
Structural Foam: As Parts Grow Larger, Robots Do the Heavy Lifting
Besides its safety advantages, automation stabilizers and even reduces cycle times, boosting production and cutting scrap.


Heavier structural-foam molded parts, like HDPE crates with components weighing up to 150 lb, are driving the move to automated parts handling.

Two large robots on a single beam help Orbis trim labor at the press and reduce cycle times, scrap, and downtime caused by broken parts.

Wittmann’s largest structural-foam robot system in North America features two top-entry W673 models on a single beam. They get in and out of the mold in 15 sec.
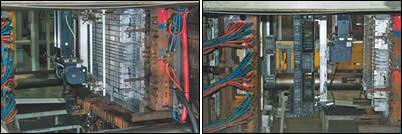
Orbis uses the dual robots in sequence to place inserts (left) then pull a single large part (right). They are also programmed to simultaneously pull several parts from multiple cavities.
In multi-nozzle, low-pressure structural-foam molding, it is still quite common to remove parts from the mold manually. But that situation is gradually changing as foam parts grow ever larger and heavier. “For the last six years, having automation in our plant was uncommon. But changes to the physical size, weight, and shape of the parts demand automation in order to prevent personal injury to operators,” says Stuart Hayden, plant manager at the Georgetown, Ky., plant of Orbis Corp. The plant was until recently part of Linpac Materials Handling, a major supplier of plastic reusable bulk material-handling products, which was acquired by Orbis.
“A few years ago our heaviest part averaged 70 lb, but now it is more common to produce parts that weigh 120 lb,” explains Hayden. “We also produce more parts these days that weigh 140 or even 150 lb.”


