauce whose “heat” could be turned up or down to taste. An eight-cavity production mold is being built by FGH for Sonoco.
THERMOFORMING NEWS
Arguably the most unique thermoforming machine on the floor at NPE was a vertical unit to make bottles. Serac Inc., Carol Stream, Ill., introduced technology that relies on a tubular thermoformer built by France’s Agami that permits bottles to be produced from sheet rollstock. The machine was originally designed to make PS yogurt cups. Serac says the Agami former can produce bottles from PS or PP roll stock. The novelty here is vertical thermoforming of bottles. A horizontal version, called Bottleform, was introduced by Illig in 2008 (see April Starting Up).
RECYCLING NEWS
The recycling industry is no longer just sitting in a corner waiting for its time to shine in the U.S. market. There is a greater awareness by society as a whole that something must be done when it comes to waste and recovery. Realizing the opportunity at hand, SPI sponsored a recycling pavilion for the first time at NPE. It featured more than 25 exhibits of recycling solutions and equipment, many of them introducing new machines and processes to the U.S. recycling market.
For example, Erema North America, Ipswich, Mass., officially launched its new sister company, Pure Loop GmbH, which specializes exclusively in recycling clean production waste using shredder/extruder technology. It can repelletize film, tapes, fibers, nonwovens, fabric, hollow bodies, solid plastic parts, and much more. Pure Loop plant systems are offered under the brand name ISEC (Integrated Shredder Extruder Combination).
Erema also announced during the show that Jadcore Inc., a recycler of commodity plastics in Terra Haute, Ind., has purchased an Erema Intarema 1714 TVEplus. The Intarema technology replaces earlier systems offered by Erema.
Introduced at K 2013, all Intarema systems feature the new counter-current core technology for a reportedly improved material intake and higher output capacity. They also have the smart-start system for easy operation and automation capabilities, plus enhanced ecoSAVE technology for low energy costs. The Intarema 1714 is Jadcore’s second Erema recycling system. It joins a TVEplus 1514 purchased in 2012.
ADG Solutions, Fairfield, Conn., featured its Fimic APR 500, which is a continuous, self-cleaning screen changer that has new control programming as well as a 6-in. Davis-Standard ram stuffer. Also featured at the booth were separation and washing systems from Tecnofer, shredders from Weima America, and densification systems from Promeco SpA. ADGS also announced the first installation of a Promeco system in North America.
The Fimic model APR 500 continuous, self-cleaning screen changers, with new control programming, are suited to contaminated reclaim streams. The melt-filtration unit is positioned at the extruder outlet so that it retains contaminants as small as 150 microns. As contamination builds up on the upstream side of the screen, inlet pressure increases to a setpoint, triggering a scraper that removes contamination from the face of the screen filter.
The new Fimic units store the contaminants from up to six scrapings, and discharge all the accumulated contamination at once. This system can cut the amount of resin wasted in the cleaning process by half or even two-thirds.
In addition, the new laser-cut screen plates ensure extremely long life. With a large open area, backpressure is minimized, even at such fine filtration levels. A continuous-scraping mode is available to prevent pressure instability by immediately removing contaminants that can quickly blind the screen.
Next Generation Recyclingmaschinen GmbH (NGR), U.S. office in Norcross, Ga., launched in the U.S. its BritAS automatic-band melt filter. It is designed to handle high volumes of heavily contaminated melt streams, which the company says are predominantly PE.
The filtration system reportedly provides effective cleaning of melt to a fineness of 70 microns. Using endless filter bands, the filtration area is completely renewed at each automatic screen change and contaminants are fully removed. The melt loss is lower than 0.2%, which reduces filtration costs. In Europe, the system is used mainly for the recycling of end-of-life plastics, with more than 170 units operating at more than 70 sites.
NGR also introduced its P:REACT system at NPE. It uses LSP (liquid-state polycondensation) to upgrade recycled PET.
Meet Stretch Film's 'Nano' Gurus

