
What Happened to Your Ultrasonic Weld Quality?
The most important factor in troubleshooting problems in ultrasonic welding is understanding the fundamentals of the process.

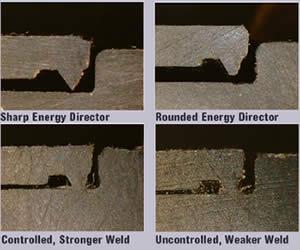
Sometimes poor ultrasonic welds can be traced back to the injection molding process. Injection mold wear can lead to a rounded energy director in the part (upper right), which produces a weak weld (lower right). A well-maintained mold produces a sharply pointed energy director (upper left), which produces a stronger weld (lower left) with lower welding amplitude and less flash.
Source: Dukane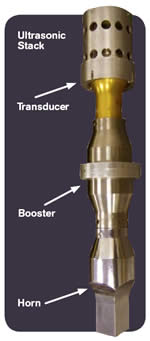
A cracked horn can lead to poor welds and costly damage to the welding machine. Fortunately, horn cracks are fairly easy to diagnose.
Source: DukaneThe most important factor in troubleshooting problems in ultrasonic welding is understanding the fundamentals of the process. With this basic knowledge, most problems can be easily diagnosed and resolved. Even so, sometimes your time-tested weld recipe may suddenly fail for no discernible reason.
Perhaps your welder has been running the same application for months, maybe years, with no problems. Abruptly, this cheery continuity is disrupted. Has your weld strength decreased? Are you seeing excessive flash? Does your welder overload as soon as the cycle starts? Here, we will discuss a few unseen factors that can cause sudden changes in your weld quality and how to prevent and correct them.



