
INJECTION MOLDING AT NPE: Presses, Robots & Cell Automation
Everything molders need to compete in markets from automotive to medical was on display in Orlando. Besides a huge number of new machine models, there was emphasis on cell integration and automation.


Milacron’s new Maxima Performance Series of servohydraulic two-platen presses offers 33% faster dry cycle, 70% lower energy use, and the widest platens on the market.

Yushin’s new concept robot has two arms and a total of 16 servo axes that can work together to handle heavy parts, join two parts, or hand off a part from one arm to the other.

Though a stolen truck kept it from the show, Wittmann Battenfeld’s newest line is the servohydraulic SmartPower series.

Engel’s automated cell delivers finished composite automotive brake pedals from overmolded nylon organosheet.
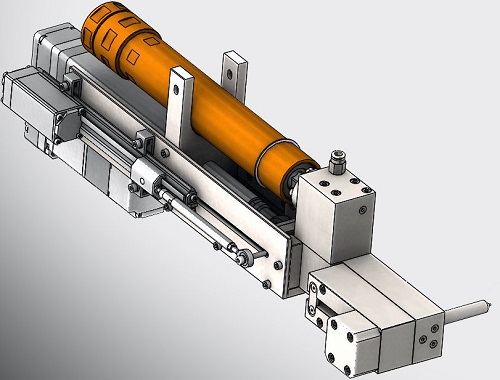
Micro Deck micro-injector from Kipe Molds holds a cartridge of premixed LSR and delivers precise shots down to 0.003 g or less.

Medical molding was big at the show: Arburg molded 64 pipette tips on this stainless-steel, all-electric Allrounder 520A.
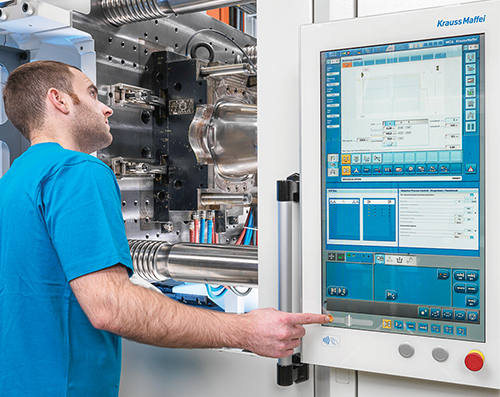
KraussMaffei’s new MC6 Multitouch control includes the SlideX feature whereby an operator can set up a press using a finger to control motion axes without looking at the control screen.

Milacron’s new M-PET 300 signals its return to the PET preform market with systems for up to 144 cavities.
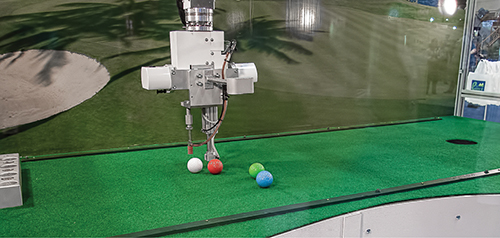
Star Automation demonstrated a concept system with a wireless vision system on the robot EOAT to enable it to make decisions. In this mini golf course, the robot located four balls and putted them into the cup in an order depending on their distance from the cup.
Boy Machines showed its Boy XS 11-ton micromolder with integrated side-entry robot.
Share
Read Next


From micromolders to 1000-tonners, there was a head-spinning abundance and variety of new presses featuring higher productivity, energy savings, and imaginative new technologies at the show. The vast majority used servo-electric drives—for the hydraulic pumps, if nothing else. But in general, the emphasis was not so much on individual machines as on integrated cells. And, for processors’ convenience, booths tended to be organized to present technology by end-use market or application areas.
This post-show report sums up the news in machines and robots, supplementing what has already been reported, which is generally not repeated here. For the complete picture, refer to our March show preview and to other articles cited below. (Next month: news in tooling and hot runners.)



NEW MACHINES & CONTROLS
In March, we noted that Absolute Haitian would show its new Zhafir Zeres electric press and new mid-sized Jupiter II servo-hydraulic two-platen models. As an update to our previous report, the latter now include Jupiter II sizes of 506 to 1214 tons and wide-platen Jupiter II/hp versions from 1124 to 1798 tons. One new announcement at the show was a larger size (730 tons) of Zhafir Venus II all-electric machine with tiebar spacing of 1080 x 1080 mm and shot-size range from 25.4 to 75.5 oz. It’s said to be particularly well suited to applications requiring high precision at low injection speeds, such as for IML. Injection-compression function is standard.