Multiple heavy parts coming out of the machine on each cycle can make for tricky parts handling with manual labor. Things get even more complicated when inserts also must be placed in the mold for the next cycle. “Manual operations not only present ergonomic and safety concerns for the worker, they can also impact the cycle time of the part,” says Hayden. The press has to wait until the worker is clear of the molding area, which could subject the material to a longer residence time in the barrel than is desired. The number of parts molded at one time might even be reduced to help expedite part removal by hand.
Automation steps in
“Molders are looking to gain more consistency of their production cycle, increase productivity, and optimize every step of their operations. That’s why there is a definite trend toward automation in structural-foam molding, especially on larger machines,” says Ed Hunerberg, director of structural foam and industrial blow molding at Uniloy Milacron, which built the presses used at Orbis. Hunerberg says proprietary molders who run more dedicated lines of products have been the first to embrace robots, especially as their parts grew heavier.
However, even custom molders with one or two machines are finding practical reasons to consider the use of a robot. “A custom molder typically runs different groupings of multiple molds in one machine, placing the cavities for each run in different positions on these wide-platen machines. A typical 750-ton wide-platen SF machine will have 137 in. between tiebars,” says Hunerberg. Having a robot allows the molder to create, store, and retrieve a program designed to reach in and collect the parts, which makes part handling more repeatable, he adds.
Hunerberg says Uniloy has developed a robot interface plug that delivers more efficient communication between the robot and press. “The multi-pin connector to the interface of our machine was unheard of just a few years ago, but now it is installed as a standard item. More than half of the structural foam presses Uniloy sells are prepared for parts-removal automation,” says Hunerberg. The interface is set for SPI or Euromap configurations.
Linpac started automating with side-entry robots a few years ago. Hayden says side-entry robots fit with some simpler applications, but bigger parts are better handled by top-mounted models.
Handling big parts
The Georgetown facility is one of five Orbis structural-foam plants. The plant is dedicated to production of large HDPE crates that consist of a base and four sidewalls. The containers, which can be collapsed to reduce return shipping costs, also offer drop doors for easy access, says Chuck Bond, manufacturing engineering manager at Georgetown. A crate can be designed with one, two or four drop doors, although crates with two drop doors make up more than 90% of their orders, says Hayden. The crates come in footprints from 30 x 32 in. to 45 by 78 in., and heights vary from 25 to 50 in.
A mold may contain six cavities in a family configuration to produce the four side walls and two attachable drop doors. “The sidewalls can range in weight from 70 to 80 lb apiece, and their large size could make part handling difficult,” says Bond. The base, which can weigh in at 120 to 150 lb, is produced in a separate press, where eliminating manual handling is also a focus of concern.
For Orbis, the sizes of the parts are not the only issue. The large base of some crates also has four composite reinforcement bars that are inserted into the cavity and overmolded. The bars are supplied to the press on a special rotary turret device. In addition, the production of the large parts requires specialized core-pull sequences in the tool, which increases the complexity of part removal considerably, says Hayden. Orbis formerly stationed three workers at the press to insert the bars, remove the parts, clean the parts (such as removing hair-like strings of plastic), and assemble and stack the crates.
Productivity gained
“Due to the increasing size of the parts, a side entry robot would not work,” says Hayden. To find an alternative solution, Orbis collaborated with auxiliary equipment maker Wittmann, Inc. in developing a special top-mounted, all-servo robot. Installed about a year ago, it consists of two Wittmann W673 top-mounted, three-axis, traversing robots with both robot arms mounted on a single extended beam. The beam is mounted on top of the platen more than 10 ft above the floor. Each robot has a payload capacity of 275 lb, more than enough to handle the parts, says Hayden.
The top-entry robot requires less floorspace and guarding than the previous side-entry model. The “T-beam” configuration allows the two robots to operate sequentially to perform insert loading and part removal or to work together to simultaneously remove parts from different molds or handle a single very large part. Adding a servo wrist to the robots gives 180° of rotation and helps them better handle the insert rods and finished parts.
When molding the base of a crate, the robots are programmed to first place an insert on one mold half and then work together to pull a finished part from the other mold half. When producing the smaller sidewalls, the two robots enter the molding area at the same time and each robot removes up to three parts each, says Bond.
The robots were programmed with Wittmann’s R7 controller, which runs sub-programs specific to each mold and end-of-arm tooling (EOAT). The sub-programs are stored for future setups. The controller features anti-collision software as standard. It is also programmed with a safety interlock that prevents interference with an overhead crane when it is operating near the press. When changing a mold with the crane, the robot moves to a safe position and cannot operate until the crane moves out of the protected area.
The single-beam/dual-robot configuration uses the largest robots installed by Wittmann for structural-foam molding in North America. Wittmann also designed a modular EOAT mounting system that allows Orbis to switch easily between handling a single base and demolding multiple sidewall parts from four- or six-cavity molds.
With the robots, Orbis was able to trim the number of workers at a press to two from three. It takes just 15 seconds for the robot to enter the molding area from the top, perform its functions and retract, even though some jobs require the robots to perform special moves to reorient the parts to clear the tiebars.
“We are able to improve our machine output by 29% for the sidewalls, and by 8% for the base,” says Bond. “The machine operates with a cycle-time improvement 65% of the time, and we eliminated operator safety issues,” he adds. Other savings resulted from a 1% reduction in scrap due to better cycle consistency and 2% less machine downtime because parts are demolded without breakage. Orbis found the Wittmann robots paid for themselves in less than a year and is looking to add robots to other presses for even bigger parts.
















Related Content

50 Years of Headlines … Almost
I was lucky to get an early look at many of the past half-century’s exciting developments in plastics. Here’s a selection.
Read More
Automation in Thermoforming on the Rise
Equipment suppliers’ latest innovations exemplify this trend driven by factors such as labor shortages, higher-speed thermoformers and tighter quality control.
Read More
Ensuring Repeatability: The Key to Effective Injection Molding Automation
One of automation’s key promises is repeatability: the same movement to the same location, time and time again. But to achieve that, all elements involved — robot, machine, EOAT, mold — must be in and stay in alignment.
Read More
A Cost Saving Modular Approach to Resin Drying Automation
Whether implementing a moisture-sensing closed-loop system for a single dryer, or automating an entire plant, technology is available to take the guesswork and worry out of resin drying. Using a modular approach allows processors to start simple and build more capabilities over time.
Read MoreRead Next

NPE 2006 News Wrap-Up: Brains and Brawn - New Robots Are Handier Than Ever
Injection molding robots introduced at NPE pushed the work envelope for speed, reach, payload capacity, ease of programming, and ability to handle more sophisticated tasks.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More