Related Reading: How to Solve Common Ultrasonic Welding Problems
Ultrasonic Welding 101: How does it work?
Ultrasonic welding works by applying a vibration at a frequency of 15 to 70 kHz to a plastic part. This vibration is generated through the use of piezoelectric ceramics in the transducer, that convert an electrical signal into mechanical motion. The transducer creates a vertical vibration that is then translated through the booster, and subsequently, the ultrasonic horn. The horn is typically designed to contact the part directly above the weld area so that the vibrations can travel though the upper part to the weld area.
The ultrasonic vibrations create cyclical strain at the weld area, which generates heat that melts the plastic in a restricted area and welds the two parts. Because the ultrasonic vibration acts on the entire weld surface, an energy director is often added to control the melting and reduce the amplitude necessary to achieve a weld.
It is important to prevent metal-to-metal contact on your horn to increase its longevity. Because the horn is a tool with acoustical properties, users should be careful to preserve its structural integrity. Any nicks or gouges in the surface of the horn act as stress concentrators that can rapidly lead to cracks when the horn is in use.
Want more detailed information on the process basics? Read a full Guide to Ultrasonic Welding Controls.
Warning: Signs of a Problem with Your Ultrasonic Welding Process
Many signs can indicate a change in your welding process. Some indications of a problem with your part include:
- decreased weld strength
- increased flash
- the appearance of cosmetic damage
Some things that signify a problem with the welder or ultrasonic horn are:
- increased wattage draw
- change in the sound of your weld (typically apparent on lower-frequency welders)
- overloading
The first step in eliminating unseen problems is to record your welding setup. Make a “Weld Process” sheet that includes information such as your weld parameters (weld time, hold time, trigger mode, amplitude); manual settings (thruster height, pressure); and the critical dimensions of your part (diameter and energy-director/shear-joint size). Also include photos of the welder, showing the alignment and design of the horn and fixture. Refer to this document when problems arise—it may save you a lot of time and trouble.
There are many not-so-obvious factors that can negatively impact your weld quality. One of the most frequent causes of problems in a long-running process is wear on the mold that produces the parts to be joined. This is a slow, but sure, event in any molding process. Because most joint designs are relatively small compared with the size of the overall part, changes in their size or shape may go largely unnoticed. For many applications, a change in shear width from 0.016 in. to 0.020 in. can make a huge difference in weld quality. Such changes can be caused by just 0.002 in. of mold wear on each part.
Another important factor is environmental changes such as ambient heat, cold, or humidity. Humidity is a particular concern if you are using a hydrophilic material such as nylon, polycarbonate, or polysulfone. Very cold temperatures can cause polymers to become brittle, which may cause them to crack rather than weld at a normal welding pressure. High heat can lead to longer solidification times, causing problems if you are working with short hold times.
Some materials are less sensitive to process changes. Try switching to an easily welded material, like ABS, to achieve greater consistency in your process.
The Most Overlooked Factor in Ultrasonic Welding
Probably one of the most overlooked factors contributing to welding problems is changes in the time from molding the part to welding the part. Proper ultrasonic welding setup can be drastically different when welding “cold” parts as opposed to welding “hot” parts. It is generally not a good idea to weld “cold” parts to “hot” parts.
If at all possible, leave plenty of time for the part to cool after molding before welding. “Hot” parts are more difficult to control and can cause inconsistency in your weld process. Also, try to perform the welding operation in a climate-controlled environment to eliminate seasonal effects on your process. This is especially important in humid regions.
Additional Troubleshooting for Your Ultrasonic Welding Process
If you know it is not your parts causing the problems, it could be your ultrasonic tooling. Occasionally a horn will develop a crack. While most horns will not run at all after forming a crack, some do. Those will often emit a high-pitched ringing sound or run at a higher wattage than normal. It is very important to discontinue use of a cracked horn because it tends to put excess stress on the transducer and can lead to broken piezoelectric ceramics.
Probably the easiest diagnostic test is to mix-and-match your ultrasonic stack if you have multiple welders of the same frequency. Try the horn with a transducer and booster that have been working well. If all is good after this switch, then you know the horn is not the problem. Likewise, you can put a working stack in a questionable welding machine. This is a quick and easy way to locate the trouble spot in your machine without any special equipment.
If you find that the problem is your horn, check it for cracks. To locate cracks in a horn, spray it with a foaming cleaner. Then use the test feature on your welder to introduce short bursts of ultrasonic energy into the horn. The cleaner will collect in the crack and turn a blackish color. WD-40 oil can be used if a foaming cleaner is not available.
Finally, the welding fixture has a significant effect on the accuracy and precision of your welds. Make sure the fixture is providing support to the entire joint area, and that there is no room for misalignment of parts during loading. When welding softer materials such as polyethylene and polypropylene, be sure that there is support around the joint area in both lateral and vertical directions. Soft materials tend to deform outwards, which will hinder or prevent proper welding.
Related Reading: Can Plastic Recyclates be Welded Ultrasonically?
ABOUT THE AUTHOR
At the time of original publication, Miranda Marcus, was an applications engineer at Dukane Intelligent Assembly Solutions in St. Charles, Ill. She has worked extensively in ultrasonic and spin welding processes and has coauthored three technical papers for the SPE Annual Technical Conference (ANTEC). Marcus has also coauthored a chapter of a textbook.
















Related Content

Can Plastic Recyclates be Welded Ultrasonically?
What is possible with ultrasound? Will the result with recycled plastics material actually be worse than with standard material? Do we have to adapt our technology?
Read More
X-Ray Vision Inside Parts Gets More Affordable for Processors
Shimadzu’s new benchtop x-ray CT scanner provides internal and external metrology and flaw detection at a fraction of the previous cost.
Read More
Ultrashort Pulse Laser Marking System for Medical Devices and More
FOBA’s F.0100-ir creates deep black markings on medical plastics, stainless steel and titanium.
Read MoreSidel Acquires Another Label Machinery Firm
Makro Labelling adds low- to medium-speed technologies.
Read MoreRead Next

How to Use Those Fancy Ultrasonic Welding Controls
You know how to set a timer, but newer ultrasonic welders also offer control by energy, collapse distance, and absolute distance. Do you know when and how to exploit these options to make better welds?
Read More
A Guide to Ultrasonic Welding Controls
Ultrasonic welding today is a sophisticated process that offers numerous features for precise control. Choosing from among all these options can be daunting; but this guide will help you make sense of your control features so you can approach your next welding project with the confidence of getting good results.
Read More
Graphical Analysis Helps Find and Fix Ultrasonic Welding Problems
Using Real-Time Weld Graphs to Achieve Process Repeatability and Control Limits in Ultrasonic Welding
Read More