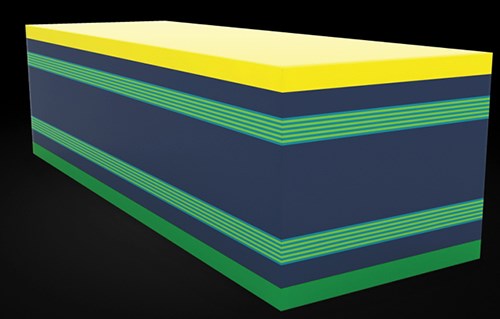
Eddy Hilbrink (right) of AFP worked with Peter Cloeren to commercialize nanolayer stretch film in Europe. In the background is Cloeren’s 33-layer NanoLayer Feedblock.
Don’t expect Eddy Hilbrink to develop new technology just for technology’s sake. But new technology that offers a solution to a real-world problem? That’s his sweet spot. It’s what drove him to raise the bar in engineering nanolayer stretch film that has set new global standards in performance and quality—standards that some suggest have put North American processors in catch-up mode.
Hilbrink heads up strategic R&D projects for Apeldoorn Flexible Packaging B.V. (AFP), a Dutch producer of a wide range of blown and cast film for packaging. While the company has been producing stretch film since 1982, in early 2000 AFP took a look at its product line with fresh eyes, recalls Frank van den Berg, AFP’s managing director. “We saw products that were sold by the pound. We saw a market in which it was difficult to discriminate one company’s film product from the next,” Hilbrink told Plastics Technology in an exclusive interview at NPE2015. “We saw a business that was unresponsive to customers. I thought to myself, ‘Let’s do something different.’”
Hilbrink gained further insight during a tour of a beverage facility for which AFP had been supplying stretch film for a non-beverage application. “I saw a pallet of bottles that had been returned (to the beverage maker),” he recalls. “The bottles were damaged because the pallet tipped over in-transit. I asked, ‘Why did this happen?’ I was told, ‘Every summer we have this problem.’ So I went back to our lab and did some investigating. We did a simulation at 45 C (113 F) on a typical beverage pallet of 2200 lb. We realized that at that load, if the pallet moves in any way, it elongates, and that leads to failure. We determined that if AFP could engineer a film with high holding forces, we could solve the problem.”
Hilbrink then started looking at nanolayer films and at the myriad of patents that shroud this technology. In 2007, he met Peter Cloeren, president of Cloeren Incorporated, Orange, Tex. (cloeren.com), a global leader in feedblock and die design and widely regarded as a thought leader in stretch film. In addition to supplying equipment for stretch film, Peter Cloeren himself broke new ground as a stretch-film processor when he launched Chaparral Films in 1994 and installed two of what were then considered state-of-the-art five-layer lines. (Cloeren sold Chaparral to ITW in 1996.) “I’m a chemical engineer,” Hilbrink notes. “Peter’s a mechanical engineer. It was a good dynamic.”
A year later, AFP invested more than $3 million to convert an existing three-layer line to produce 27-layer nano-stretch film using Cloeren’s NanoLayer Feedblock and 3800 Epoch III die with automatic gauge control. In January 2009, the first product (called Katan-Ex) from this line was shipped, and the result was a dramatic drop in product returns due to faulty film—“by a factor of 20,” Hilbrink says. The film won a DuPont Packaging Award in 2011.
Hilbrink adds, “Every customer AFP has secured since 2009, we have maintained.” At some point this year, AFP will have converted all its stretch-film capacity to nanolayer, firmly establishing it as a world leader in the field. At press time, in fact, AFP was converting an 8-up line to nano. The last line to be switched will have 55 layers.
In AFP’s film structure, 22 of the 27 layers are nano in a “2 x 11” structure, allowing more expensive, higher-performance sub-skin layers to sandwich a thicker core. For beverage applications, film is produced at 23 microns. Not surprisingly, Hilbrink keeps the particulars of the formulation and layer configuration to himself.
In the U.S., meantime, five-layer stretch film is still considered state of the art. Some of this is due to patent squabbles. Part can be explained by the fact that in the U.S., stretch film is still sold through distributors, an arrangement that separates the processor from the end user and makes the film producer less aware of when problems arise.
In the future, Hilbrink would not rule out AFP supplying the U.S. market, in which 0.5% of retail sales is lost to damage.
















Related Content

Foam-Core Multilayer Blow Molding: How It’s Done
Learn here how to take advantage of new lightweighting and recycle utilization opportunities in consumer packaging, thanks to a collaboration of leaders in microcellular foaming and multilayer head design.
Read More
Reversing Logistics for Plastic Film Recycling
Learn how Mainetti built a circular supply chain for clear film packaging.
Read More
Igus Unveils World’s “First” Urban Bike Made from Recycled Plastic
The engineering concept and key components for bikes made of recycled plastic are available to all bike manufacturers.
Read More
Looking to Run PCR on a Single Screw? Here’s What to Keep in Mind
Just drop it in and mix it up? Sorry, there’s a lot more to it than that. Here is some of what you need to consider.
Read MoreRead Next

People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More