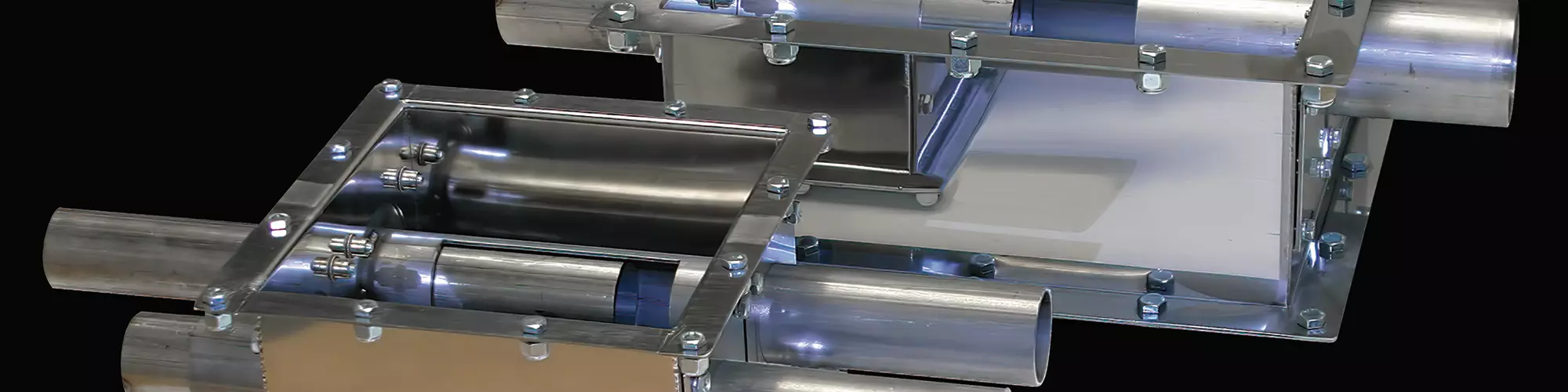
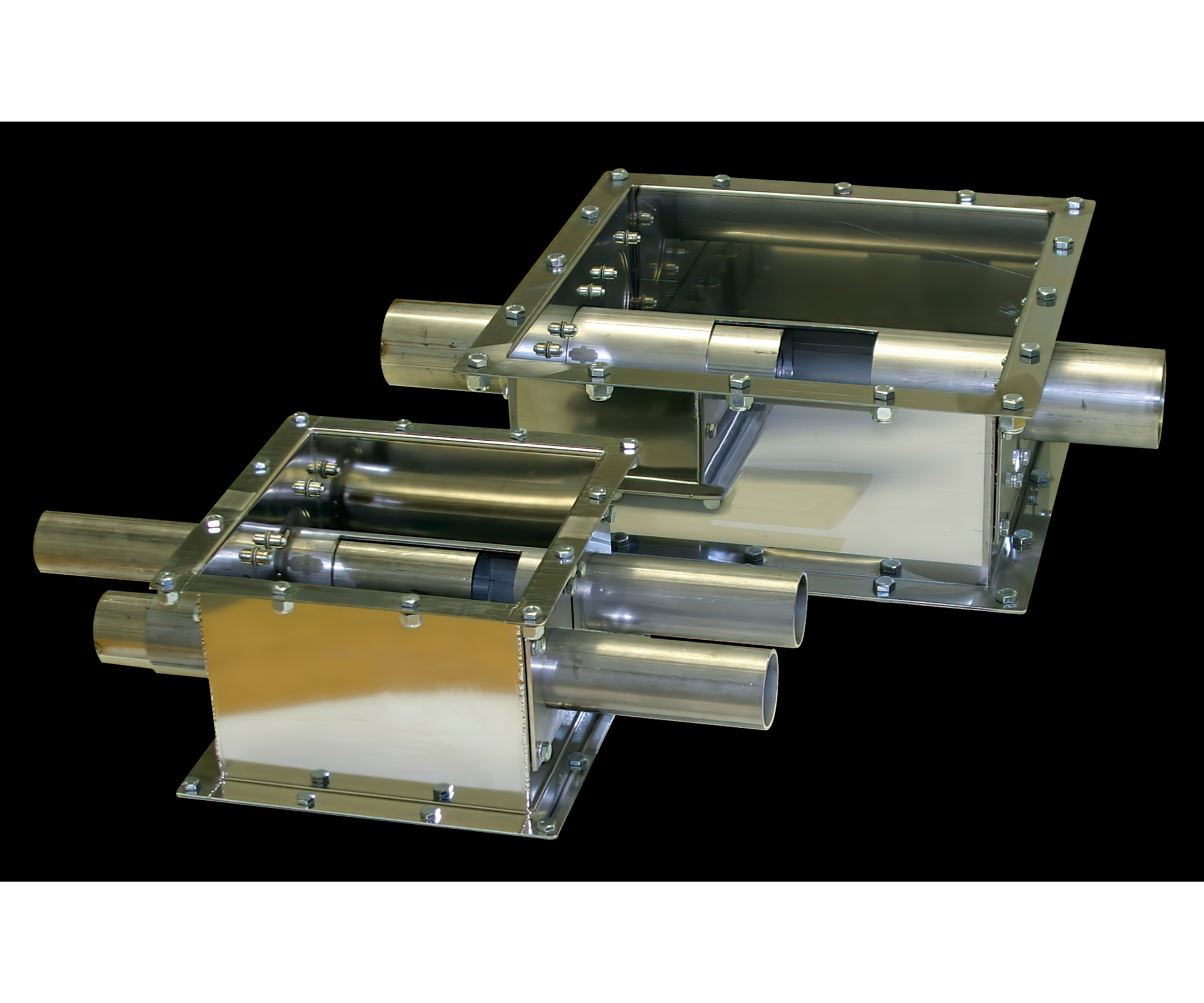
For long-distance conveying, it is typical to use a dual-tube take-off compartment, which draws material from the back of the box.

If you want to use a purging system, care must be taken in sizing the conveying pump. The time it takes to convey a “shot” of material from the source to the destination must be considered.

Selecting the correct type and size of vacuum receiver for the process is important in order to keep the conveying system running at maximum efficiency.

One of the easiest ways to enhance an existing central conveying system is to improve the central filter system that protects the pump/blower. Make sure the filters are large enough for the blower on the system and have the correct filter media for the type of material being conveyed.
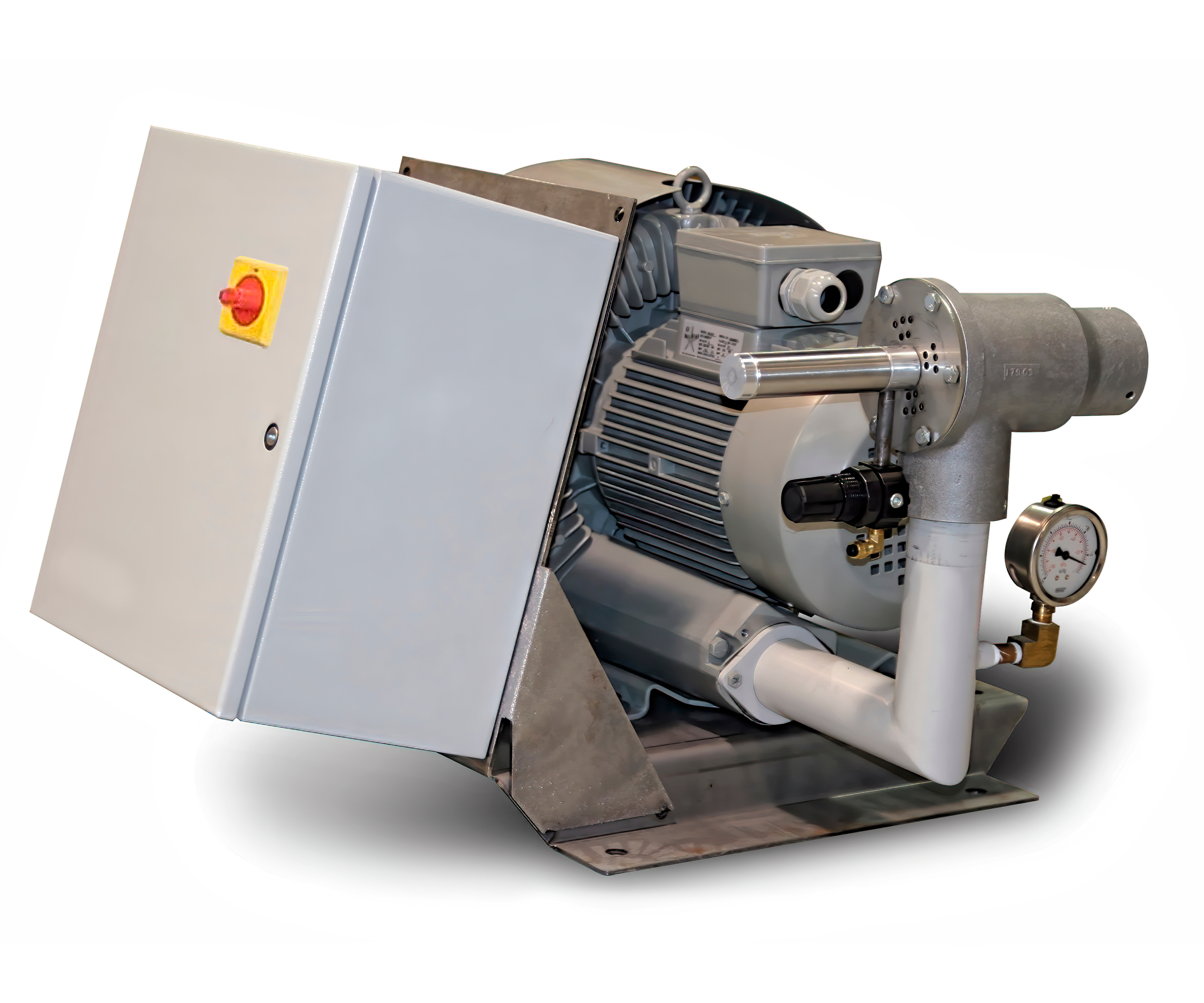
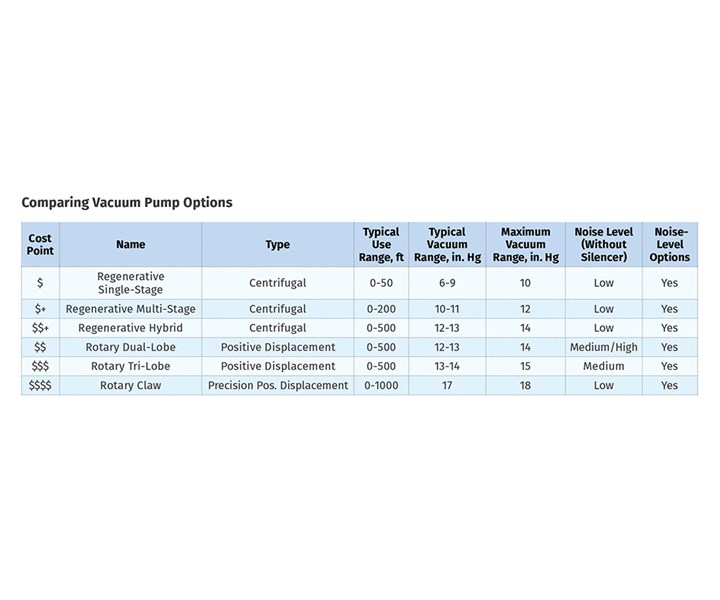
Several types of vacuum pumps that can be used for central conveying. Each type has advantages and disadvantages, depending on the application.