Also new from Haitian are two new injection units for smaller Venus II models. One is the smallest yet offered, for shots down to 11 g or 0.39 oz (versus 19.1 g or 0.67 oz previously. The other is an intermediate size for shots from 1.83 to 2.47 oz, which falls between two other units, providing more accuracy in mid-size shots.
As reported in March, Boy Machines showed off three newer servo-hydraulic machines, the Boy 25 E, 60 E, and 100 E. Also previously reported, Engel’s new e-speed 720 US hybrid (720 tons) is one of a new series of accumulator-assisted hybrids for packaging. The screw and toggle clamp are electric driven. What’s unusual is its flywheel kinetic-energy storage mechanism, which sources at the show said reduces the machine’s peak electrical load by 7%. It also has a particularly long stroke to handle stack molds.
Engel also showed an example of its new victory Hy-series of tiebarless presses for U.S. molders. They have ecodrive servo hydraulics as standard. The line encompasses standard hy-tech models and hy-spex models with limited options for lower cost. Hy-spex versions come in 55 to 560 tons. Fortune International showed its new ES (Energy Saving hydraulic presses (see March preview).
We reported in March (Keeping Up) that HPM launched the HSII series of servo-hydraulic two-platen machines from 900 to 1500 tons. In addition, its HST Series of servo-hydraulic toggle presses, first seen in prototype form at NPE 2012, have since developed into a complete line from 80 to 650 tons. Features include an adjustable moving-platen support to reduce tiebar loading, automatic mold-height adjustment, and automatic central lubrication. The company also came out with RemoteView, a secure, cloud-based service to allow remote service, maintenance, and troubleshooting by HPM. A related feature is StatusNow, which allows authorized management or production personnel to monitor production and alarm status via a secure internet connection.
JSW Plastics Machinery Inc. has upgraded its J-AD all-electric machines to the J-ADS series. These have a shorter footprint, extended tiebar spacing, and wide platens as standard; lower working height; and new linear guide rails that eliminate bushings and use less grease and save energy. A strain gauge on the clamp measures tonnage and adjusts for thermal expansion and changes in ambient temperature to keep clamp force constant. Injection barrels use an improved steel alloy that allows a reduced O.D. for better heat conduction from the heater bands.
Also new is the replacement of a single electric cylinder on the injection carriage by two hydraulic cylinders, said to provide better alignment and higher nozzle-touch force. New Syscom 5000i touchscreen controls replace the Syscom 3000 version, using icons like a smartphone and providing more memory for storage of up to 500 mold recipes (vs. 120 before), as well as a power-usage monitor (which also shows the amount of regenerated braking power) and 10 programmable I/O’s (up from four previously).
The new series spans 220 to 450 tons; smaller models down to 20 tons will be available later this year and larger units up to 3000 tons next year.
KraussMaffei’s new entries included the GX two-platen, GXH multicomponent, and revamped CX servohydraulic presses (see March preview). New features included patented Adaptive Process Control (APC) and the MC6 Multitouch control with gesture-based commands. Most unusual among these is the SlideX feature with a guideway ground into the glass screen. By sliding a finger along this groove, the user can control all axes on the machine or a robot without looking at the screen—something no other press control can offer, according to KM. the farther the operator moves a finger to right or left, the faster the movement (see photo).
As reported in April Keeping Up, Maruka USA introduced the new Toyo Si 6 series of all-electric machines and two machines from FCS (Fu Chun Shin) of Taiwan: the LA-SV Series of two-platen servo-hydraulic models (550 to 4050 tons), and the 160-ton FB-160 RSV, a two-material hydraulic machine with rotary platen. Also new from FCS is the hybrid AF Series of servo-hydraulic toggles with electric screw drive and accumulator assist for high-speed packaging applications and IML (30 to 200 tons).
Milacron LLC showed off its new Maxima Performance Series servo-hydraulic two-platen machine with 33% faster dry cycle and 70% lower energy consumption, as well as the new Ferromatik 580 (see April Keeping Up). Another addition to the lineup was a new 220-m.t. model of Fanuc Roboshot all-electric press, the Robotshot 220. Milacron also showed off its new Mosaic+ global platform of controls. The new M-PET preform system also made a splash (see PET section below).
