
Nozzle Leaks: Why They Occur, How to Detect & Fix Them
Injection Molding Know How
Nozzle leaks are a serious problem in injection molding. Here are some causes and remedies.
.jpg;width=70;height=70;mode=crop;format=webp)

Fig. 1: Not a super-sized boxing glove, but a really bad case of nozzle-tip leakage.
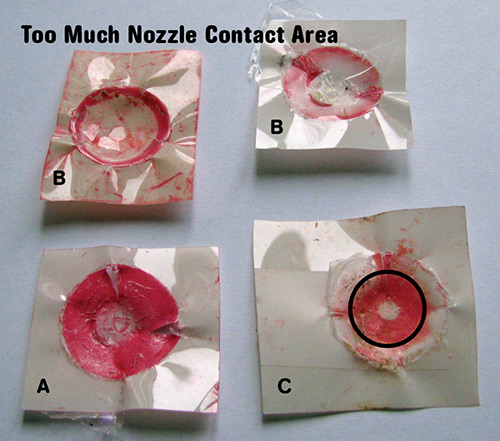
Fig. 2: Pay attention to the contact area between nozzle tip and sprue bushing, as it can cause a variety of problems. “A” shows a full contact area. “B” shows a radius mismatch of nozzle tip to sprue bushing. “C” shows a reduced inner-ring contact area (desirable). These results were obtained by placing a piece of pressure-sensitive film between the nozzle and sprue bushing.


Does Figure 1 bring back any memories of wasted time and money, or conjure up a notion that you could show me something even worse? Nozzle leaks are a serious problem, so let’s take a look at possible causes, what you can do to prevent leaks, and what you can do to detect them as soon as they occur.
The nozzle tip must form a seal against the sprue bushing so as to withstand high injection pressures with no leaks or injection unit push-back. Here are some causes/remedies of nozzle leaks:



Low nozzle contact pressure
Machine specifications usually call out a nozzle contact pressure requirement of 4 to 10 tons of force. This contact pressure must counteract whatever injection pressure the machine can produce. Higher injection pressures require higher nozzle contact forces for any size machine. So for applications that use high injection pressure (greater than 22,500 psi), make sure your machine is not at the low end of this 4-10 ton range.
Be careful, as some in the industry believe that small machines require less nozzle contact force than large machines. Nozzle size and radii are the same for all machine sizes; the injection pressure sets the requirement for nozzle contact pressure, not the size or tonnage of the machine.
Hydraulic machines tend have fewer problems generating and holding this nozzle contact force, if they are specified correctly. And it is relative easy to check nozzle contact force by measuring the hydraulic pressure on the pull-in cylinder and checking it against the machine supplier’s specification.
Most electric machines generate nozzle contact force without the use of hydraulics and some have had issues with inadequate nozzle contact force. Further, there is no easy way to measure the contact pressure as there is with hydraulics. However, there is a quick approximate test with pressure-sensitive film between the nozzle tip and sprue bushing (see Fig. 2 as an example).
Too much nozzle contact area
The common belief is that the nozzle-tip radius should exactly match that of the sprue bushing. While this seems right, the best way to make a seal is with a small contact area, not a large one. The best seal is over a small area; but the forces here are enormous and most processors feel full-radius contact is needed to prevent hobbing the steel. I disagree. First, a better seal is formed with a small contact surface. Second, the larger the contact surface, the more heat loss there is with cold-runner tooling (which causes other problems like stringing). And third, the relatively high crush strength of P-20 steel. Trial a 3/8-in. to 1/4-in. contact ring on the inner surface of the sprue bushing to see if this improves the seal without hobbing or compressing either the tip or sprue bushing. See Fig. 2 “A” and “C”.
Contact force on nozzle-tip perimeter
Figure 2 “B” shows a radius mismatch of the nozzle tip to the sprue bushing. This promotes leakage and injection-unit push-back, as the injection pressure is applied to a large surface area of the nozzle to push the injection unit backward.
Misaligned injection unit & sprue bushing
Anytime you bring the injection unit forward, watch as it touches the sprue bushing. If the injection unit self-aligns (move up, down, or sideways), stop—this is a dangerous situation as it wears the nozzle tip or the sprue bushing. At some point they may not align properly, providing a path for the high-pressure plastic to jet toward you. Get maintenance to align the barrel with the sprue bushing.
Incorrect orifice size of nozzle, hot runner
The nozzle orifice on a hot-runner mold should be the same size or only slightly smaller than the hot-sprue-bushing orifice. Any area of the nozzle tip exposed to hot melt will see injection pressure trying to push the injection unit back.
Radius mismatch of nozzle tip, sprue bushing
Make sure you check that the radius on the sprue bushing matches the radius of the nozzle tip for proper mating.
Distorted or gouged nozzle tip
Both the sprue bushing and nozzle tip tend to get abused with use, acquiring gouges, burrs, grooves, or other distortions. As with nearly any aspect of injection molding, pay attention to the details.
Monitor cushion, watch nozzle contact position, and place a dial indicator on the sled to see if there is injection unit push-back during first- or second-stage injection.
Safety first: Nozzle-contact forces can damage the “A” plate if it’s not supported properly. Close the mold to ensure support of the stationary side before bringing the injection unit to nozzle touch. I’ve seen the nozzle-contact force bow or push off the “A” plate.












Related Content

What to Do About Weak Weld Lines
Weld or knit lines are perhaps the most common and difficult injection molding defect to eliminate.
Read More
A Simpler Way to Calculate Shot Size vs. Barrel Capacity
Let’s take another look at this seemingly dull but oh-so-crucial topic.
Read More
How to Mount an Injection Mold
Five industry pros with more than 200 years of combined molding experience provide step-by-step best practices on mounting a mold in a horizontal injection molding machine.
Read More
Understanding the ‘Science’ of Color
And as with all sciences, there are fundamentals that must be considered to do color right. Here’s a helpful start.
Read MoreRead Next

Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More
Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More