In our economy today, as energy costs rise and the cost of manufacturing increases, it is becoming more of a challenge to stay competitive in regional and global environments. Manufacturers are constantly looking for ways to improve their processes and boost their competitiveness. Plastics processors who have central pneumatic material-handling systems are already benefiting from lower prices of bulk resin purchases compared with lower-volume purchases. Depending on when the centralized conveying system was installed, there may be ways to make incremental improvements to enhance performance, efficiency and ultimately add savings to the bottom line.
It is easiest to start at the beginning of the line and follow the pellet, powder or granulate on its journey from the source or the pick-up point. It is good practice to adjust your conveying system at the pick-up point, with your wand or take-off tube, so that it will provide a good mixture of air and material. This will allow the material to flow smoothly throughout the system without slugging.



Using the right type of pick-up device can enhance your system performance and improve efficiency. For long-distance conveying, it is typical to use a dual-tube take-off compartment, which draws material from the back of the box. This makes it easier for the air flow to entrain the material as it travels through the pipe to its destination at the process machine. Finding a good mixture of air to material is critical to proper conveying.
One of the most common issues in a conveying system, and one that can easily enhance and improve efficiency, is to keep material flowing into the process. A simple rule to follow is: “Put the wand in the box!” Many times, a system issue is caused by lack of material supply. This typically occurs when the material probe has fallen out of the box or the gaylord, the material source has run out of material, or the bag liner has obstructed the flow of material. Be sure that the supply of material is constantly flowing into the pick-up point.