Negri Bossi brought to North America is upgraded Evolution series Canbio eV all-electric machines and Canbimat eV multimaterial systems (see March preview).
Niigata brought out its seventh-generation all-electric series, the S7000 line, in horizontal and vertical models (see March preview). The company also introduced a new model of S6000 electric machine in a 600-ton size.
Nissei of Japan planned to show off new process technology for low-pressure molding on a servo-hydraulic FNX360III-100A machine. (If you missed actually seeing it, that’s because Nissei’s planned exhibits were held up on the Los Angeles docks by the longshoremen’s strike.) To make high-quality PC lenses with low residual stress, this standard machine is equipped with new N-SAPLI software for low-pressure filling without any peak pressure. Fill speed is 4.2 to 5.3 in./sec (107-134 mm/sec). An unusual approach to injection-compression clamping (N-Clamping) is also used: The filling pressure is allowed to force the mold open a small amount, and as the cooling plastic shrinks, the oil decompresses and forces the clamp closed again. This “natural coining” process needs no direct control.
Also new from Nissei is the PQ Manager v.3, a production and process monitoring system with setup sheets, event logs, and ability to send email or text messages. This web-based software allows access from mobile devices. It can mirror a machine’s control panel on another screen, allowing remote control of the press. The number of machines that can be monitored has been expanded from 50 to 100.
Sumitomo (SHI) Demag introduced its SE-EV-HD all-electric series for thicker parts requiring higher and longer pack/hold pressures (see February Keeping Up). And for its standard SE-EV machines there is a new optional extended daylight and ejector stroke.
Toshiba Machine showed off its new 30-ton model in the ECSX all-electric line. This “super-fast” machine was running connectors in 1.8-sec cycles. Although Toshiba has been focused on electric machines of late, it has decided to bring back small hydraulic presses with servo pumps. The Ti Series of toggles ranges from 65 to 250 tons, and ISGS-N full-hydraulic models are 310 and 390 tons. Toshiba also showed a machine with hot-runner controls integrated into the machine controller and the hot-runner cabinet mounted compactly underneath the injection end of the press.
Ube Machinery Corp. showed a 1000-ton model of its Servomax US Series of U.S.-built hydraulic presses. In the last 18 months, these have been converted to fully servohydraulic gear-pump drive. Size range is 1000 to 3300 tons, and Ube plans to offer a 7000-tonner. Also new in the past two years is remote monitoring capability via smartphone or tablet.
One of several transportation mishaps that befell machinery exhibitors at the show thwarted the intended U.S. debut of the servohydraulic SmartPower series from Wittmann Battenfeld. Available at present in 25 to 120 tons (and larger sizes later on), these units have a new compact clamp that is shorter than the company’s previous hydraulic models but offers wider tiebar spacing and larger mold area than before. Kinetic energy recovery is standard on these machines.
A large contingent of press makers from China was one of the interesting features of the show, with suppliers such as Borche, Chen Hsong, Tech Bole, Tederic, and Welltec. New all-electric presses from Tederic, which has an office in Palmetto, Fla., were
previewed in March. Meanwhile, custom molder Tech-Way Industries, Inc., Franklin, Ohio, is representing Bole Plastic Machinery of China under the name Tech Bole USA. Tech-Way president Ken Parker, who plans to use these servo-hydraulic toggle presses in his shop, says they are relatively inexpensive but “very solid.” A key feature is that the double toggles provide force near the center of the platen, not near the edges, thereby minimizing platen deformation. Also, these presses provide 10-20% larger opening stroke for the same machine length than competing designs, and they also offer larger tiebar spacing. Models range from 60 to 4000 tons.
HIGH-STRENGTH COMPOSITES
For automotive and certain other markets, lightweight structural composites produced relatively quickly by thermoplastic injection molding are an attractive new technology. So far, the main players have been Engel, KraussMaffei, and Arburg, all of which demonstrated their knowhow at the show (see March preview).
Engel and KM overmolded nylon organosheet. An interesting feature of KM’s FiberForm process was preheating nylon organosheet composites in an oven mounted on top of the fixed platen of a CX 300. Two doors slid open and closed to let the sheet enter and exit. Arburg’s new wrinkle on the process was feeding continuous glass rovings into the screw to overmold the organosheet with D-LFT compound.
