
A Challenger Tackles Coinjection For Barrier PET Preforms
Barrier PET containers for beverages, sauces, and other sensitive products become more cost-effective through more efficient use of expensive barrier resins.


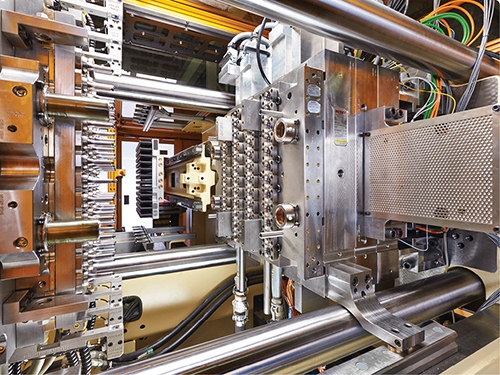
HyPET 300-ton hybrid press is running a 48-cavity barrier preform mold with a side-entry take-out robot. Later versions will have 72 and 96 cavities.

Husky’s new barrier module includes the small secondary injection unit mounted beside the main injection barrel, plus a multi-channel coinjection nozzle and the mold with a special hot-runner system.


One of the more dramatic announcements at NPE2015 later this month in Orlando, Fla., will be the unveiling of a new barrier coinjection technology for PET preforms by Husky Injection Molding Systems Ltd., Bolton, Ont. Although it will not be running at the show, the entry of Husky into this field poses new competition for existing barrier coinjection technology that will be demonstrated in Orlando by Milacron LLC, Cincinnati (see NPE injection preview on p.62). Nicolas Rivollet, Husky’s director of business development, recently explained to Plastics Technology Husky’s goals for its multilayer preform technology.
CHANGING THE COST PICTURE
As Rivollet put it, Husky’s intent is “to change the business case for multilayer preforms” as a solution to PET barrier container needs for foods and beverages. “There’s nothing revolutionary in the technology, but our level of performance is unique.” According to Rivollet, the “make or break” challenge is to “distribute minute amounts of barrier material—in some cases, as little as 0.25 g or 2%—very uniformly. “We’re talking about only 20 to 25 pellets of barrier material in a 15-20 g preform,” he says. The barrier could be EVOH or nylon sandwiched between inner and outer layers of PET; or, in the case of milk bottles, a black HDPE layer could provide light barrier between two white HDPE layers.



Husky has worked in the past with Kortec (recently acquired by Milacron), supplying the injection machine for Kortec’s turnkey barrier coinjection systems. Now Husky is proceeding on its own to offer a module for its HyPET HPP5 preform system, which includes a multi-channel coinjection nozzle, small side-mounted secondary injection unit, and the mold with hot-runner system. Husky is starting out with 48 cavities and will later add 72 and 96 cavities.
Rivollet said Husky saw “room for improvement in the ability to control the total amount and distribution of expensive barrier material both between cavities and within each individual preform. One typically targets 5% barrier content, but when we measured the actual result, we found it ranged between 4% and 6.5% of total preform weight.” He said that 5% ± 1.5% variation “is very common and a pretty wide bandwidth.” He further noted that with current technology, “You can reduce that somewhat with highly trained operators and frequent stops and tweaks.”
Rivollet claims that Husky’s new module built on the HyPET HPP5 platform can reduce cavity-to-cavity and shot-to-shot variation in barrier content to ± 0.5%, which can lead to cost savings of as much as 50% in barrier material. “We can achieve the same average barrier content, but with lower quality risk,” he said. “The real question is what is the minimum barrier content that you need. If it’s 4%, then today, with a low-capability system, you would have to set your average at 6.3% to ensure no more than 100 ppm of preforms would go below target. With our high-capability technology, you could set your target at 4.5% with a narrower tolerance band. At $9000/ton for barrier resin, that has a big impact on total cost.”
The melt delivery system is the key to this achievement, Rivollet explains. It includes Husky’s valve-gate hot-runner system with new advances that achieve 50% tighter balance between cavities than Husky’s current conventional hot runner, which the firm says is already “best in class.” Said Rivollet, “We utilized a different concept that reduces the number of splits in the melt and special melt channels that reduce temperature differences between cavities. The result is better thermal balance and lower pressure drop.” And unlike other systems, he added, all the nozzle tips are accessible from the front for easier maintenance.
Although data is still being collected from R&D studies, Rivollet said preliminary results indicate that Husky’s barrier module also achieves more uniform distribution of barrier resin within each preform. Husky is working on measuring devices that can see through the thickness of the preform for non-destructive measurement of the barrier layer. “Our nozzle design helps,” he said, “by providing better control of the leading and trailing edges of the barrier-layer melt during injection.”
While officially introducing its barrier concept at NPE, Husky will not be running a demonstration at the show, though it may have some preform samples on hand. However, the barrier module is based on Husky’s latest-generation HyPET HPP5 system for PET preforms, which will be running at the booth. Rivollet says the cycle time and machine availability of the barrier module are exactly the same as for the HPP5 with monolayer preforms.








Related Content

Paperless ‘Smart Factory’ Based on Automated Production Monitoring
Tier 1 automotive molder’s home-built production-monitoring and ERP systems, designed for “the little guy,” boost its efficiency rating and profits.
Read More
What to Look for in High-Speed Automation for Pipette Production
Automation is a must-have for molders of pipettes. Make sure your supplier provides assurances of throughput and output, manpower utilization, floor space consumption and payback period.
Read More
The Recycling Collaboration That Is Making Circular Film a Reality
Nova Chemicals and Novolex are commissioning a large mechanical recycling facility for film to film.
Read More
Through Thick and Thin: Reflecting on Injection Molding Thin and Thick Walls
Author considers time molding thin-wall food packaging and thicker-walled interior automotive trim, weighing the differences and similarities in process, molds and materials.
Read MoreRead Next

Beyond Prototypes: 8 Ways the Plastics Industry Is Using 3D Printing
Plastics processors are finding applications for 3D printing around the plant and across the supply chain. Here are 8 examples to look for at NPE2024.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More