The perfect vacuum or pressure piping system consists of one straight length of piping with no bolted couplers, no diverter points, no elbows and no flex hose. This is an example of a system with minimal obstacles and minimal pressure drop, assuming it is properly sized for the system. But it’s not realistic. In the real world, piping must always be routed up or down and around in a plant to avoid obstacles to get the material from the source to the destination or use point.
Piping should always be installed with the minimum number of elbows and should use the shortest amount of flexible hose. Reduce excessive amounts of flex hose at quick-coupling stations. Reduce long loops of coiled flexible hose and pare the amount of flexible hose that connects the hard piping to the quick-change stations and/or material probes. These are quick and easy ways to gain conveying capacity by eliminating pressure losses within the conveying system.
Elbows that are installed back to back can cause material to drop out of the air stream. Add a sufficient length of straight pipe between them. This will allow the material to pick up in the air stream and gain velocity, improving the overall system efficiency.
Air leaks in piping will reduce the system capacity and, in some cases, can lead to material slugging or lines plugging. Check for loose bolted couplers between piping connections and worn or missing gaskets. Fix or replace them and tighten all couplers. Replace worn-out piping and elbows. Set up a regular inspection schedule for system piping. Running a system with air leaks and worn piping will reduce the potential rate of the system. In extreme cases, there will be plugged lines and multiple maintenance issues with the system.
Reducing excess piping, elbows and flex hose in a system will improve conveying system efficiency and reduce the overall energy required to run it. Eliminating air leaks will allow the energy put into the system to be used for conveying material and not be wasted. It allows material to flow smoothly through the system as designed.
ELBOWS, AIR VELOCITY, SYSTEM TYPE
There are many different types of elbows available, depending on the application. Aluminum tubing and elbows are used for most general conveying applications. Stainless-steel is used for most general, mild-abrasion conveying applications. Specialty elbows can replace standard elbows to reduce wear and minimize material degradation. They can also reduce system maintenance and replacement costs caused by wear issues. Several suppliers offer elbows specifically designed to reduce streamers or fines. Ceramic-lined or wrapped elbows, porcelain-lined elbows, heat-treated or nickel-plated elbows can be used for abrasion resistance. Glass elbows also can be used for abrasion resistance. They are good for use with engineered resins and especially with glass-filled materials.
Tee elbows, blind tees, or similar designs can be used for soft, hard or glass-filled materials. In some cases, there can be extreme pressure drops with these types of elbows. This can reduce the original system conveying capacity. Carefully review the system design when using this type of specialty elbow.
Air velocity is a very important factor in any conveying system. Making sure that material is moving at the right velocity in the tube or pipe will ensure that it will be delivered from the storage or pick-up point to the end point or process machine. If material is moving too slowly and/or the air velocity is low, the material may have a hard time moving in the air stream at the pick-up wand or the material take-off box. Material may tend to plug at the bottom of long vertical rises or after elbows.
Lowering the air velocities while material is moving may cause the material to fall out of the air stream. Care must be taken that adjustment is done properly with considerations for the entire system:
• If the material is moving too fast, and the air velocity is high, this may damage material.
• If the material is soft, and the velocity is too high, angel hair may form.
• If material is hard, it may shatter, creating dust
• If material is glass filled and velocity is too high, it can wear through pipes and elbows
• Heavier materials may require a higher air velocity to allow them to flow properly in the air stream.
• Lighter materials may require a lower air velocity to minimize material degradation when traveling through the pipe.
• Particle shape and weight affect the way materials travel and are picked up in the air stream. For example, flake regrind, glass-strand material and calcium-carbonate loaded pellets have different conveying properties and require different considerations. These variables may require a change in air velocity to accommodate the change in material shape and bulk density.
• Material characteristics and flow properties are learned through testing processes and experience with these materials.
Typical conveying velocities can be fixed and set at a standard industry value suitable for most resins. On occasion, conveying systems are designed and adjusted to accommodate the special needs of heavier engineered resins (i.e. calcium-loaded pellet). If an older system was designed for a heavier resin and the design parameters have now changed to a lighter resin, then the air velocity of the system may be set too high. This can create a material problem with dusting (hard materials), angel hair (soft materials) or pipe damage (glass-filled materials).
To adjust the air velocity for a particular material, the vacuum pump can be re-sheaved by reviewing the blower curve based on the blower manufacturer’s data and recalibrating the motor/blower rpm ratio. This improves the overall efficiency of the entire system and reduces the maintenance on the system components.