Mitsubishi Heavy Industries has developed a system with a special screw for molding long-fiber thermoplastic (LFT) compounds. At NPE, MHI showed an automotive lift gate of long-glass/PP and a front-end module of long-carbon-fiber/PP. The company also has developed a new D-LFT system that feeds continuous glass rovings and PP into kneading/injection screw.
LIQUID SILICONE (LSR)
Our March show preview gave an advance look at the numerous LSR demonstrations by Arburg, Boy Machines, Engel, Milacron, M.R. Mold, and Wittmann Battenfeld. MGS Mfg. Group showed an auxiliary injector for LSR, and a novel nine-component LSR demonstration by Silcotech was covered in last month’s Close Up on the show. Here are further details and additional examples gleaned at the show:
Boy Machines featured LSR demonstrations with two new pumping/dosing devices. The 11-ton Boy XS was equipped with the new Micro Deck from Kipe Molds Inc. Designed for micro molding, the MD device (photo) holds a cartridge filled with premixed LSR. A servo-actuated micro plunger delivers shots as small as 0.003 g or less with closed-loop control of injection pressure up to 10,000 psi (or more if needed), repeatable stroke accuracy of ± 0.0005 in., and fully programmable injection speed of up to 25 in./sec. Shot size of the MD 125 unit is from 0.003 to 1.0 g. Three more sizes provide shots up to 8 g.
For normal-size parts, Boy ran a 25-ton Boy 25 E press with a new delivery system from Graco’s Fluid Automation division. Models F4-5 and F4-55 incorporate flowmeters as standard (formerly optional), providing 7X higher resolution of volumetric delivery. Until now, the standard system used only control of the air motors to regulate material dosing. Also new is a more compact, redesigned controller with a touchscreen.
Nissei displayed information on a novel LSR/thermoplastic overmolding system for a pocket magnifier at NPE. This system was based on a NEX180III all-electric machine outfitted for LSR molding, plus two auxiliary injectors for a second LSR component of different hardness and nylon 66. The nylon was delivered by a new IU5A portable injector mounted horizontally beside the machine, while the second LSR material was delivered from an injector directly on the mold. Most notable about this system was the main injector for LSR. Instead of a screw, the brand-new Spiral Plunger System (SPPS) is a plunger with a twist, similar to a screw, which is fed by a dynamic mixer instead of a static mixer.
Toshiba highlighted its ability to run LSR on a standard thermoplastic machine, thanks to the quick-disconnect injection barrel, which can be changed in 1 hr.
MULTIMATERIAL COMBINATIONS
As reported in March, multimaterial injection demonstrations were plentiful from companies such as Arburg, Billion, Boy, Engel, Husky, Maruka, MGS, Milacron, and Wittmann Battenfeld. Here are some additional details:
Husky Injection Molding Systems has begun a “phased launch” of its new multilayer PET preform barrier module for its HyPET HPP5 machine system. As reported in a March Close Up, Husky claims that its new coinjection technology provides significantly better control over the barrier layer, allowing cost savings up to 50% in barrier resin.
Milacron also emphasized barrier coinjection with its Klear Kan system and foam/solid PET preforms, as well as coinjection of 5-gal pails with 50% PCR in the core layer (see April Keeping Up).
Nissei highlighted three-layer sandwich molding of thin-wall PP/EVOH/PP barrier containers in four cavities on an all-electric NEX220III-50ETN machine. IML was an added feature of this application. Total wall thickness was 0.7 mm and the barrier layer was 0.1 mm.
MGS Mfg. Group showed a three-material (PP plus two different TPEs) cap for a medical container that was developed in-house. One unusual element in this demonstration was, as noted by marketing director John Berg, “Most people don’t know
that you can mold the smaller shot of TPE first.” Another special feature was that the company’s UMS auxiliary injection unit, mounted horizontally in this case, has a slide plate that avoids the necessity of removing the unit for mold changes.
MEDICAL & MICROMOLDING
In our March preview and other pre-show news, we reported on medical molding exhibits from Arburg, Boy, Engel, MGS, KraussMaffei, Milacron, Sumitomo Demag, and Wittmann Battenfeld. Here are some additional details and examples from the show.
In a medical molding cell, Engel demonstrated its relatively new iQ weight control (see March ’14 feature), which compares the actual pressure curve on a shot to a reference curve. This provides the reportedly unique ability to detect both viscosity variation and volume variation. This feature was coupled with Engel’s new e-flomo automatic water-flow monitoring and control system, which regulates pressure, flow, and temperature and provides a quality record of all those parameters. The newest “premium” version, with full electric valve adjustment, is due out in November in both standard (90 C) and high-temperature (120 C) models. Engel reports that a customer study showed that uniform mold temperature is even more important to part quality than pressure-cutover control, as with the iQ system.