The quality of the process can be maximized if the proper type of conveying is implemented. In most cases, open-loop conveying is adequate, and no special requirements need to be considered.
But when a material has been dried and needs conveying, some resins are very sensitive to moisture regain. In such cases, the process would benefit from a closed-loop conveying or a purge conveying system. A closed-loop system minimizes the amount of time the dried material is exposed to ambient (outside) air from the time it is dried until the time it enters the process machine. The material is conveyed from the central drying station to the process machine using a source of recycled or pretreated air that has a lower dewpoint than the surrounding ambient air.
KNOW YOUR RECEIVERS & FILTERS
Selecting the correct type and size of vacuum receiver for the process is important to keep the conveying system running properly. Verify that the receiver is large enough to match the throughput of the process machine. Replace undersized receivers with larger-capacity vacuum receivers to reduce the total number of fill cycles per hour on the system. This will improve the overall efficiency by eliminating some system delay time. Most vacuum receivers range in size from 0.1 to 6 ft³ capacity and are available with options that will enhance the performance of the system. Adding the correct option will allow the receiver to operate more efficiently. Some options include wear wraps for abrasive materials, air-operated discharge gates, butterfly-valve discharge gates, vibrating pads, 70° cone options for hard-to-flow materials, special filter options, and a variety of level sensors.
There are pellet receivers, filtered receivers, filterless receivers, cyclone receivers, hopper/filter-chamber combination receivers. Each is designed to be used to convey different materials with different flow properties. Using the correct type of receiver configuration will improve your overall conveying system performance.
Using the correct vacuum-sequencing valve with the receiver is important for efficient central system operation. A non-vented sequencing valve can be used in any part of a system. It should always be used when filling a drying hopper to prevent ambient air from leaking into the drying hopper and dryer air loop. A vented sequence valve can be used in any area that is not near a drying hopper. The benefit of a vented sequencing valve is that it will provide a short burst of atmospheric filter-cleaning air across the filter when the valve shifts after the conveying fill sequence. This is a cost-effective way to keep the filter screen clean and reduce maintenance on general conveying systems. The effectiveness of this process depends on pressure differential and material quality. When compressed-air blowback is used for filter cleaning, a non-vented sequence valve is typically a better option because it will keep the pressurized burst of compressed air inside the vacuum chamber to provide a more effective filter-cleaning burst.
One of the easiest ways to enhance an existing central conveying system is to improve the central filter system that protects the pump/blower. If a filter is too small and not cleaned properly, it can result in excessive pressure drop that reduces the overall conveying potential and increases the brake horsepower required to run the system.
Make sure that the filters are large enough for the blower used on the system and have the correct filter media for the type of material being conveyed. Check to see that all dust-holding containers are serviced regularly to prevent overfilling. This will also prevent dusting near the pump area. All filter media should be genuine OEM quality and gaskets should be properly seated in the filter housing to prevent leakage past the filter through the blower, which can cause blower damage.
Using a large filter with media that has good release properties, and setting the filter-cleaning pulse parameters for the dust loading of the system will reduce system pressure drop, keep the general area cleaner, and reduce the overall power consumption of the entire conveying system.
ANGEL HAIR, STREAMERS & DUST
If your conveying system has angel hair or streamers, the simplest thing to do is to re-sheave the vacuum pump. This will recalibrate the air velocity to the material properties and reduce the softening and streaking of the material against the walls in the piping. If there is excessive heat buildup in the piping, then there are times when re-sheaving is not the answer. In those cases, the streamers can be collected using an angel-hair collection trap in-line with the system piping, or an angel-hair trap box below a bin or silo. In some cases, a combination of the two (re-sheave and trap) is used to reduce the formation of, and to collect, angel hair.
Some companies offer variable air flow, or air flow monitored with sensors, to control the velocity of the air and the material in the conveying line. This results in reduced wear on piping and elbows. However, the maintenance of the system as well as the controls themselves becomes more complex. Review the benefits of each option to decide what is best for the operation. Keep it simple to avoid unnecessary complexity in control and replacement maintenance by using a simple, standard system that will perform just as well with good preventive-maintenance routines.
If conveying lines are running too hot, a good idea to prevent material degradation is to use an in-line heat exchanger to pre-cool the conveying air. This will reduce conveying air temperatures and minimize material degradation in the piping. Sharpening granulator knife blades and improving general granulator maintenance will reduce dusting issues in many central conveying systems. This simple preventive-maintenance task has a huge impact on other parts of the entire process.
Dust and streamers tend to clog vacuum receiver filters and central filter elements. Finding ways to minimize this will improve conveying-system efficiency and reduce your energy usage. Install specialty wear components and wear wraps to protect against glass-filled material damage.
PUMPS & CONTROLS
Several types of vacuum pumps can be used for central conveying. Each type has advantages and disadvantages, depending on the use and application. Choose the right pump for the application (see table).
There have been many changes and improvements in central conveying control technology in the last few years. Most control panels are easy to use and utilize “off-the-shelf” components. These panels are easy to navigate and typically come equipped with color touchscreen navigation. Improvements often include built-in troubleshooting diagnostics and product manual information.
Take these precautions with existing control systems:
• Ensure that all wiring connections are secure.
• Use Energy Star components to reduce overall energy consumption in a panel.
• Utilize distributed control platforms to reduce diagnostic/troubleshooting time.
• Perform regular maintenance checks of sensors and sensor function.
• Add additional alarms to signal no-fill conditions in a process and prevent system shutdowns.
• Add hour meters on control panels to track and schedule routine service on equipment.
• Add predictive-maintenance controls—smart sensors to identify when there are system faults or problems.
• Add a “Smart” system with built-in diagnostics for monitoring of the system from a central location.
Industry 4.0 is a control technology that leverages the data of your plant to help you make better decisions. It is a focused SCADA (Supervisory Control and Data Acquisition) system intended to minimize downtime and develop intuitive and predictive control of the plant floor. The goal is to keep machines and plants up and running with minimum downtime using predictive diagnostics through data collection and analysis of the input and historical data trends throughout the plant. Although there are some technology, price and firewall security concerns, Industry 4.0 protocol continues to develop and improve. Standardization of equipment connectivity is being developed for injection molding and extrusion.
Compressed-air systems are often overlooked in a plant. They are used to operate air cylinders and pulsed filter cleaning in a conveying system. In some cases, the compressed air is used for Venturi loaders for minor ingredients or low-throughput conveying. A rule of thumb for compressed air is that it takes approximately one brake horsepower to produce four standard compressor cubic feet per minute at 80 psig/4 bar. If there are leaks in the system, then there is wasted energy and the compressor has to work harder. Look for ways to optimize compressed-air pipe runs and run the compressed-air systems at lower pressures. Install air-leak alarms to identify sudden pressure losses. Identify teams to review piping and find system air leaks or to suggest improved ways of running compressed-air lines to reduce overall system pressure drop and load on the system. Depending upon how changes are made, improving the compressed-air system operation can result in annual operational savings up 30%.
One of the easiest ways to improve efficiency in a process is to review existing equipment and examine motor efficiency. Government laws and regulations have changed on the sale of new motors. By installing a more energy-efficient motor in place of an older motor, you can reduce overall energy consumption and increase operational efficiency of a process. Review with all upgrades with your staff electrical engineer and/or maintenance engineer.
Material-handling systems can range from simple to complex. Many of the larger central conveying systems would benefit from careful calculations of piping layout and equipment selection based on rate calculations and system sizing. Take advantage of the knowledge, experience and expertise of your equipment supplier. These experts can help with the evaluation of your system and suggest ways that will help improve the process.
About the Author
Joseph Dziedzic is the manager of the technical sales team for AEC. In his current role, he is responsible for implementing equipment and system design solutions to support customer needs for process solutions. Dziedzic and his team support the customer before and after sale to ensure proper implementation of products for the application. Contact: 847-273-7801; jdziedzic@acscorporate.com; aecplastics.com.
Related Content

Conair Names New Execs in Sales, Systems, Product Management and Extrusion
Moves aimed at strengthening customer focus, market awareness, and technical expertise in key areas of our business.
Read More
‘Digitalization’ – Awkward Term for a Vital Concept
At K 2022, 85 machines from 40 companies showed off their Industry 4.0 capabilities via OPC-UA interface. A new universal interface for Material Supply Systems was revealed at the show.
Read More
Redesigned Rotary Level Indicator
Red enclosure now rotates once installed to help ensure conduit entries are always pointed toward the ground, mitigating the risk of moisture damaging internal components.
Read MorePiovanGroup Rebrands, with Mostly Minor Name Changes
For the most part, subsidiary company names will remain, with slight modifications meant to enhance the Group’s identity.
Read MoreRead Next

Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More