Sumitomo Demag molded 3-in.-long, thin-wall PP pipettes in eight cavities using a proprietary dual-gating technology (patent pending) from the toolmaker, Cavaform International, to produce consistently straight parts. In addition, the SE100EV electric press used Sumitomo’s Mulitoggle technology to enhance venting in rapid cycles (7.8 sec). This approach starts injection before the mold is fully closed, then ramps up the toggle-clamp tonnage in a controlled fashion.
Micromolding, largely focused on medical applications, was highlighted by Wittmann Battenfeld, Sodick Plustech, Nissei, Boy Machines, and Sumitomo Demag (see March preview). In addition, Alba Enterprises displayed the Babyplast tabletop micro injection machine, the newest 8-ton version of which has larger platens to handle bigger molds (around 5 x 5 in.). This hydraulic press has two-stage injection with two plungers (16 g shot size) and can be configured for LSR or powder injection molding (PIM) of metal or ceramic.
MORE PET PREFORM COMPETITION
Big news for PET preform molders was the return to this market of Milacron LLC, which introduced its M-PET preform system at the show. It’s based on the fast Ferromatik F-Series toggle clamp and newly designed two-stage injection units. The machine and post-cooling are almost entirely servo driven, with hydraulics only for injection and ejection, using a servo-driven gear pump. It will be available in four clamp sizes and a choice of five injection units. Dry cycle of the 300-ton unit at the show was 1.69 sec, and overall cycle for the 72-cavity system was 6.8 sec. Systems are available for up to 144 cavities with “best-in-class” energy consumption of 0.14 kW/g. Milacron already sells closure molding systems to preform customers.
A new feature for Husky’s HPP5 system, as reported in last month’s Close Up, is a “self-cleaning” mold for PET preforms that reduces tool maintenance from hours to seconds, saving up to 400 hr over the course of a year.
Netstal introduced to the U.S. market the PET-Line 5000 preform system designed for 96 to 144 cavities. It’s based on a 500-m.t. press with two-stage injection, electric screw drive, servo-hydraulic clamp, and braking-energy recovery. Dry-cycle time has been cut by half a second, and energy consumption is 10% less than for the preceding model.
IN-MOLD LABELING
As noted previously, IML demonstrations were shown by Arburg, Netstal, Niigata, Sumitomo Demag, and Wittmann Battenfeld. One of the most unusual applications was from Netstal, in which four very tall, 44-oz stadium cups were molded with a system from Beck Automation that minimizes the press opening distance in a unique way: After depositing rolled labels in the cavities in the fixed mold half and removing the finished cups from the cores on the moving half, the robot tooling rearranged itself from a 2 + 2 arrangement to a 4-inline configuration so it could slide out between the long cores.
Another novelty was the application by Sumitomo Demag, using Japanese technology, which produced PP cups for microwaveable soup in which thin fins were injected through the PP label to provide a safe grip on the hot cup. This permitted a full-wrap label plus part features that extend outboard of the label (see last month's Close Up).
CBW Automation showed a new approach to handling labels on rolls for IML. Die-cutting labels from rolls at the press is quite expensive; the usual alternative is loading magazines with stacks of precut labels, which has its own drawbacks (mostly related to static cling). CBW’s new roll-fed alternative is to die-cut perforations around the labels so as to leave them partly attached to the web. A robot pops them out of the web and transfers them to the mold in 0.8 sec.
HOT/COLD MOLDING
So-called variotherm hot/cold molding processes to produce smooth surfaces without weld lines, sinks, or flow marks, as well as easier filling of thin walls, were highlighted by Milacron, Wittmann Battenfeld, Engel, KraussMaffei, and Roctool (see March preview). In addition, Sumitomo Demag utilized Y-HeaT technology from Yamashita Electric Co. to mold a PC part with numerous holes that would produce weld lines. Y-HeaT uses electrical heaters and temperature sensors in the mold, controlled by a console similar to one used for hot runners. After filling, the controller opens an electromagnetic valve to allow cold water into the tool. The mold-base is separately controlled by a water-circulating TCU.
ROBOTS GET SMARTER
Some rather interesting experiments in robots were presented in Orlando to stimulate molders’ imaginations. For example, among the introductions from Star Automation was a developmental project in robot control with a built-in vision system having WiFi or Bluetooth capability that will allow the robot to make decisions. At the show, Star set up a mini golf course, in which four balls were scattered randomly. The robot could find the balls and, starting with the ones closest to the cup, pick them up and put down a marker. Then the robot putted in the farthest one and replaced the next farthest ball and putted it in, and so forth (photo).
Though that was a fanciful demonstration, Star was soliciting ideas from customers on how this vision system could be used in production. One possibility shown in Orlando was to use integrated vision to change robot tooling automatically, choosing the appropriate tool based on the part shape.
Other news from Star included new servo grippers that can adjust to part size and shape. The initial torque is set low so that the gripper can “feel” the part. Other new EOAT uses lightweight carbon-fiber construction and is designed for quick assembly of components.
Star also introduced the Zim-500 high-speed, low-profile, side-entry servo model with 0.25-sec takeout and 0.8-sec overall cycle. Using no belts, it’s suited to cleanroom operation. Options include a wrist and two arms for stack or three-plate molds.
Another novelty was a “concept” robot system unveiled by Yushin America. Designed for complex operations or handling parts too bulky or heavy for a conventional robot arm, this system had two six-axis servo arms mounted on a common beam and angled toward each other so that they could work together like a pair of human arms (photo). A sliding and rotating gripper on the floor contributed to a total of 16 servo axes all under coordinated control. It has a new, simplified programming language (more details in May Keeping Up).
Yushin also debuted the “super-fast” HST-600DS servo robot, the largest in its series, for presses from 500 to 725 tons. It’s said to offer <0.4-sec takeout, <4-sec overall cycle, and attractive pricing.
Sailor Automation, Inc. introduced a new anti-vibration technology for the vertical axis of its RZ-ƩIII servo robots. Sailor uses Mitsubishi J-4 servo motors (in an exclusive arrangement) with special software that senses vibration and adjusts the acceleration and braking of the robot over the course of about 10 cycles or 20-30 sec. The result is said to be 30-50% less vibration, allowing faster takeout.
Another new feature from Sailor is a QR code on the robot that can be checked with a smartphone camera to communicate directly to Sailor the robot’s service history and part numbers. Also new is a wireless touchpanel pendant.
Sepro of France is building on its strength in big robots with three new lines aimed at presses from 800 to 5000 tons. The new S7 line of three-axis robots and 7X five-axis models replace the previous Generation 4 line. The new models have 4-10% longer vertical strokes, 10-15% greater kick strokes, and up to 50% larger payload capacity than their G4 predecessors. They also boast higher stability and modular construction that eases shipping and assembly. S7 models use Sepro’s Visual 2 control and 7X has the Visual 3 control, Sepro’s newest, fastest, and most powerful. Both controls use 10-in. touchscreens with a joystick to steer the robot.
Sepro also extended its range of economical robots, supplementing its smaller Success range with new Strong Line models for presses of 700 to 2800 tons. Three models provide simple pick-and-place functionality and can handle simple downstream operations. They use basic Touch 2 control or the Visual 2.
Absolute Robot, sister company to Absolute Haitian, showed one of its newest models from Well-Lin Robotics of China, the high-speed HS-10. The company also featured its MaxCW25 series of servo robots for machines up to 2400 tons. They offer software vibration suppression, telescoping vertical arm, and a beam-mounted control box to save floorspace.
Boy Machines showed off its new range of robots, from the tiny side-entry robot (built by Dürrshmidt GmbH in Germany) integrated with the 11-ton Boy XS press to larger top-entry Cartesian robots built by a German company and carrying the Boy brand.
As noted in March, CBW Automation brought out the SSE super-fast, side-entry robot with a strip stroke added, so it can handle more complex mold and part geometries and undercuts. It can also follow the motion of the mold for unscrewing or complex ejection sequences.
Also noted in the March preview, Engel showed its new e-pic servo robot with an unsual hinged swivel arm. And Hekuma provided automation for a 96-cavity cell molding needle hubs for insulin pens in the Engel booth.
The news from Ranger Automation Systems was two new servo robots and a new teach pendant. The new Ultra-Compact robot has a triple-stage arm for low-headroom situations that also provides 50% faster takeout and lower release-height capability. Also new are RTA Series “value-priced” robots that are said to be loaded with standard features (more details in March Keeping Up).
Sytrama of Italy, sister company to Negri Bossi, showed off its new S-Series of linear robots that run faster with higher payloads and less vibration than the older G-Series. They are suited to presses from 175 to 1650 tons. New icon-driven software allows for simple programming and incorporates PLC functionality to program downstream automation. Also new is the economical One series with aluminum traverse beam for presses from 50 to 275 tons.
As reported in our March preview, Wittmann Battenfeld presented its new W8 pro line of robots, which has grown to four models, including the new larger model W843 pro. The company also demonstrated integration of robot and machine controls via new “Wittmann 4.0” Ethernet communication (see Close Up in this issue).
Yudo of Korea presented a broad line of Yudo-Suns linear robots. Newer models include the Zema series with carbon-fiber vertical arm, said to provide 0.5-sec takeout. A new feature in the Giga series is EOAT with ability to weigh parts to ± 1.5 g. The newest and most powerful controller is the Yucon-700, which includes vibration control that can allow 28% higher takeout speeds.
SAS Automation emphasized its new online ordering and Vendor Managed Inventory (VMI) programs. VMI provides the molder with a mobile cabinet stocked with spare components used in that shop. That stock is maintained on a monthly basis, reportedly saving customers time and money.
Also new from SAS is a hand-tool product line of degaters from Merry Tools of Japan. There were also new parallel grippers with more streamlined design and new sprue pliers with stronger gripping force, in response to customer demand.
AGS Automation Greifsystem Schwope of Germany showed off its wide range of standardized components, including several new grippers and a sensitive weighing system that mounts on the robot EOAT to detect short or damaged parts or missing inserts (see March preview).
Molding a Better Bucket at NPE

At the Maruka booth, a Toyo Si-610V all-electric press (610 tons) was molding a 5-gal HDPE bucket from Bucket Innovations, a subsidiary of Global Consumer Innovations, Tavares, Fla. What’s unusual about the bucket is the patented grip handle on the bottom, which allows the user a secure grip on both the conventional top handle and on the bottom of the bucket. The 2.25-lb shot was molded in 17 sec.
The buckets are being produced by IPM Enterprises, Dayton, Ohio, a new contract molding arm of custom molder Innovative Plastic Molders, also of Dayton. Brian O’Leary, president of both firms, said IPM Enterprises has two Si-610V molding
cells dedicated to the buckets at show time and planned to add two more cells based on Toyo’s latest Si-6 Series electric machine.
















Related Content

Seven Automation Opportunities You May Have Overlooked
While not every process is appropriate for automation, the rapid advancement of robotics is allowing a much wider array of businesses access to this technology. Here are some areas where automation makes sense that you might not have considered.
Read More
How Machine Monitoring Delivers Tangible Results
Much more has been said than done about reaping the benefits of data driven manufacturing among plastics processors. Good technology is essential, but change management is the most difficult part of the process. Here’s how to think about both.
Read More
An Automation 'First' for Non-Servo-Eject Trim Presses
Compact, flexible and configurable robotic system is said to be the first to enable thermoformers to fully automate product handling after a non-servo trim press.
Read More
A Cost Saving Modular Approach to Resin Drying Automation
Whether implementing a moisture-sensing closed-loop system for a single dryer, or automating an entire plant, technology is available to take the guesswork and worry out of resin drying. Using a modular approach allows processors to start simple and build more capabilities over time.
Read MoreRead Next

INJECTION MOLDING AT NPE: Molding Exhibits Show Off Cell Integration with Multiple Processes & Operations
If you’re interested in lightweight composites, IML, LSR, multi-shot, inmold assembly, barrier coinjection, micromolding, variotherm molding, foams, energy-saving presses, robots, hot runners, and tooling—they’re all here in force.
Read More
INJECTION MOLDING AT NPE: Molding Exhibits Show Off Cell Integration with Multiple Processes & Operations
If you’re interested in lightweight composites, IML, LSR, multi-shot, inmold assembly, barrier coinjection, micromolding, variotherm molding, foams, energy-saving presses, robots, hot runners, and tooling—they’re all here in force.
Read More
A Challenger Tackles Coinjection For Barrier PET Preforms
Barrier PET containers for beverages, sauces, and other sensitive products become more cost-effective through more efficient use of expensive barrier resins.
Read More